Szybka odpowiedź: Dlaczego połączenie szyny miedzianej nagrzewa się bardziej, mimo że natężenie prądu się nie zmieniło?
Połączenie szyny miedzianej może ulec przegrzaniu nawet przy stabilnym prądzie obciążenia, ponieważ rezystancja połączenia nie jest stała. Miedź posiada dodatni współczynnik temperaturowy rezystancji, a powierzchnia styku może powoli ulegać degradacji na skutek poluzowania śrub, cykli termicznych, utleniania, korozji, zużycia powłoki galwanicznej oraz spadku nacisku stykowego.
Istotne rozróżnienie:
Temperaturowy współczynnik rezystancji miedzi zazwyczaj nie jest główną przyczyną awarii połączenia szynowego. Jest on jedynie akceleratorem.
Procesem powolnym jest degradacja rezystancji stykowej na przestrzeni miesięcy lub lat. Procesem szybkim jest reakcja elektryczna i termiczna po wzroście rezystancji i temperatury. Gdy połączenie staje się cieplejsze, rezystancja miedzi rośnie, co zwiększa wydzielanie ciepła I²R przy tym samym natężeniu prądu. Wyższa temperatura przyspiesza następnie pełzanie, utlenianie i degradację styku. Dlatego połączenie może przejść od stanu lekko ciepłego do poważnie przegrzanego, mimo że natężenie prądu nigdy się nie zmieniło.
Kluczowe wnioski
- Rezystancja miedzi rośnie wraz z temperaturą. Współczynnik temperaturowy miedzi wynosi w przybliżeniu 0,39% na °C w pobliżu temperatury pokojowej.
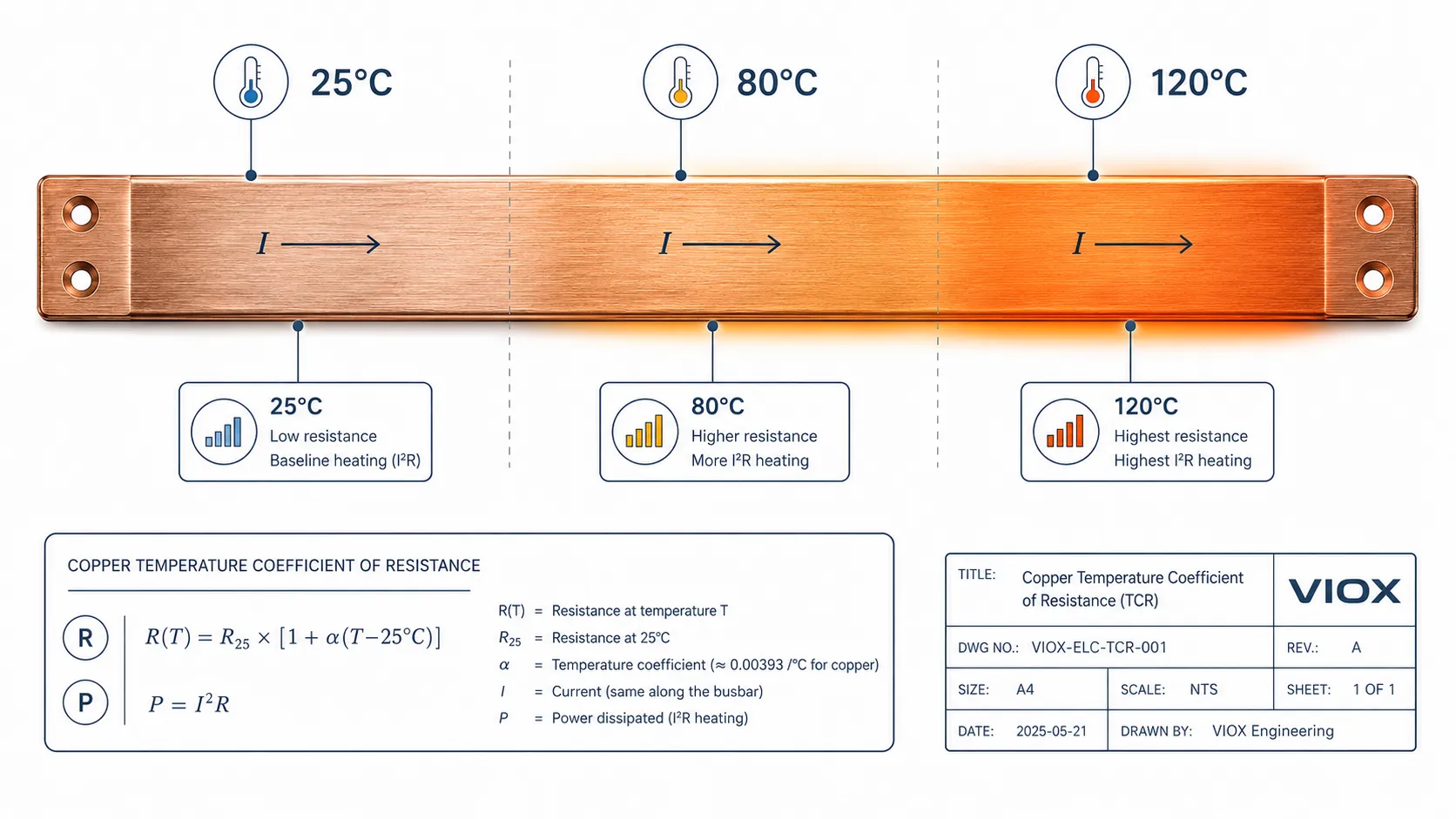
- Przy tym samym natężeniu prądu gorętsza miedź generuje większe straty cieplne I²R. W porównaniu z temperaturą 25°C, rezystancja miedzi jest o około 21% wyższa w temperaturze 80°C i o około 37% wyższa w temperaturze 120°C.
- Sam współczynnik TCR jest zazwyczaj procesem zbieżnym. Straty ciepła również rosną wraz ze wzrostem temperatury, więc w normalnych warunkach temperatura nie ulega niekontrolowanemu wzrostowi wyłącznie z powodu TCR miedzi.
- Rzeczywistą długoterminową usterką jest wzrost rezystancji styków. Luźne śruby, pełzanie, cykle termiczne, utlenianie, korozja i uszkodzenia powierzchni zmniejszają efektywną powierzchnię styku.
- Termowizja powinna służyć do śledzenia trendów. Pojedynczy punkt gorący ma znaczenie, ale tempo wzrostu temperatury na przestrzeni miesięcy lub lat często stanowi lepszy sygnał dla celów konserwacji.
TCR miedzi: Dlaczego nagrzewanie wzrasta przy tym samym natężeniu prądu
Miedź jest doskonałym przewodnikiem, ale jej rezystywność nie jest stała. Wraz ze wzrostem temperatury rezystywność miedzi rośnie. Jest to opisane przez temperaturowy współczynnik rezystancji (TCR).
Dla miedzi w temperaturze pokojowej powszechnie stosowany współczynnik wynosi w przybliżeniu:
α ≈ 0,0039 na °C
Uproszczona zależność rezystancji to:
R(T) = R25 × [1 + α × (T - 25°C)]
Przy tym samym natężeniu prądu nagrzewanie wynosi:
P = I²R
Zatem gdy rezystancja rośnie, nagrzewanie również rośnie, nawet jeśli natężenie prądu pozostaje takie samo.
| Temperatura miedzi | Przybliżony wzrost rezystancji w stosunku do 25°C | Efekt przy tym samym natężeniu prądu |
|---|---|---|
| 55°C | +12% | Nagrzewanie I²R jest o około 12% wyższe |
| 80°C | +21% | Nagrzewanie I²R jest o około 21% wyższe |
| 100°C | +29% | Nagrzewanie I²R jest o około 29% wyższe |
| 120°C | +37% | Nagrzewanie I²R jest o około 37% wyższe |
Dlatego połączenie szynowe, które było dopuszczalne w jednej temperaturze, może stać się bardziej obciążone w wyższej temperaturze. Natężenie prądu nie ulega zmianie; zmienia się rezystancja.
Informacje podstawowe na temat przewodności elektrycznej i rezystywności można znaleźć w przewodniku VIOX dotyczącym przewodność a rezystywność a %IACS.
Dlaczego sam współczynnik TCR zazwyczaj nie jest główną przyczyną
Efekt TCR miedzi jest rzeczywisty, ale sam w sobie zazwyczaj osiąga nową równowagę termiczną.
Jeśli temperatura połączenia szyny miedzianej wzrośnie z 25°C do 55°C, rezystancja miedzi wzrośnie, a wydzielanie ciepła I²R się zwiększy. To dodatkowe ciepło może nieznacznie podnieść temperaturę. Jednak wraz ze wzrostem temperatury połączenie traci również więcej ciepła do otaczającego powietrza i powierzchni.
Rozpraszanie ciepła zwiększa się poprzez:
- konwekcję
- promieniowanie
- przewodzenie do podłączonych elementów miedzianych, łączników, wsporników i konstrukcji obudowy
W prawidłowym połączeniu ze stabilnym dociskiem stykowym temperatura zazwyczaj się stabilizuje. Dodatkowe nagrzewanie związane z TCR nie rośnie w nieskończoność.
Dlatego czyste i dokręcone odpowiednim momentem połączenie szynowe może osiągnąć temperaturę tylko o kilka stopni wyższą od pierwszego punktu równowagi termicznej. TCR zmienia stan równowagi, ale nie powoduje automatycznie awarii.
Powolny problem: degradacja rezystancji stykowej
Poważna ścieżka awarii rozpoczyna się w momencie, gdy powierzchnia styku połączenia szynowego ulega zmianom w czasie.
Połączenie szynowe nie jest idealnym blokiem metal-metal. Prąd przepływa przez wiele mikroskopijnych punktów styku. Rzeczywista powierzchnia styku jest znacznie mniejsza niż pozorna powierzchnia zakładki. Każdy czynnik, który zmniejsza nacisk stykowy lub uszkadza te mikroskopijne punkty styku, zwiększa rezystancję zestykową.
Typowe mechanizmy długotrwałej degradacji obejmują:
| Mechanizm degradacji | Co dzieje się na złączu | Wynik |
|---|---|---|
| Luzowanie i pełzanie śrub | Siła docisku maleje w czasie, zwłaszcza pod wpływem temperatury | Spadek nacisku styków |
| Cykle termiczne | Dobowe zmiany obciążenia powodują rozszerzalność i kurczliwość | Mikroruchy uszkadzają powierzchnie stykowe |
| Oxidation | Warstwy tlenków tworzą się w miejscach, gdzie powietrze dociera do powierzchni styku | Zmniejszenie efektywnej powierzchni styku |
| Korozja lub zanieczyszczenie siarczkami | Atmosfera przemysłowa oddziałuje na odsłonięte powierzchnie metalowe | Wzrost rezystancji stykowej |
| Zużycie powłoki galwanicznej | Powłoka cynowa lub srebrna jest uszkodzona na skutek mikroruchów lub nieprawidłowego montażu | Zwiększona ekspozycja metalu podkładowego |
| Nieprawidłowy montaż początkowy | Niewłaściwy moment dokręcania, zanieczyszczone powierzchnie, niewspółosiowość, nierównomierny docisk | Wysoka rezystancja początkowa |
Gdy rezystancja zestykowa wzrasta, temperatura połączenia rośnie. Wzrost temperatury połączenia może przyspieszyć degradację zestyku. Jest to rzeczywista pętla sprzężenia zwrotnego dodatniego.
Proces szybki a proces wolny
Najbardziej użytecznym sposobem zrozumienia przegrzewania się połączeń szyn zbiorczych jest rozdzielenie dwóch skal czasowych.
| Proces | Skala czasowa | Co ją napędza | Co to oznacza |
|---|---|---|---|
| Reakcja TCR miedzi | Od minut do godzin | Wzrost temperatury zwiększa rezystancję miedzi | Zazwyczaj ustala się nowy bilans cieplny |
| Degradacja powierzchni styku | Od miesięcy do lat | Utrata siły docisku, utlenianie, korozja, cykle termiczne | Może powodować ciągły wzrost rezystancji złącza |
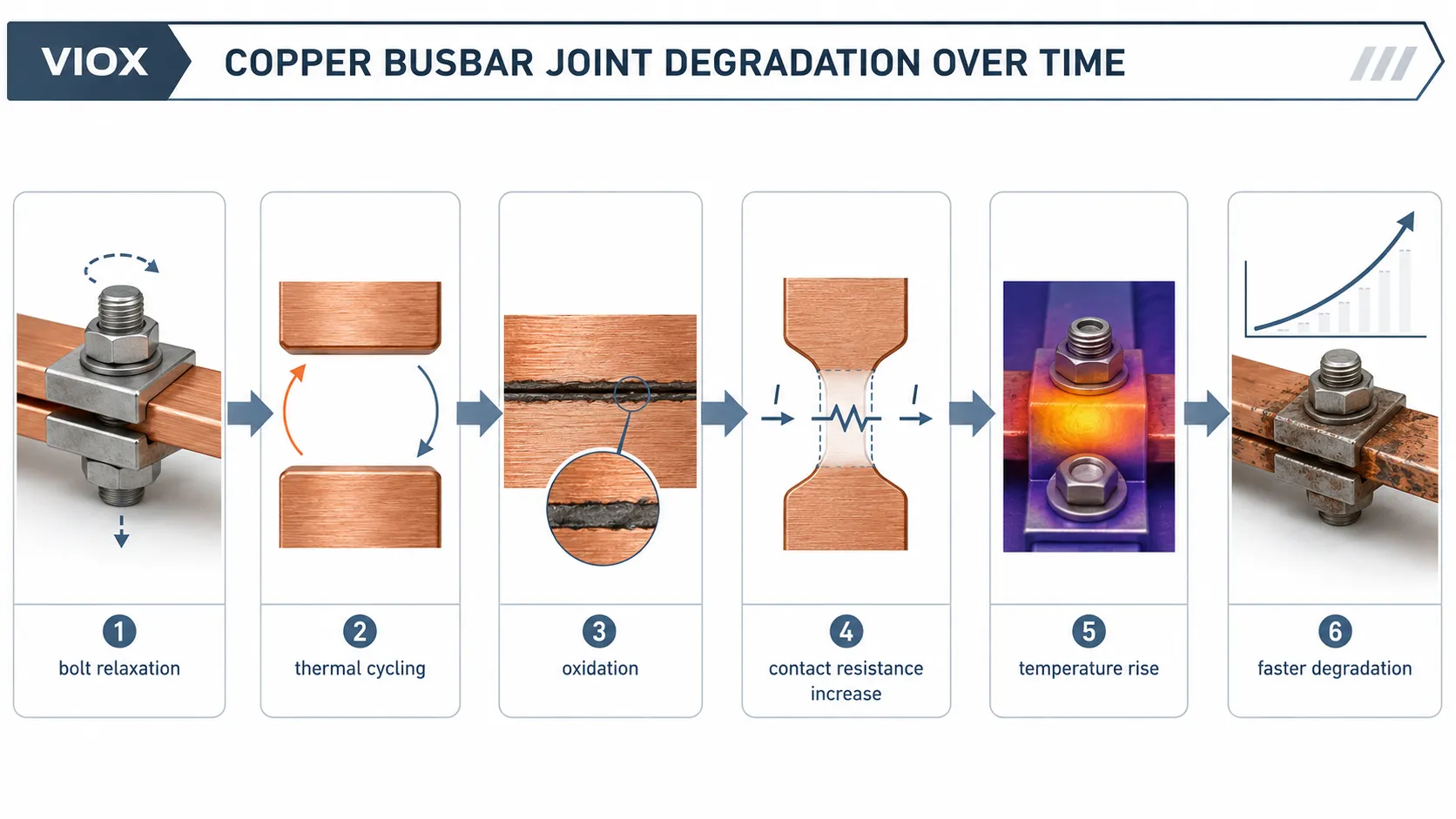
Schemat zjawiska często wygląda następująco:
- Złącze szynowe zaczyna się od nieznacznie podwyższonej rezystancji stykowej.
- Prąd obciążenia generuje ciepło I²R na złączu.
- Temperatura rośnie.
- Temperaturowy współczynnik rezystancji (TCR) miedzi zwiększa rezystancję i powoduje dodatkowe nagrzewanie.
- Wyższa temperatura przyspiesza pełzanie i utlenianie.
- Rezystancja stykowa wzrasta dalej.
- Kolejna inspekcja wykazuje wyższy punkt gorący (hot spot).
W tym łańcuchu TCR nie jest pierwszą przyczyną awarii. Jest to mnożnik, który powoduje, że pogarszające się połączenie nagrzewa się gwałtowniej wraz ze wzrostem temperatury.
Przykład z terenu: 55°C do 85°C do 110°C
Typowy przypadek konserwacyjny wygląda następująco:
- Inspekcja odbiorcza: temperatura połączenia wynosi około 55°C.
- Sześć miesięcy później: to samo połączenie osiąga około 85°C przy podobnym obciążeniu.
- Kolejne sześć miesięcy później: temperatura połączenia przekracza 110°C.
- Prąd obciążenia nie uległ znaczącej zmianie.
Błędny wniosek brzmi: “Miedź nagrzewała się w sposób niekontrolowany”.”
Lepsza diagnoza brzmi: “Rezystancja styku połączenia wykazuje tendencję wzrostową, a temperaturowy współczynnik rezystancji (TCR) miedzi potęguje efekt cieplny przy każdej wyższej temperaturze”.”
Jeśli połączenie zaczyna się od rezystancji styku 20 mikroomów, a później wzrasta ona do 30 mikroomów, jest to wzrost o 50% przed uwzględnieniem dodatkowego efektu temperaturowego. Jeśli później wzrośnie ponownie, skok temperatury staje się bardziej widoczny, ponieważ połączenie pracuje już w cieplejszym obszarze.
Jak należy stosować termowizję
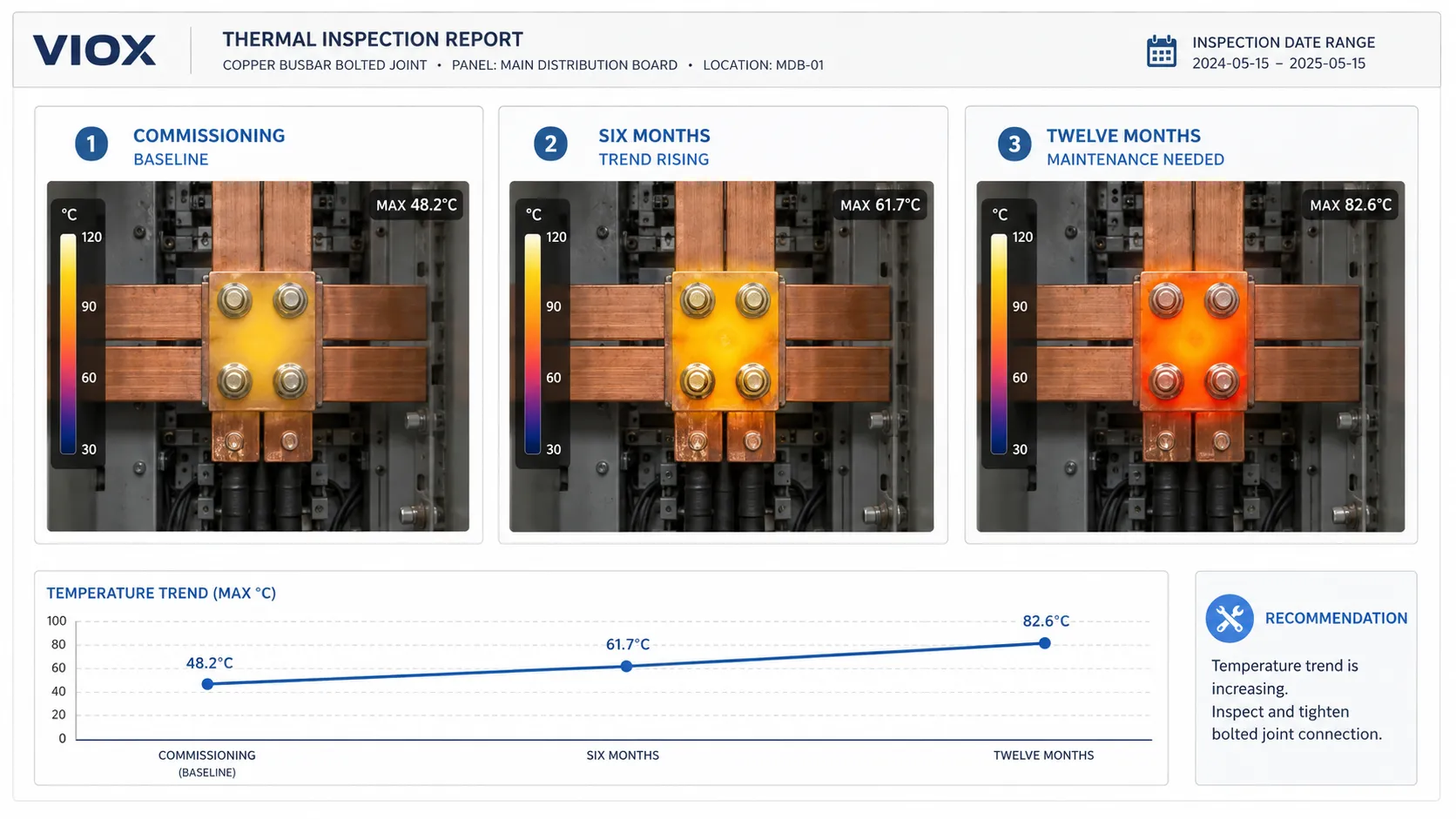
Termowizja jest przydatna, ponieważ pokazuje nieprawidłowy rozkład ciepła pod obciążeniem. Jednak jeden obraz z inspekcji to tylko migawka. Trend jest zazwyczaj bardziej wartościowy niż pojedyncza liczba.
Podczas inspekcji połączeń szynoprzewodów należy porównywać:
- to samo połączenie w czasie
- podobne połączenia przy podobnym obciążeniu
- różnice temperatur międzyfazowych
- temperatury połączeń przed i za urządzeniem
- temperatura otoczenia i stan obudowy
- prąd obciążenia podczas inspekcji
| Rozkład termiczny | Prawdopodobna interpretacja |
|---|---|
| Jedno połączenie znacznie cieplejsze od podobnych połączeń | Problem z lokalnym stykiem lub wada instalacji |
| Wszystkie fazy równomiernie nagrzane | Wysokie obciążenie, temperatura wewnątrz obudowy lub ograniczona wentylacja |
| Stopniowy wzrost temperatury jednej fazy z roku na rok | Trend degradacji styku |
| Punkt przegrzania w obszarze śruby | Problem z zaciskiem, powierzchnią styku lub połączeniem |
| Punkt przegrzania na końcówce kablowej lub zacisku | Problem z zakończeniem (zaciskiem), niekoniecznie z samym korpusem szyny zbiorczej |
Wiele programów konserwacji klasyfikuje anomalie termiczne według różnicy temperatur, jednak dokładny próg działania powinien być zgodny ze standardem utrzymania obiektu, wytycznymi producenta sprzętu oraz stosowaną praktyką kontrolną. Nie należy traktować jednej ogólnej wartości temperatury jako uniwersalnej.
Testowanie mikroomowe: dlaczego wartość bazowa ma znaczenie
Termowizja wskazuje, gdzie występuje ciepło. Testowanie niskiej rezystancji pomaga określić, czy rezystancja połączenia uległa zmianie.
W przypadku połączeń szyn zbiorczych, najbardziej użytecznym odczytem mikroomowym często nie jest wartość bezwzględna, lecz porównanie z pomiarem bazowym wykonanym po instalacji lub uruchomieniu.
| Metoda pomiaru | Wartość praktyczna |
|---|---|
| Początkowa wartość bazowa po instalacji | Ustanawia warunki odniesienia |
| Ten sam punkt mierzony podczas corocznego przestoju | Ukazuje dryft rezystancji |
| Porównanie faz tego samego zespołu | Identyfikuje nieprawidłowe zachowanie połączeń |
| Porównanie podobnych połączeń przy podobnej geometrii | Pomaga oddzielić temperaturę projektową od temperatury wynikającej z wady |
Ponieważ pomiary mikroomowe są wrażliwe na umiejscowienie sondy, stan powierzchni, temperaturę i metodę testową, niewielkie różnice mogą być szumem pomiarowym. Wyraźny trend wzrostowy jest bardziej znaczący niż pojedynczy, odizolowany odczyt.
Dlaczego niektóre połączenia szynoprzewodów ulegają szybszej degradacji
Trzy warunki zwiększają prawdopodobieństwo przegrzewania się połączeń szynoprzewodów.
1. Wysoka gęstość prądu
Wyższa gęstość prądu powoduje wzrost temperatury bazowej. Gdy połączenie pracuje w wyższej temperaturze, zjawiska pełzania, utleniania i cykli termicznych stają się bardziej dotkliwe.
Ilość wydzielanego ciepła jest proporcjonalna do kwadratu natężenia prądu:
P = I²R
Niewielki wzrost natężenia prądu może spowodować znaczny wzrost temperatury, jeśli rezystancja styku jest już wysoka.
2. Niska jakość początkowego styku
Połączenie, które od początku charakteryzuje się słabym dociskiem, nierównymi powierzchniami, zanieczyszczeniami, niewłaściwym momentem dokręcenia lub uszkodzoną powłoką galwaniczną, ma wyższą rezystancję początkową. Z biegiem czasu proces jego degradacji rozpoczyna się od gorszego punktu wyjściowego.
Jakość instalacji ma znaczenie:
- prawidłowy moment dokręcania
- czysta powierzchnia styku
- prawidłowa powierzchnia zakładki
- płaskie powierzchnie stykowe
- odpowiednie podkładki i elementy złączne
- prawidłowa kompatybilność powłok galwanicznych
- stabilne wsparcie mechaniczne
W kwestii doboru materiału szyn zbiorczych oraz powłok galwanicznych, patrz VIOX przewodnik doboru szynoprzewodów.
Słabe odprowadzanie ciepła
Ta sama rezystancja złącza może powodować różne temperatury w zależności od środowiska.
Środowiska o wyższym ryzyku obejmują:
- szczelne obudowy IP54 lub IP65
- zespoły szyn zbiorczych montowane warstwowo
- zapylone szafy sterownicze
- solarne skrzynki przyłączeniowe wystawione na bezpośrednie działanie słońca
- pomieszczenia wysokogórskie lub słabo wentylowane
- przedziały kablowe o ograniczonym przepływie powietrza
- gęste układy zacisków i szyn zbiorczych
W urządzeniach fotowoltaicznych DC dławnice kablowe, zaciski, podstawy bezpiecznikowe i połączenia szyn zbiorczych często współpracują jako system termiczny. W kwestii powiązanych problemów z przegrzewaniem obudów PV, zobacz przyczyny przegrzewania się skrzynki przyłączeniowej PV.
Lista kontrolna inspekcji i konserwacji
| Krok konserwacji | Dlaczego to Ma Znaczenie |
|---|---|
| Zarejestruj obraz termowizyjny z uruchomienia | Tworzy punkt odniesienia |
| Rejestruj prąd obciążenia podczas każdej inspekcji | Umożliwia porównywanie obrazów termowizyjnych |
| Porównuj temperaturę między fazami | Wykrywa nieprawidłowe zachowanie połączeń |
| Sprawdzaj trend roczny, a nie tylko pojedynczy próg | Wykrywa przyspieszoną degradację |
| Mierz rezystancję połączeń podczas przestoju | Potwierdza dryft rezystancji styków |
| Sprawdza moment dokręcenia śrub zgodnie z procedurą | Wykrywa utratę siły docisku |
| Sprawdza utlenienie lub odbarwienie powierzchni | Identyfikuje uszkodzenia styków |
| Sprawdza wentylację obudowy i zapylenie | Potwierdza warunki chłodzenia |
| Weryfikuje zmiany obciążenia | Rozróżnia przeciążenie od degradacji połączenia |
W przypadku dużych połączeń szyn zbiorczych pierwsza kontrola konserwacyjna po uruchomieniu jest szczególnie przydatna. Niektóre systemy zaciskowe osiadają po pierwszych cyklach termicznych. Prawidłowa praktyka dokręcania zależy od systemu mocowania, instrukcji producenta oraz procedur konserwacji obiektu.
Częste błędy w diagnozowaniu przegrzewania połączeń szyn zbiorczych
Błąd 1: Traktowanie każdego gorącego połączenia jako problemu z obciążeniem
Jeśli natężenie prądu jest stabilne, a gorące jest tylko jedno połączenie, problemem jest zazwyczaj rezystancja styku, a nie prąd obciążenia.
Błąd 2: Analizowanie tylko jednego obrazu termowizyjnego
Połączenie, które jest o 20°C cieplejsze od podobnego połączenia, wymaga uwagi. Jednak połączenie, w którym różnica temperatur wzrosła z 8°C do 16°C w ciągu roku, może być ważniejsze niż połączenie, które od lat utrzymuje stabilną, umiarkowaną różnicę temperatur.
Błąd 3: Ignorowanie pierwszej linii odniesienia (baseline)
Bez danych dotyczących temperatury rozruchowej oraz bazowej rezystancji mikroomowej, zespoły serwisowe nie są w stanie łatwo odróżnić temperatury projektowej od degradacji.
Błąd 4: Dokręcanie bez sprawdzenia powierzchni styku
Jeśli powierzchnia styku jest utleniona, wżerowata, zanieczyszczona lub ma uszkodzoną powłokę, samo dokręcenie może nie przywrócić niezawodnego połączenia.
Błąd 5: Zapominanie o obudowie
Połączenie szynowe jest częścią systemu termicznego. Temperatura obudowy, wentylacja, prowadzenie kabli, kurz oraz pobliskie źródła ciepła mogą wpłynąć na wynik.
Związek z przegrzewaniem się złączek szynowych i szyn zbiorczych MCB
Ta sama logika fizyczna występuje w mniejszych połączeniach elektrycznych.
Złączki szynowe mogą się przegrzewać, gdy spada nacisk styku, przygotowanie przewodu jest niewłaściwe lub przekroczono prąd znamionowy. W tym temacie zobacz przegrzewania się złączek szynowych w szafach sterowniczych.
Szyny grzebieniowe MCB mogą ulec przegrzaniu z powodu nieprawidłowego montażu, słabego dokręcenia zacisków, zbyt małego przekroju szyny, poluzowanych śrub lub niekompatybilnych urządzeń. W przypadku bardziej szczegółowych zastosowań, patrz Przyczyny i sposoby naprawy przegrzewania się szyn MCB.
Połączenia dużych szyn miedzianych różnią się skalą, ale podstawowa zasada pozostaje taka sama: nacisk stykowy i rezystancja przejścia decydują o tym, czy połączenie pozostanie chłodne pod obciążeniem.
Wnioski
Przegrzewanie się połączeń szyn miedzianych to nie tylko problem prądowy. To problem rezystancji przejścia, temperatury materiału oraz trendów konserwacyjnych.
Współczynnik temperaturowy miedzi oznacza, że gorętsza ścieżka miedziana ma wyższą rezystancję, a zatem generuje więcej ciepła I²R przy tym samym natężeniu prądu. Jednak długotrwała awaria zazwyczaj zaczyna się na styku połączenia: poluzowanie śrub, pełzanie materiału, cykle termiczne, utlenianie, korozja, zużycie powłoki lub nieprawidłowy montaż początkowy.
Dla inżynierów utrzymania ruchu najlepszym pytaniem nie jest tylko “Jak gorące jest to dzisiaj?”, ale także “Jak szybko to samo połączenie staje się coraz gorętsze w czasie?”.”
Monitoruj obrazy termowizyjne, prąd obciążenia oraz pomiary mikroomowe jako trend. W ten sposób połączenie szyny miedzianej przestaje być ukrytym problemem konserwacyjnym, a staje się przewidywalną i możliwą do uniknięcia awarią.
