
Bevezetés
![]()
Az MCB gyártás minőségbiztosítása egyre kritikusabbá válik, ahogy az elektromos biztonsági szabványok szigorodnak és a megbízható áramkörvédelem iránti piaci igények növekednek. A gyártás minőségbiztosítása olyan szisztematikus folyamat, amely biztosítja, hogy a termékek megfeleljenek a meghatározott szabványoknak és a vevői elvárásoknak, és ez az elv különösen fontos a kismegszakítók esetében, tekintettel az elektromos rendszerekben betöltött biztonságkritikus szerepükre.
A modern elektromos berendezések túlterhelés- és rövidzárlat-védelmet egyaránt biztosítanak az MCB-k segítségével. Az MCB-ket úgy tervezték, hogy túlterhelés vagy rövidzárlat esetén kioldjanak, hogy megvédjenek az elektromos hibák és a berendezések meghibásodása ellen, és automatikusan működtetett elektromos kapcsolóként szolgáljanak. Ha ezek az eszközök meghibásodnak, a következmények a berendezések károsodásától a tűzveszélyig és a személyi sérülésekig terjedhetnek.
Ez az átfogó útmutató az MCB-gyártás alapvető minőségbiztosítási gyakorlatát vizsgálja, segítve a villamos szakembereket, a beszerzési vezetőket és a minőségellenőrzési szakembereket abban, hogy mire figyeljenek a miniatűr megszakítók minőségi és gyártási szabványainak értékelésénél.
Az MCB gyártási minőségi szabványok megértése
Nemzetközi szabványok keretrendszere
Az IEC 60898 és az IEC 60947-2 képezi az MCB minőségi szabványok gerincét világszerte. Az IEC 60898-1 a lakossági alkalmazásokra vonatkozik, a nem műszaki felhasználókra szabott követelményekkel, míg az IEC 60947-2 az ipari alkalmazásokban használt megszakítókra vonatkozik. Ezeknek a szabványoknak a megértése elengedhetetlen a hatékony minőségbiztosításhoz.
Főbb szabványkövetelmények:
- IEC 60898-1: Lakossági és kereskedelmi alkalmazásokhoz tervezték 125A-ig
- IEC 60947-2: Szélesebb körű és beállítható jellemzőkkel rendelkező ipari alkalmazásokra vonatkozik.
- Szennyezés Fokozati besorolások: Különböző környezeti tűrési követelmények
- Kapacitási normák áttörése: Speciális hibaáram-megszakítási képességek
Regionális megfelelési követelmények
A termékeknek a célpiacoktól függően meg kell felelniük a világméretű termékszabványoknak, beleértve az IEC, UL és CSA szabványokat. Ez a több szabványnak való megfelelés bonyolultabbá teszi a terméket, de szélesebb körű piaci elfogadottságot biztosít.
A regionális szabványok közé tartoznak:
- Észak-Amerika: CSA C22.2 No. 5.
- Európa: EN 60898-1, EN 60947-2
- Ázsia és a csendes-óceáni térség: IEC-szabványok különböző nemzeti átvételei
- Feltörekvő piacok: Gyakran követik az IEC-t helyi módosításokkal
Kritikus összetevők és minőségellenőrzési pontok
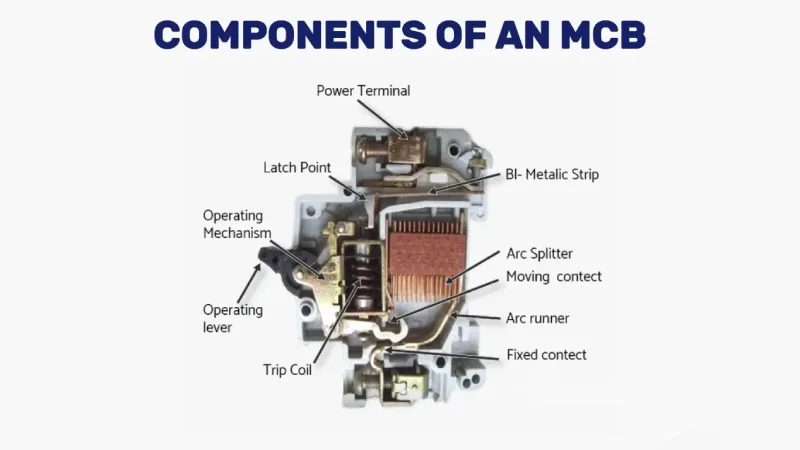
Hővédelmi rendszer
A hővédelmi rendszer a túlterhelés érzékeléséhez bimetálcsíkot használ. Túlterhelés esetén a megnövekedett áramáram felmelegíti a bimetálszalagot, ami meghajlik és kioldja a megszakítót, a kioldási idő pedig az áram nagyságával fordítottan változik.
Minőségi ellenőrzési pontok:
- Bimetál összetétel: Ellenőrizze a megfelelő ötvözet kiválasztását és hőkezelését
- Kalibrációs pontosság: Biztosítani kell, hogy a kioldási görbék megfeleljenek az IEC előírásoknak
- Hőmérsékleti stabilitás: Tesztelési teljesítmény az üzemi hőmérséklet-tartományban
- Öregedési jellemzők: A termikus válasz hosszú távú stabilitásának validálása
Mágneses védelmi rendszer
A mágneses kioldóegység rövidzárlatok ellen véd, a nagy áram mágneses mezőt hoz létre, amely vonzza a mozgatható armatúrát, és 0,5 milliszekundum alatt nyitja az érintkezőket.
Kritikus minőségi tényezők:
- Tekercs kialakítása: Megfelelő huzalvastagság és fordulatszám a mágneses mező erősségének megfelelően
- Armatúra pontosság: Pontos hézagtávolság a következetes kioldási jellemzők érdekében
- Válaszidő: A millimásodperc alatti hibaáramokra való reagálás igazolása
- Kalibrációs tűrés: mágneses kioldási pont pontossága ±10%-en belül
Ívoltó rendszer
A kisfeszültségű MCB-k ívcsatornákat használnak - egymással párhuzamosan szigetelt, párhuzamos fémlemezek halmazát, amelyek megosztják és hűtik az ívet, a lemezek száma pedig a rövidzárlati névleges feszültségtől és a névleges feszültségtől függ.
Minőségértékelési pontok:
- Ívcsatorna kialakítása: Megfelelő tányértávolság és szigetelőanyagok
- Érintkezési anyagok: Rézből vagy rézötvözetekből, ezüstötvözetekből és más jól vezető anyagokból készült érintkezők.
- Arc Runner konfiguráció: Hatékony ívvezetés az oltókamrába
- Szigetelés integritása: Az ívkamra anyagainak dielektromos szilárdságának vizsgálata
Mechanikus működési mechanizmus
A mechanikus rendszernek minden körülmények között megbízhatóan kell működnie, miközben pontos érintkezési nyomást és igazítást kell fenntartania.
Ellenőrzési kritériumok:
- Kapcsolati nyomás: Megfelelő erő az alacsony ellenállású csatlakozáshoz
- Működő erő: Kézi működtetés a megadott határokon belül
- Állóképességi tesztelés: A be- és kikapcsolás közötti 5 ciklikus műveletnek rugalmasnak és megbízhatónak kell lennie, elakadás és csúszás nélkül.
- Anyagminőség: Tavaszi acél tulajdonságok és a műanyag alkatrészek tartóssága
Alapvető vizsgálati követelmények

Termikus vizsgálati protokollok
A tesztelés magában foglalja az 1,13In, 1,45In és 2,55In áramerősségű késleltetési teszteket, ellenőrizve, hogy a megszakító az IEC 60898 szabványoknak megfelelően meghatározott időablakon belül kiold-e.
Szabványos vizsgálati sorrend:
- 1.13 Tesztben: Ellenőrizze, hogy 1 órán belül nem történik kioldás
- 1.45 A tesztben: Megerősíti az idő-áram görbe határértékein belüli kioldást.
- 2.55 A tesztben: Nagyobb túlterhelésnél gyorsabb reakció érvényesítése
- Hőmérséklet-emelkedési teszt: Az alkatrészek hőmérsékletének ellenőrzése terhelés alatt
Mágneses vizsgálati követelmények
A tesztelés során a hagyományos, nem kioldó áramot (Int) 5 másodpercen belül hagyományos kioldó áram (It) követi.
Vizsgálati paraméterek:
- Azonnali utazás: Ellenőrizze, hogy a mágneses védelem a specifikáción belül működik-e
- Rövidzárlatos teljesítmény: Vizsgálati megszakító képesség maximális hiba esetén
- Szelektivitásvizsgálat: Megfelelő koordináció biztosítása az upstream eszközökkel
- Arc megszakítás: Teljes ívkikapcsolás érvényesítése a megadott időn belül.
Elektromos teljesítményvizsgálat
Teljesítmény-frekvencia ellenállási feszültség teszt: A teljesítményvizsgálat többek között magában foglalja a teljesítményfrekvenciás ellenállási feszültségvizsgálatot, minden vizsgálat a GB10963 és az IEC60898 szabványra vonatkozik.
Átfogó tesztcsomag:
- Szigetelési ellenállás: a pólusok között és a föld felé: Minimum 5MΩ
- Dielektromos szilárdság: Ellenáll a meghatározott vizsgálati feszültségeknek meghibásodás nélkül
- Érintkezési ellenállás: Alacsony és stabil ellenállás az érintkezési felületen
- Hőmérséklet-emelkedés: Az alkatrészek terhelés alatt a hőmérsékleti határértékeken belül maradnak.
Minőségellenőrzési ellenőrző lista
Szemrevételezés és méretellenőrzés
A külső megjelenés vizsgálata a minőségértékelés első vonalát képezi. Az ellenőrzés magában foglalja a megjelenés vizsgálatát, a külső és belső fő anyagvizsgálatot, a mechanikai működést és a teljesítményvizsgálatot.
Vizuális ellenőrzési pontok:
- Lakhatási integritás: Nincs repedés, deformáció vagy anyaghiba.
- Jelölés olvashatósága: Világos minősítési és tanúsítási jelölések
- Végső állapot: Megfelelő csavarmenet és érintkezőfelületek
- Belső összeszerelés: Az alkatrészek helyes elhelyezése és rögzítése
Anyagminőség-értékelés
A belső főanyag-ellenőrzés biztosítja, hogy az alkatrészek minősége megfeleljen az előírásoknak.
Anyagellenőrzés:
- Érintkezési anyagok: Ellenőrizze az ezüstöt tartalmazó ötvözet összetételét és vastagságát
- Ívcsatorna Anyagok: Megerősíteni a megfelelő szigetelőanyag tulajdonságait
- Ház anyagai: Lángálló és mechanikai tulajdonságok validálása
- Belső fémek: Ellenőrizze a réztartalmat és az ötvözetre vonatkozó előírásokat
Funkcionális tesztelés ellenőrzőlista
Teljesítménytesztelési mátrix:
| Teszt típusa | Paraméter | Standard | Átmenési kritériumok |
|---|---|---|---|
| Termikus utazás | 1.13 In | IEC 60898 | Nincs utazás 1 órán belül |
| Termikus utazás | 1.45 In | IEC 60898 | Utazás a görbén belül |
| Termikus utazás | 2.55 In | IEC 60898 | Utazás a görbén belül |
| Mágneses utazás | Pillanatnyi | IEC 60898 | Utazás < 0,1 másodperc |
| Ellenáll a feszültségnek | 2.5kV | IEC 60898 | Nincs bontás |
| Mechanikus működés | 10,000 ciklus | IEC 60898 | Megbízható működés |
Környezeti tesztelés
Üzemállapot-érvényesítés:
- Hőmérséklet-tartomány: -25°C és +55°C közötti működés
- Páratartalom ellenállás: 95% RH nem kondenzáló
- Rezgéstűrés: Szállítási és szerelési igénybevételek
- Szennyezettségi fok: A telepítési környezetnek megfelelő
Gyakori gyártási hibák
Kritikus hibák (biztonsági hatás)
Ívcsatorna hibák: A szegecsek anyagának és a burkolatnak ellen kell állnia az áram megszakítása során keletkező ív energiának, hogy megelőzze a veszélyeket vagy az MCB károsodását.
Kritikus kérdések:
- Nem megfelelő ívmegszakítás: Elégtelen ívcsatorna-kialakítás
- Kapcsolat hegesztés: A rossz érintkező anyagok a nyitás meghiúsulásához vezetnek
- Szigetelés lebontása: Kompromittált dielektromos szilárdság
- Mechanikus kötés: Működési mechanizmus meghibásodása terhelés alatt
Jelentős hibák (teljesítményre gyakorolt hatás)
Kalibrációs kérdések: A jó minőségű MCB-kben kiváló minőségű bimetállemezt használnak, és a jó minőségű MCB túlterhelés esetén azonnal kiold.
Főbb minőségi aggályok:
- Utazási görbe eltérés: Elfogadható tűréshatáron kívül
- Érintkezési ellenállás: A specifikációs határértékeknél magasabb
- Működő erő: Túl nagy kézi működtetési erő szükséges
- Hőmérsékleti instabilitás: A jellemzők sodródása a hőmérséklet függvényében
Kisebb hibák (kozmetikai/dokumentációs)
Megjelenési és jelölési kérdések:
- Felületkezelés: Karcolások vagy elszíneződések (nem funkcionális)
- Minőségi jelölés: Fakó vagy rosszul elhelyezett minősítési címkék
- Csomagolás: Csekély csomagolási sérülés, amely nem befolyásolja a terméket
- Dokumentáció: Hiányzó vagy helytelen műszaki adatlapok
Beszállítói értékelési keretrendszer
Gyártási képesség értékelése
Minőségirányítási rendszer: Az ISO 9001 szabványhoz hasonló, jól strukturált minőségirányítási rendszer bevezetése keretet biztosít a minőség fenntartásához és javításához, meghatározva a folyamatokat, felelősségeket és ellenőrzéseket.
Értékelési kritériumok:
- ISO 9001 tanúsítás: Jelenlegi és a hatókörnek megfelelő tanúsítás
- IEC 17025 vizsgálat: Akkreditált házon belüli tesztelési lehetőségek
- Gyártásellenőrzés: Statisztikai folyamatirányítás végrehajtása
- Nyomonkövethetőségi rendszerek: Alkatrész- és folyamatkövető képességek
Műszaki kompetencia ellenőrzése
Tervezési és fejlesztési képesség:
- Mérnöki erőforrások: Képzett villamosmérnökök a személyzetben
- Vizsgálóberendezés: Az MCB termikus és mágneses válaszának rutin- és minőségellenőrzési vizsgálatára szolgáló, a nemzetközi szabványoknak megfelelő vizsgálati rendszerek.
- Megfelelőségi ismeretek: Az alkalmazandó szabványok megértése
- Folyamatos fejlesztés: A folyamatos minőségjavítás bizonyítéka
Ellátási lánc menedzsment
Alkatrész minőségellenőrzés:
- Beszállítói minősítés: jóváhagyott beszállítók listája és auditálás
- Bejövő ellenőrzés: Nyersanyagok és alkatrészek ellenőrzése
- Anyagtanúsítványok: Az anyagtulajdonságok megfelelő dokumentálása
- Változásellenőrzés: Hivatalos folyamatok a tervezési vagy beszállítói változtatásokra
Legjobb végrehajtási gyakorlatok
Bejövő Minőség-Ellenőrzés
Mintavételi stratégia: Az iparági szabványos AQL mintavételezés magában foglalja a minta méretének statisztikai irányelvek alapján történő kiválasztását, a megengedett hibák meghatározott számának ellenőrzését három kategóriában: kisebb, nagyobb és kritikus hibák.
A legjobb gyakorlatok végrehajtása:
- AQL mintavételi tervek: Megfelelő mintavételezés a tételméretekhez
- Első cikk ellenőrzése: A kezdeti gyártás alapos értékelése
- Tételes tesztelés: Reprezentatív mintavétel minden egyes gyártási sorozatból
- Beszállítói értékelőlapok: Folyamatos teljesítménykövetés
Folyamatminőség-ellenőrzés
Folyamatközi ellenőrzések:
- Statisztikai folyamatszabályozás: A kulcsfontosságú paraméterek valós idejű nyomon követése
- First-Pass Yield: A termelési hatékonyság mérőszámainak nyomon követése
- Hibaarány-elemzés: A visszatérő problémák azonosítása
- Javítóintézkedési rendszerek: Rendszeres problémamegoldás
Dokumentáció és nyomon követhetőség
Minőségi nyilvántartások kezelése:
- Vizsgálati tanúsítványok: Az összes vizsgálat teljes dokumentációja
- Kalibrációs feljegyzések: Berendezések kalibrálásának állapota és története
- Nem megfelelőségi jelentések: A minőségi problémák szisztematikus kezelése
- Vevői visszajelzések: A helyszíni teljesítményadatok integrálása
Folyamatos fejlesztés
Minőségfejlesztési program:
- Hibaelemzés: A helyszíni meghibásodások gyökeres okainak kivizsgálása
- Tervezési vélemények: A termék teljesítményének rendszeres értékelése
- Technológiai frissítések: Javított anyagok és eljárások integrálása
- Képzési programok: Folyamatos képzés a minőségi személyzet számára
Következtetés
Az MCB-gyártás minőségbiztosítása átfogó megközelítést igényel, amely magában foglalja a szabványoknak való megfelelést, az alkatrészek minőségét, a szigorú tesztelést és a szisztematikus ellenőrzési folyamatokat. A kismegszakítók biztonságkritikus jellege megköveteli, hogy a gyártók és a vásárlók egyaránt a legmagasabb minőségi szabványokat tartsák be.
A legfontosabb tudnivalók:
Gyártók számára:
- Az ISO 9001 és IEC szabványokhoz igazodó, megbízható QMS bevezetése
- Fektessen be megfelelő tesztberendezésekbe és kalibrációs programokba
- Átfogó beszállítói minősítés és nyomon követés kialakítása
- Részletes dokumentációs és nyomonkövethetőségi rendszerek fenntartása
Vevőknek:
- Részletes minőségi előírások kidolgozása az IEC szabványok alapján
- Megfelelő AQL mintavételi és ellenőrzési protokollok végrehajtása
- A beszállító gyártási képességeinek és tanúsítványainak értékelése
- Folyamatos minőségellenőrzési és visszajelző rendszerek létrehozása
Minőségügyi szakemberek számára:
- A fejlődő IEC-szabványok és regionális követelmények naprakész ismerete
- A kritikus biztonsági szempontokra való összpontosítás a minőséggel kapcsolatos összköltségek kezelése mellett
- adatvezérelt megközelítések alkalmazása a minőségellenőrzés és -javítás terén
- Erős beszállítói partnerségek kiépítése a kölcsönös minőségi elkötelezettség alapján
Az átfogó MCB gyártás minőségbiztosításába történő befektetés megtérül a helyszíni meghibásodások csökkenése, a fokozott biztonsági teljesítmény és az ügyfelek bizalmának erősödése révén. Ahogy az elektromos rendszerek egyre összetettebbé válnak, és a biztonsági követelmények egyre szigorúbbá válnak, a szigorú minőségbiztosítás fontossága az MCB gyártásban csak tovább fog nőni.
Kapcsolódó
A globális piacot 2025-ben uraló Top 10 MCB-gyártó
Hogyan válasszuk ki a megfelelő gyűjtősínt az MCB számára?
RCD vs. MCB: az elektromos védelmi eszközök legfontosabb különbségeinek megértése
Top 5 hiba, amit el kell kerülni az MCB gyűjtősínek telepítésekor
