
直接回答
圧着は、高振動、熱サイクル、および過酷な環境のアプリケーションにおいて、はんだ付けよりも優れた信頼性を提供します。. はんだ付けが熱溶融によって冶金学的結合を生成するのに対し、圧着は機械的圧縮によって気密性の高い冷間溶接を確立します。これにより、熱影響部が排除され、はんだの脆化が防止され、応力点でのワイヤの柔軟性が維持されます。SAE/USCAR-21、IEC 60352-2、IPC/WHMA-A-620などの業界標準では、極端な条件下で15年の耐用年数が必須である自動車および航空宇宙アプリケーション向けに圧着接続が義務付けられています。.
要点
圧着とはんだ付けの根本的な違いを理解することは、電気システムの信頼性にとって重要です。圧着接続は、制御された塑性変形によって機械的強度を提供し、湿気の侵入や酸化に抵抗する気密シールを作成します。熱がないため、ワイヤ絶縁への熱応力がなくなり、脆い金属間化合物の形成が防止されます。対照的に、はんだ付けされた接合部は、柔軟なワイヤが固化したはんだと接する剛性遷移ゾーンを導入します。これは、振動下での悪名高い故障点です。最新の自動車および産業規格では、製造ハーネスでの圧着を支持して、はんだ付けをほぼ放棄しています。これは、適切な圧着端子が、引張力テスト、耐熱衝撃性、および長期耐久性において、はんだ接合部よりも一貫して優れていることを認識しているためです。.
接続方法が重要な理由:故障の隠れたコスト
接続の信頼性は、電気アセンブリのシステムレベルのパフォーマンスを直接決定します。ワイヤハーネスがエネルギーおよび信号伝送経路として機能する場合、接続の弱点は壊滅的なシステム障害に伝播します。圧着とはんだ付けの選択は、単なる製造上の好みではなく、製品の寿命、保証コスト、および安全コンプライアンスに測定可能な影響を与えるエンジニアリング上の決定です。.
はんだ付けは、特にコンポーネントが静止している回路基板アプリケーションにおいて、数十年にわたってエレクトロニクスアセンブリを支配してきました。ただし、PCBトレースでうまく機能する同じ熱接合プロセスは、機械的応力を受けるワイヤと端子の接続では負債になります。根本的な問題は材料科学にあります。はんだは、剛性端子と柔軟な導体間の差動運動に対応できない脆い金属間ゾーンを作成します。.
最新の電気システムでは、100,000回以上の熱サイクルに耐え、2000 Hzを超える振動周波数に耐え、耐用年数全体で1ミリオーム未満の接触抵抗を維持できる接続が必要です。これらの要件により、自動車OEM、航空宇宙メーカー、および産業機器メーカーは、主要な終端方法として圧着に向かっています。圧着がはんだ付けよりも優れている理由を理解するには、各接続タイプの物理学と、実際のストレス条件下での動作を調べる必要があります。.

圧着 vs. はんだ付け:技術比較
圧着接続とはんだ付け接続の機械的および電気的特性は、業界標準が要求の厳しいアプリケーションで圧着を支持する理由を明らかにしています。次の比較では、接続の信頼性と耐用年数に直接影響を与える重要なパフォーマンスパラメータを調べます。.
| 性能要因 | 圧着(無はんだ) | はんだ付け |
|---|---|---|
| 接続メカニズム | 気密性の高い冷間溶接を作成する機械的圧縮 | 熱溶融による冶金学的結合 |
| プロセス温度 | 周囲温度(熱を加えない) | はんだ合金に応じて183〜450°C |
| 熱影響部 | なし—絶縁はそのまま | ワイヤ絶縁および隣接するコンポーネントへの熱損傷のリスク |
| 耐振動性 | 優れている—応力点で柔軟性を維持 | 悪い—剛性のはんだは応力集中と疲労亀裂を作成します |
| 熱サイクル性能 | 優れている—差動膨張に対応 | 低下—はんだの再結晶化と金属間成長 |
| 接触抵抗 | 0.5〜1.0ミリオーム(時間とともに安定) | 最初は低いが、酸化と熱老化とともに増加 |
| 引張力保持 | ワイヤ引張強度の90%+を維持 | はんだクリープと加工硬化により、時間とともに弱まる |
| 耐湿性 | 気密シールにより酸化を防止 | フラックス残渣は湿気を引き付ける。ストランド間の毛細管現象 |
| プロセスの再現性 | 適切なツーリングと品質管理により、非常に一貫性がある | 可変—オペレータースキル、温度制御、滞留時間によって異なる |
| 検査方法 | 目視検査および寸法測定(圧着高さ/幅) | 目視のみ—内部ボイドとコールドジョイントは見えない |
| リワーク機能 | 端子交換が必要 | 再はんだ付け可能(劣化のリスクあり) |
| 自動車/航空宇宙の承認 | SAE/USCAR-21、AS7928、IEC 60947-4-1で必須 | IPC/WHMA-A-620による製造ハーネスでは禁止 |
| 設備投資 | 中程度—校正済みの圧着工具とダイが必要 | 低い—小規模作業には基本的なはんだごてで十分 |
| サイクルタイム(接続ごと) | 2〜5秒(手動); <1 second (automated) | 加熱、冷却、検査を含む10〜30秒 |
| 環境への影響 | 煙、フラックス、または鉛への暴露なし | 排煙が必要。鉛フリーはんだの代替品はより困難 |
圧着接続の物理学:コールドウェルディングが機能する理由
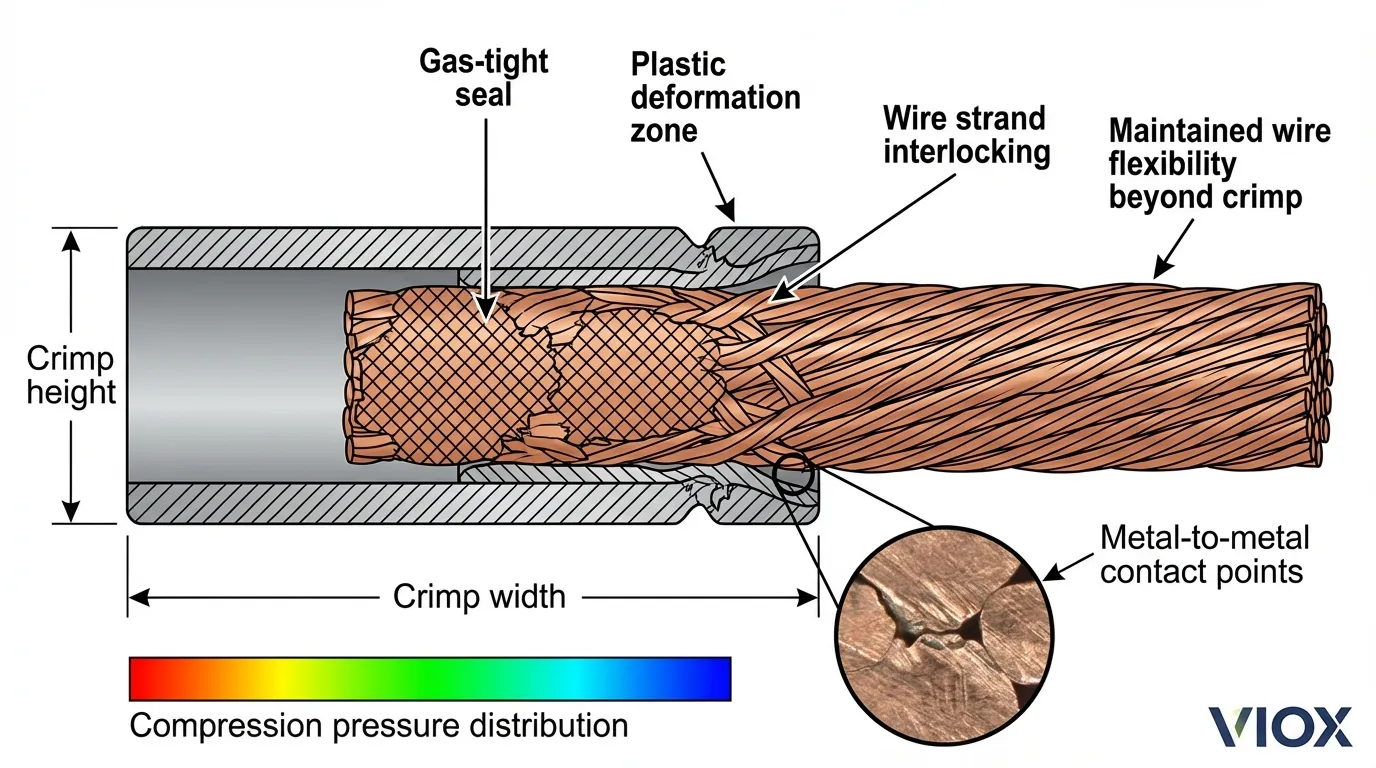
圧着は、熱接合ではなく、制御された塑性変形によって電気的連続性を実現します。圧着ダイがワイヤ導体の周りの端子バレルを圧縮すると、3つの異なる物理プロセスが同時に発生します。端子キャビティ内のワイヤストランドの機械的インターロック、端子材料と銅導体の両方の弾性変形によるスプリングバック力の生成、および圧縮圧力下で酸化物層が破壊される金属間接触点の形成です。.
結果として得られる接続は、コールドウェルディングの特性を示します。これは、十分な圧力が清潔な金属表面間の原子レベルの接着を引き起こす固体接合プロセスです。融着溶接またははんだ付けとは異なり、コールドウェルディングは熱入力を必要とせず、金属間化合物または熱影響部を生成しません。端子バレルのコンプライアンスにより、接続はワイヤと端子間の熱膨張差に対応しながら、一定の接触圧力を維持できます。.
圧着の成功に不可欠なのは、正しい圧縮比を達成することです。これは、端子バレルの最終的な圧縮高さとワイヤ導体の断面積の関係です。業界標準では、自動車アプリケーションの場合、15〜20%の圧縮比が指定されており、航空宇宙および軍事仕様では、より厳しい公差が必要です。圧着不足は、不十分な接触圧力と高い抵抗をもたらします。過圧着は、ワイヤストランドの破損と引張強度の低下を引き起こします。最新の圧着工具には、すべての接続が仕様を満たしていることを確認するために、力監視と圧着高さ検証が組み込まれています。.
はんだ付けされた接続がストレス下で失敗する理由
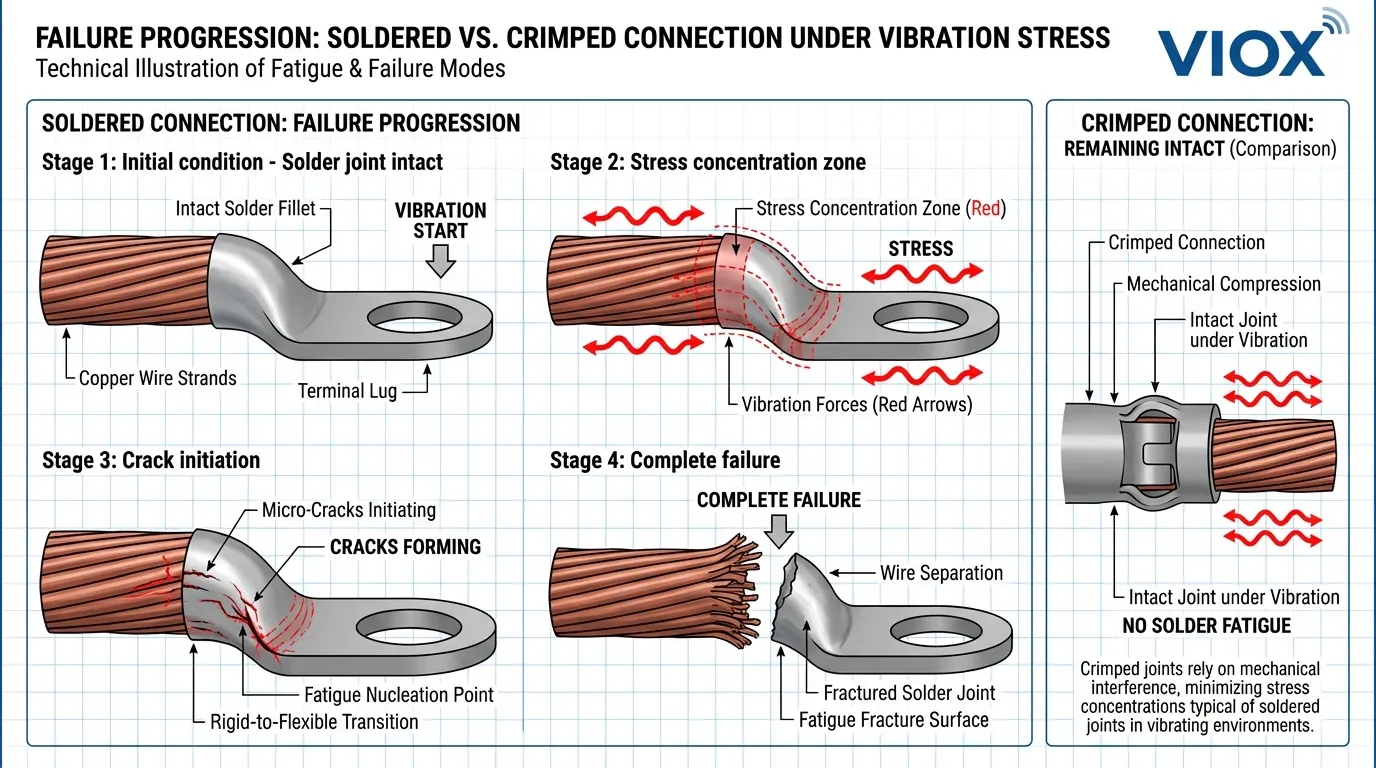
はんだ付けされたワイヤ接続の根本的な弱点は、柔軟な銅導体と剛性のはんだ合金間の材料特性の不一致に起因します。はんだ—従来のスズ-鉛(Sn60/Pb40)であろうと、最新の鉛フリー組成(SAC305、Sn96.5/Ag3.0/Cu0.5)であろうと—延性が限られた結晶構造に固まります。はんだ付けされたワイヤが振動または屈曲を経験すると、応力は、剛性金属が柔軟な撚り線と接するはんだ終端点で正確に集中します。.
この応力集中は、各振動サイクルで、はんだ接合部を介して伝播する疲労亀裂を開始します。故障したはんだ接合部の冶金学的分析では、一貫して、はんだ-ワイヤ界面での亀裂の開始が明らかになり、完全な分離が発生するまで、はんだマトリックスを介して進行します。故障モードは予測可能であり、自動車および航空宇宙の故障分析レポートに十分に文書化されています。.
熱サイクルは、複数のメカニズムを通じて、はんだ接合部の劣化を加速します。銅線(16.5 ppm/°C)、はんだ合金(22〜25 ppm/°C)、および端子材料間の差動熱膨張は、界面にせん断応力を生成します。繰り返しの加熱および冷却サイクルは、はんだの再結晶化を促進します。これは、粒界が再編成され、脆性が増加し、疲労抵抗が低下する冶金学的プロセスです。鉛フリーはんだは、従来の錫-鉛合金と比較して、特に熱サイクル性能が低く、一部のSAC合金は、加速試験下で疲労寿命が50%低下しています。.
追加の故障メカニズムには、はんだウィッキングが含まれます。これは、溶融はんだが毛細管現象によってワイヤストランド間を流れ、意図された接合部を超えて数ミリメートル伸びる剛性ゾーンを作成する場所です。このウィッキングされた領域は、ワイヤの柔軟性を排除し、拡張された応力集中ゾーンを作成します。フラックス残渣は、適切に洗浄されていない場合、湿気を引き付け、電気化学的腐食を促進します。-40°Cから+150°Cまでの温度変動が日常的な自動車のアンダーフード環境では、はんだ付けされた接続は、抵抗の増加または断続的な故障を示す前に、5〜7年を超えて生き残ることはめったにありません。.
業界標準:規制が圧着を義務付ける理由
自動車および航空宇宙産業は、生産用ワイヤーハーネスの終端処理において、はんだ付けを明示的に禁止する厳格な品質基準の下で運営されています。SAE/USCAR-21仕様は、フォード、GM、ステランティスなどの主要自動車メーカーと国際的なパートナーが共同で開発したもので、自動車用途における圧着電気端子の性能要件を定義しています。この規格では、圧着接続が-40°C〜+125°Cの温度サイクル、複数の周波数帯での振動試験、自動車用液体、塩水噴霧、湿度への暴露などの条件下で、15年間または15万マイルの耐用年数を維持することを義務付けています。.
ケーブルおよびワイヤーハーネスの組み立て要件を規定するIPC/WHMA-A-620規格は、9.3項で「圧着式端子のはんだ付けは、不適切な圧着を隠蔽し、熱応力を導入するため、許容されない」と明示的に述べています。この禁止事項は、はんだ付けされた圧着が、適切に実行された機械的圧着のみよりも性能が低いことを示す、数十年にわたる現場故障データに基づいています。この規格では、接続の完全性を検証するために、目視検査基準、圧着高さと幅の寸法検証、および引張力試験を義務付けています。.
航空宇宙用途では、航空機の電気システムにおけるワイヤーおよびケーブルの圧着を規定するAS7928(旧MIL-T-7928)の下で、さらに厳しい要件が適用されます。これらの仕様は、飛行に不可欠なシステムにおける接続の故障が壊滅的な結果をもたらす可能性があることを認識しており、信頼性を交渉の余地がないものとしています。航空宇宙用途で使用される圧着工具は毎年校正する必要があり、すべての圧着接続は、使用された特定の工具、オペレーター、および端子のバッチへのトレーサビリティを備えた文書化された検査を受けます。.
圧着品質管理:重要なパラメータ
信頼性の高い圧着接続を実現するには、圧着高さ、圧着幅、およびワイヤー圧縮率という3つの相互依存する変数を正確に制御する必要があります。圧着高さ(ワイヤー軸に垂直な端子バレルの圧縮寸法で測定)は、接触圧力と引張強度を直接決定します。仕様では通常、自動車用端子の圧着高さの公差を±0.05mm以内に定義しており、より小さなワイヤーゲージや重要な用途では、より厳しい公差が必要です。.
圧着幅の測定では、端子のウィングが過度の変形や亀裂なしにワイヤーの周りに適切に折り畳まれていることを検証します。幅の仕様は端子の設計によって異なりますが、一般に、圧着されたバレルがガス密閉を損なう可能性のある亀裂や破断なしに構造的完全性を維持することを要求します。倍率(10〜30倍)での目視検査により、不完全な圧縮、端子の亀裂、またはワイヤーストランドの突出などの表面欠陥が明らかになります。.
最も重要な品質指標は引張力試験です。これは、端子をワイヤーから分離するために必要な力を測定する破壊試験です。規格では、ワイヤーゲージに基づいて最小引張力を指定しており、値は24 AWGワイヤーの15ニュートンから10 AWG導体の400ニュートン以上までです。適切な圧着は通常、ワイヤーの定格引張強度の90〜95%を達成します。つまり、圧着が外れる前にワイヤー自体が破損します。一貫した結果を保証するために、引張試験は制御された速度(USCAR-21あたり50〜250 mm/分)で実行する必要があります。.
統計的プロセス制御(SPC)法は、生産実行全体での圧着品質の傾向を追跡し、工具の摩耗、ダイのずれ、またはオペレーターの技術のばらつきを、仕様外の接続を生成する前に特定します。最新の自動圧着システムには、実際の圧着力を測定し、許容可能なパラメータ外の接続にフラグを立てて即時手直しを行うインライン力監視が組み込まれています。.

アプリケーションガイド:各方法を使用するタイミング
生産ハーネスおよび高信頼性アプリケーションに対する圧着の利点にもかかわらず、はんだ付けは特定のユースケースに適しています。回路基板の組み立て、特にスルーホールコンポーネントおよび表面実装のリワークは、振動ストレスが最小限に抑えられた剛性基板上に恒久的な接続を作成するはんだ付けの能力から恩恵を受けます。プロトタイプの開発およびラボでのテストでは、多くの場合、変更の容易さと最小限のツーリング要件のために、はんだ付けされた接続が使用されます。.
圧着は、自動車用ワイヤーハーネス、航空宇宙電気システム、産業用制御盤、および接続が振動、温度サイクル、または過酷な環境暴露を受けるすべてのアプリケーションで必須になります。適切な圧着工具への投資(手動ラチェット圧着工具の場合は200ドルから、自動圧着機の場合は50,000ドル以上)は、保証請求の削減、システム信頼性の向上、および業界標準への準拠を通じて配当を生み出します。圧着接続に適した回路保護の選択に関する関連情報については、次のガイドを参照してください。 産業用パネルの回路ブレーカーの選択.
海洋および屋外用途は、特に圧着の耐湿性から恩恵を受けます。適切な圧縮によって作成されたガス密閉は、水の浸入と、湿ったまたは塩水噴霧環境で、はんだ付けされた接続を急速に劣化させる結果として生じる電気化学的腐食を防ぎます。ヒートシュリンクチューブまたは環境シーリングブーツと組み合わせると、圧着端子は水中アプリケーションに適したIP67/IP68保護レベルを達成します。.
大電流アプリケーション(>10アンペア)では、優れた通電容量と低い接触抵抗のため、普遍的に圧着接続が必要です。圧縮されたワイヤーストランドによって作成された複数の接点は、はんだ接合よりも効果的に電流の流れを分散させ、局所的な加熱を減らし、長期的な安定性を向上させます。適切なワイヤーサイズと通電容量の計算に関するガイダンスについては、次のガイドを参照してください。 ケーブルサイズ選定ガイド.
VIOXの利点:精密圧着ソリューション
VIOX Electricは、要求の厳しい産業、自動車、および再生可能エネルギー用途向けに設計された、信頼性の高い電気部品の製造を専門としています。当社の製品ポートフォリオには、精密機械加工された銅端子、自動車グレードのワイヤーハーネス、およびUL、IEC、および自動車OEM仕様を含む国際品質基準を満たす、またはそれを超えるカスタム電気アセンブリが含まれています。.
当社のエンジニアリングチームは、端子選択、圧着工具の仕様、および品質管理プロトコルの開発を含む、接続設計の最適化のための包括的なサポートを提供します。当社は、引張力検証、温度サイクル、振動試験、および環境暴露シミュレーションのための社内試験機能を維持しており、すべての製品が実際の動作条件下で文書化された信頼性を提供することを保証します。.
カスタム端子設計、非標準ワイヤーゲージ、または特殊な環境シーリングを必要とするアプリケーションの場合、VIOXは迅速なプロトタイピングと小ロット生産機能を提供します。当社の品質管理システムは、原材料認証から最終検査までの完全なトレーサビリティを維持し、航空宇宙、医療、および安全が重要なアプリケーションに必要なドキュメントを提供します。当社の詳細については、 端子台ソリューション そして 産業用コネクタオプション.

よくある質問
Q:強度を高めるために、圧着後にワイヤーをはんだ付けできますか?
A:いいえ。この方法は、IPC/WHMA-A-620および自動車規格で明示的に禁止されています。圧着後のハンダ付けは、圧着がすでに最大の接触を確立しているため、強度の向上にはつながりません。追加されたはんだは、熱応力を導入し、検査中に不適切な圧着を隠蔽し、脆いゾーンを作成することにより、実際には性能を低下させます。圧着が適切に実行された場合、はんだは何も追加しません。圧着に欠陥がある場合、はんだは現場での故障が発生するまで問題を隠蔽します。.
Q:圧着工具が良好な接続を生成しているかどうかをどのように知ることができますか?
A:サンプル接続で定期的な引張力試験を実行し、マイクロメーターで圧着高さを測定します。結果を端子メーカーの仕様と比較します。目視検査では、完全なバレル閉鎖、ワイヤーストランドの突出がないこと、端子の亀裂がないこと、および適切な絶縁圧着エンゲージメントが明らかになるはずです。試験装置がない場合は、断面分析(圧着を切断し、倍率下で検査する)により、内部ワイヤー圧縮品質が明らかになります。詳細については、 電気試験手順, 、当社の試験ガイドを参照してください。.
Q:圧着できるワイヤーサイズと、はんだ付けできるワイヤーサイズは?
A:圧着は、適切な端子と工具を使用すると、30 AWG(0.05mm²)から4/0 AWG(107mm²)以上のワイヤーサイズに対応します。はんだ付けは、熱放散の課題と作成される大きな剛性ゾーンのため、12 AWGを超えるとますます困難になり、信頼性が低下します。大電流アプリケーションの場合、機械的ファスナー(ボルト締めラグ)を使用した圧着接続が標準的な方法です。.
Q:圧着接続は、自動車や航空宇宙などの高振動環境に適していますか?
A:はい。圧着接続は、高振動アプリケーション向けに特別に設計されており、振動ストレス下ではんだ付けされた接続よりも優れているため、自動車(USCAR-21)および航空宇宙(AS7928)規格で義務付けられています。圧着からワイヤーへの移行部で維持される柔軟性により、はんだ接合を悩ませる疲労破壊を防ぎます。関連情報については、 耐振動回路保護, 、当社のブレーカー選択ガイドを参照してください。.
Q:圧着接続は、はんだ付けされた接続と比較してどのくらい持続しますか?
A:自動車用途で適切に実行された圧着接続は、温度サイクル、振動、湿度、および化学物質への暴露を含む、15年以上の耐用年数(USCAR-21試験要件あたり)向けに設計されています。同様の環境ではんだ付けされた接続は、通常、5〜7年以内に劣化を示し始めます。穏やかな環境(温度管理され、振動がない)では、どちらの方法も数十年間持続できますが、圧着は依然として優れた長期的な接触抵抗の安定性を提供します。.
Q:絶縁圧着端子と非絶縁圧着端子の違いは何ですか?
A:絶縁端子には、一般的な配線アプリケーションに適した、ストレインリリーフと電気絶縁を提供するプラスチックスリーブが含まれています。非絶縁(ベア)端子は、より高い通電容量を提供し、高アンペア接続の場合、またはカスタムヒートシュリンクチューブが適用される場合に推奨されます。圧着品質の要件は同じです。選択は、アプリケーションの要件と、追加の環境シーリングが必要かどうかに依存します。端子選択のガイダンスについては、当社の 端子台比較ガイド.
結論:適切な接続設計による信頼性のエンジニアリング
圧着とはんだ付けの間の議論は、最終的にはアプリケーションの要件とパフォーマンスの優先順位に帰着します。生産用ワイヤーハーネス、自動車システム、航空宇宙アプリケーション、および振動、温度サイクル、または過酷な暴露を伴うすべての環境では、圧着は、数十年にわたる現場データに裏付けられ、国際規格に成文化された、明らかに優れた信頼性を提供します。適切な圧着工具とトレーニングへの初期投資は、故障率の低下、品質管理の簡素化、および業界要件への準拠を通じて、すぐに配当を生み出します。.
はんだ付けは、回路基板接続および機械的ストレスが最小限に抑えられているアプリケーション向けに、エレクトロニクスアセンブリでその位置を保持しています。ただし、はんだ付けされたワイヤーと端子の接続が優れた信頼性を提供するという概念は、実験室でのテストと現場での故障分析の両方によって完全に反証されています。最新の電気システム設計では、接続の完全性がシステム全体の信頼性を決定することを認識しており、終端処理方法の選択は、個人の好みや伝統の問題ではなく、重要なエンジニアリング上の決定となります。.
VIOX Electricは、精密に製造された端子、カスタム圧着ソリューション、および包括的なテストと品質保証に裏打ちされたエンジニアリングの専門知識により、お客様の接続設計要件をサポートする準備ができています。自動車用ハーネス、産業用制御システム、または再生可能エネルギー設備を設計している場合でも、適切な接続技術により、お客様の製品がお客様が要求する信頼性を提供することが保証されます。特定のアプリケーション要件について当社のエンジニアリングチームにご連絡いただき、VIOX圧着ソリューションが電気システムでの接続関連の故障をどのように排除できるかをご確認ください。.
電気システム設計およびコンポーネント選択に関する追加の技術リソースについては、当社の包括的なガイドをご覧ください。 回路保護, ワイヤーサイズ計算そして 産業用パネル設計.
