

¿Qué tipo de brida ofrece un mejor rendimiento para aplicaciones industriales?
Las bridas autoblocantes proporcionan una resistencia a la tracción superior (hasta 175 lbs) y seguridad permanente para instalaciones críticas, mientras que las bridas reutilizables ofrecen una fijación ajustable y repetible con mecanismos de liberación ideales para ensamblajes temporales o modificados con frecuencia; cada una sobresale en distintos escenarios de ingeniería donde sus características mecánicas se alinean con los requisitos de la aplicación.
La elección entre bridas autoblocantes y reutilizables representa una decisión de ingeniería fundamental que impacta la fiabilidad de la instalación, la eficiencia del mantenimiento y los costos operativos a largo plazo. Si bien ambos sistemas de fijación utilizan una construcción similar de nailon 6/6 y mecanismos de bloqueo basados en dientes, sus filosofías de diseño divergentes crean características de rendimiento mediblemente diferentes en resistencia a la tracción, resistencia a la vibración y vida útil. Comprender estas distinciones técnicas permite la especificación del tipo de brida óptimo para cada contexto de aplicación, desde instalaciones permanentes de paneles eléctricos hasta equipos industriales dinámicos que requieren una reconfiguración frecuente.
Puntos Clave
- Diferencial de resistencia a la tracción: Las bridas autoblocantes alcanzan una resistencia a la tracción de bucle de 18-175 lbs con mecanismos de trinquete unidireccionales, mientras que las bridas reutilizables suelen alcanzar 18-50 lbs debido a las concesiones de diseño del mecanismo de liberación
- Arquitectura del mecanismo de bloqueo: Las bridas autoblocantes emplean un acoplamiento de trinquete irreversible con dientes serrados; las bridas reutilizables integran mecanismos de liberación por gatillo o de dientes extendidos que permiten la desconexión controlada
- Separación del dominio de aplicación: Las instalaciones permanentes (paneles eléctricos, gestión estructural de cables, infraestructura exterior) exigen bridas autoblocantes; los ensamblajes temporales, los entornos de creación de prototipos y los sistemas de mantenimiento intensivo se benefician de las alternativas reutilizables
- Análisis de costo-rendimiento: Las bridas autoblocantes ofrecen un costo unitario más bajo (0,05-0,30 €) para aplicaciones de un solo uso; las bridas reutilizables (0,30-1,50 €) alcanzan la paridad de costos después de 3-5 ciclos de reutilización en contextos apropiados
- Patrones de degradación del material: Las bridas autoblocantes mantienen una resistencia constante hasta el fallo catastrófico; las bridas reutilizables experimentan un desgaste gradual del trinquete y una fuerza de sujeción reducida en múltiples ciclos de uso
Comprender la mecánica de las bridas autoblocantes
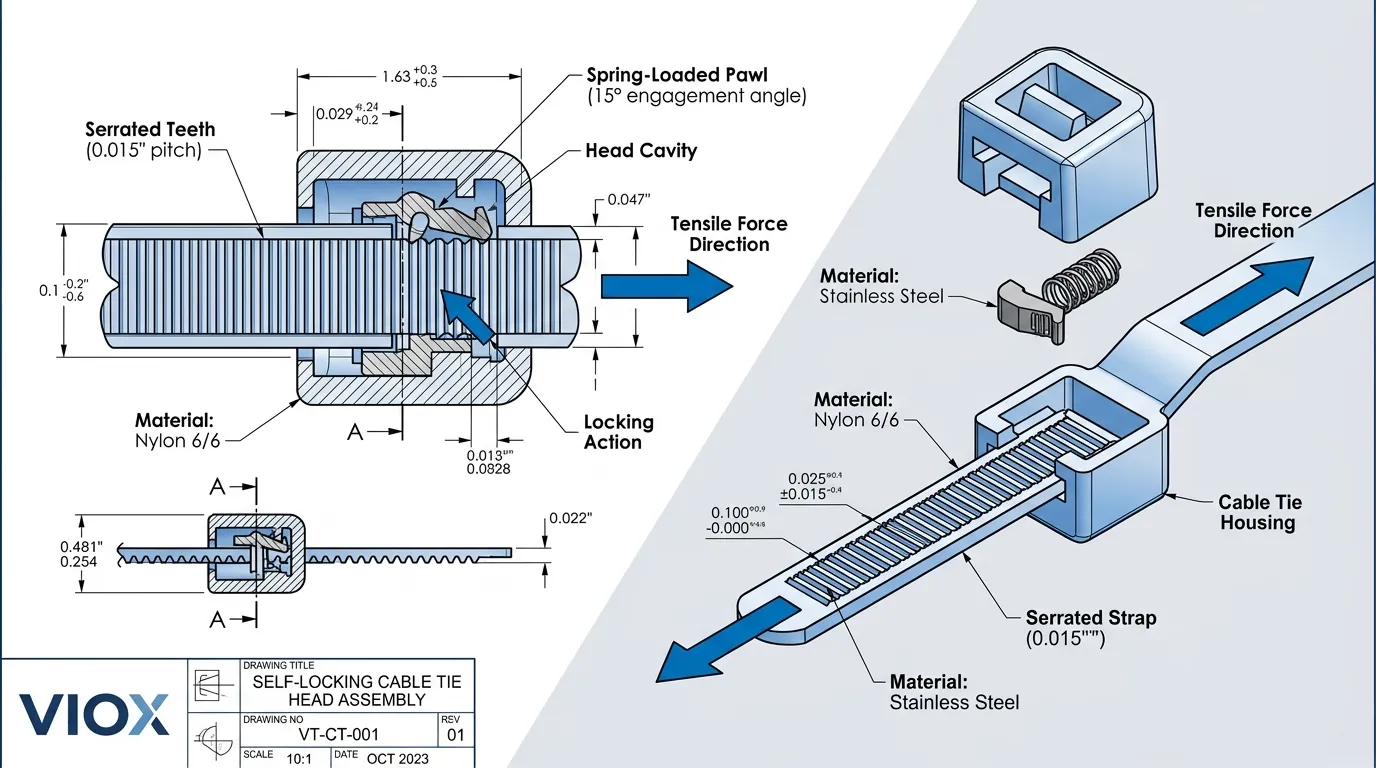
Las bridas autoblocantes funcionan a través de un sistema de acoplamiento mecánico irreversible donde una correa de nailon flexible con estrías moldeadas pasa a través de una cabeza rígida que contiene un trinquete accionado por resorte. A medida que el instalador tira de la correa a través del conjunto de la cabeza, cada estría engancha el trinquete en una acción de trinquete unidireccional. La geometría en ángulo del trinquete permite el movimiento hacia adelante de la correa mientras que mecánicamente previene el movimiento inverso, creando un bucle que se aprieta progresivamente y que se bloquea permanentemente una vez que se aplica tensión.
La elegancia de ingeniería de este diseño radica en sus características de multiplicación de fuerza. El ángulo del trinquete, típicamente de 15-20 grados desde la perpendicular, crea una acción de acuñamiento que aumenta la fuerza de sujeción proporcionalmente a la tensión aplicada. Esta ventaja mecánica permite que correas de nailon relativamente delgadas (0,040-0,120 pulgadas de grosor) alcancen notables resistencias a la tracción del bucle. Las bridas en miniatura estándar con un grosor de correa de 0,040 pulgadas sujetan de forma fiable 18 lbs, mientras que las variantes de alta resistencia con correas de 0,120 pulgadas y geometrías de cabeza reforzada alcanzan 175 lbs antes de que se produzca el fallo del material.
La selección del material influye críticamente en el rendimiento de la brida autoblocante. El nailon 6/6 (poliamida 66) domina las aplicaciones industriales debido a su excepcional resistencia a la tracción (11.800 psi), su amplio rango de temperatura de funcionamiento (de -40°F a 185°F continuos, 250°F intermitentes) y su resistencia superior a aceites, grasas y la mayoría de los disolventes comunes. La estructura semicristalina del polímero proporciona la combinación necesaria de flexibilidad para la instalación y rigidez para la retención de carga a largo plazo. Las formulaciones estabilizadas contra los rayos UV incorporan aditivos de negro de humo (2-3% en peso) para evitar la fotodegradación en aplicaciones exteriores, extendiendo la vida útil de meses a décadas en exposición directa a la luz solar.
La geometría de la cabeza representa otro parámetro de diseño crítico. Las cabezas de bajo perfil (0,25-0,35 pulgadas de altura) minimizan los riesgos de enganche en espacios reducidos y reducen la probabilidad de liberación accidental por impacto. Las bases de cabeza más anchas (0,35-0,50 pulgadas) distribuyen las fuerzas de sujeción a través de áreas de contacto de correa más grandes, reduciendo las concentraciones de tensión que podrían iniciar la propagación de grietas bajo cargas sostenidas o ciclos térmicos. Algunos fabricantes incorporan diseños de cabeza acanalada que mejoran aún más la rigidez estructural y aumentan la resistencia a las fuerzas de carga lateral que de otro modo podrían causar un fallo prematuro en entornos de alta vibración.
Mecanismos de liberación de bridas reutilizables explicados
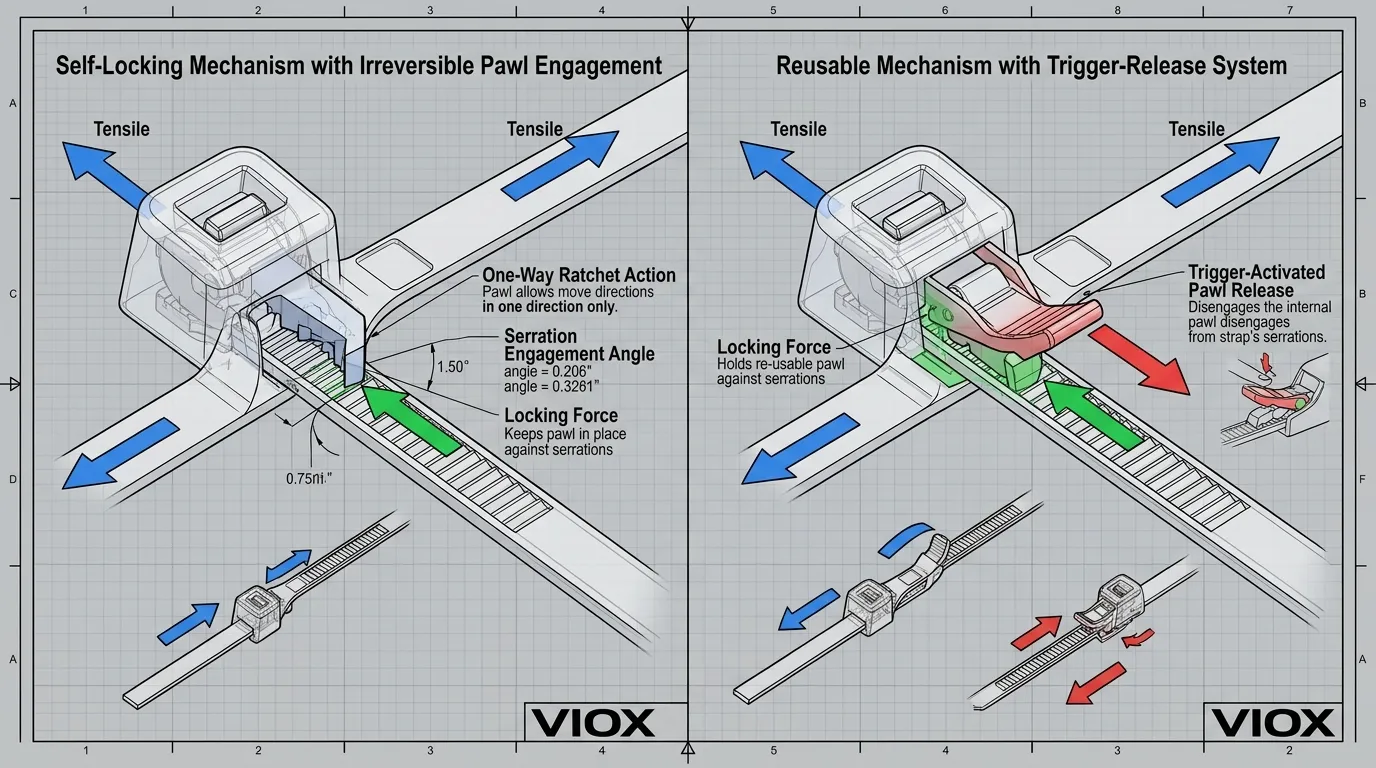
Las bridas reutilizables logran su distintiva reversibilidad a través de diseños de trinquete especializados que permiten la desconexión controlada mientras mantienen una fuerza de sujeción adecuada durante el servicio normal. Dos arquitecturas de mecanismos de liberación primarios dominan el mercado: sistemas de liberación por gatillo y configuraciones de dientes extendidos. Cada enfoque equilibra los requisitos contrapuestos de retención segura durante el uso y liberación conveniente cuando la reconfiguración se hace necesaria.
Los mecanismos de liberación por gatillo incorporan una lengüeta flexible moldeada integralmente con el conjunto de la cabeza. Esta lengüeta se conecta mecánicamente al trinquete a través de una disposición de brazo de palanca. Durante el funcionamiento normal, el trinquete engancha las estrías de la correa de forma idéntica a los diseños autoblocantes, proporcionando una fuerza de sujeción comparable. Cuando se desea la liberación, al presionar la lengüeta del gatillo se hace pivotar el trinquete alejándolo de las estrías, desconectando el bloqueo mecánico y permitiendo que la correa se deslice libremente a través de la cabeza. El diseño ergonómico del gatillo permite la operación con una sola mano, una ventaja significativa en las instalaciones de campo donde el técnico debe soportar simultáneamente los haces de cables y manipular los sujetadores.
Los mecanismos de dientes extendidos adoptan un enfoque diferente, utilizando dientes de estría más largos (0,020-0,030 pulgadas frente a 0,015-0,020 pulgadas en diseños autoblocantes) combinados con una geometría de trinquete modificada. Los dientes extendidos proporcionan suficiente profundidad de acoplamiento para un bloqueo seguro al tiempo que permiten al instalador flexionar manualmente la correa en un ángulo específico que desengancha el trinquete sin necesidad de un gatillo de liberación separado. Este diseño simplifica el proceso de moldeo de la cabeza y reduce los costos de fabricación, aunque normalmente requiere la operación con dos manos para la liberación: una mano para flexionar la correa y otra para tirar de ella a través de la cabeza.
Las compensaciones mecánicas inherentes a los diseños reutilizables se hacen evidentes al examinar las especificaciones de resistencia a la tracción. Si bien las bridas autoblocantes alcanzan su resistencia a la tracción nominal de forma consistente a lo largo de su vida útil, las bridas reutilizables experimentan una degradación gradual del rendimiento con ciclos de uso repetidos. El mecanismo de liberación introduce puntos de concentración de tensión adicionales en el conjunto de la cabeza, y la geometría del trinquete debe ser menos agresiva para permitir la desconexión, reduciendo la ventaja mecánica que contribuye a las altas fuerzas de sujeción en los diseños autoblocantes. En consecuencia, las bridas reutilizables suelen alcanzar el 60-80% de la resistencia a la tracción de las bridas autoblocantes de tamaño equivalente en las instalaciones iniciales, con reducciones adicionales del 5-10% por ciclo de uso a medida que los bordes del trinquete se desgastan y la deformación plástica se acumula en las regiones de alta tensión.
Las consideraciones de materiales para las bridas reutilizables se extienden más allá del polímero base de nailon 6/6 para incluir los aditivos de formulación específicos que influyen en la resistencia a la fatiga. Los fabricantes incorporan modificadores de impacto y plastificantes que mejoran la capacidad del material para soportar ciclos de flexión repetidos sin desarrollar grietas por tensión. Estos aditivos reducen ligeramente la resistencia a la tracción final en comparación con las formulaciones estándar de nailon 6/6, pero mejoran drásticamente la capacidad de la brida para sobrevivir a 10-20 ciclos de uso sin fallo catastrófico, un requisito crítico para las aplicaciones donde la propuesta de valor económico depende de múltiples reutilizaciones.
Análisis comparativo del rendimiento: Resistencia a la tracción y fiabilidad

La resistencia a la tracción del bucle representa la especificación mecánica principal para la selección de bridas, midiendo la fuerza máxima que la brida ensamblada puede soportar antes de que se produzca el fallo. Esta métrica determina directamente la idoneidad de la brida para pesos de haz de cables específicos y condiciones de carga dinámica. Los protocolos de prueba estándar, definidos por UL 62275 e IEC 62275, especifican procedimientos de medición donde la brida se enrolla alrededor de un mandril de diámetro definido y se somete a una fuerza de tracción que aumenta constantemente hasta que se produce la rotura.
Las bridas autoblocantes demuestran características de resistencia predecibles en sus rangos de tamaño estándar. Las bridas en miniatura (4-6 pulgadas de longitud, 0,040-0,050 pulgadas de ancho) alcanzan consistentemente 18 lbs de resistencia a la tracción. Las bridas intermedias (8-12 pulgadas de longitud, 0,070-0,090 pulgadas de ancho) alcanzan 40-50 lbs. Las bridas industriales de alta resistencia (14-24 pulgadas de longitud, 0,100-0,120 pulgadas de ancho) ofrecen 120-175 lbs. Estas clasificaciones representan valores mínimos garantizados; las cargas de fallo reales suelen superar las especificaciones en un 15-25% debido a las prácticas de clasificación conservadoras y los controles del proceso de fabricación que garantizan una calidad constante del polímero.
Las bridas reutilizables exhiben perfiles de resistencia más complejos debido a sus diseños de mecanismos de liberación. La resistencia de la instalación inicial suele oscilar entre 18-50 lbs dependiendo del tamaño, lo que representa el 60-80% de la capacidad de la brida autoblocante equivalente. Sin embargo, la distinción crítica surge al examinar la retención de la resistencia en múltiples ciclos de uso. Las pruebas de ingeniería revelan que los diseños de liberación por gatillo mantienen el 85-90% de la resistencia inicial a través de cinco ciclos de uso, disminuyendo al 70-75% en el décimo ciclo. Los mecanismos de dientes extendidos muestran una degradación ligeramente más rápida, reteniendo el 80-85% de la resistencia después de cinco ciclos y el 65-70% después de diez ciclos. Estos patrones de degradación resultan de la deformación plástica acumulativa en las superficies de acoplamiento del trinquete y la iniciación de grietas microscópicas en las regiones de alta tensión del conjunto de la cabeza.
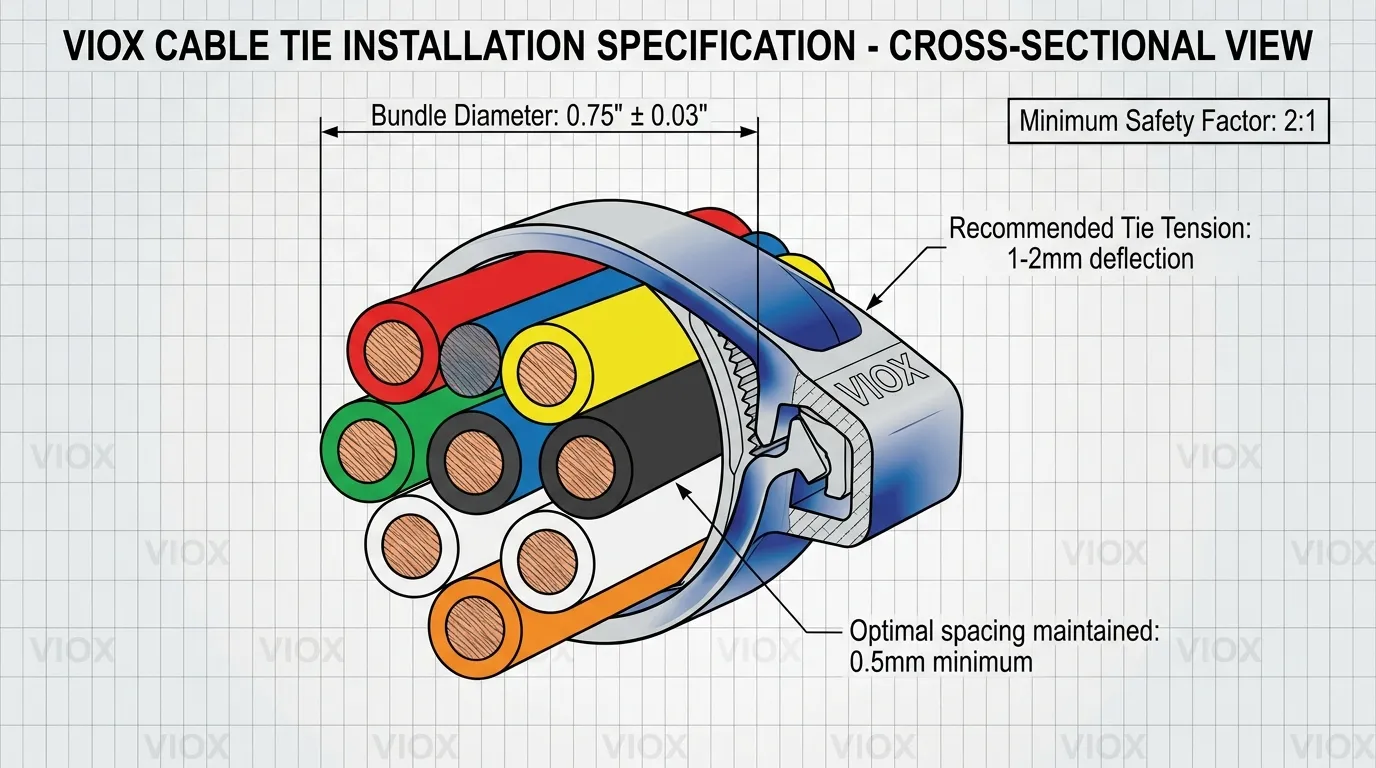
Las implicaciones prácticas de estos diferenciales de resistencia se hacen evidentes al calcular los factores de seguridad para las instalaciones críticas. Las mejores prácticas de ingeniería recomiendan mantener un factor de seguridad de 2:1 entre la resistencia a la tracción de la brida y el peso máximo anticipado del haz, teniendo en cuenta las cargas dinámicas de la vibración, la expansión térmica y las variaciones de la tensión de instalación. Para un haz de cables de 10 libras en un entorno de alta vibración, una brida autoblocante clasificada en 40 lbs proporciona un cómodo factor de seguridad de 4:1. Una brida reutilizable con una resistencia inicial de 30 lbs ofrece 3:1 inicialmente, pero puede disminuir a 2,1:1 después de diez ciclos de uso, todavía aceptable pero con un margen de seguridad disminuido. Este análisis explica por qué las instalaciones permanentes especifican universalmente bridas autoblocantes, mientras que las alternativas reutilizables encuentran una aplicación apropiada en ensamblajes temporales y sistemas reconfigurados con frecuencia donde las bridas se reemplazan antes de que se produzca una degradación significativa.
Los factores ambientales diferencian aún más las características de rendimiento. Las bridas autoblocantes mantienen su resistencia nominal en todo el rango de temperatura de funcionamiento del nailon 6/6 (de -40°F a 185°F continuos). Las bridas reutilizables experimentan un desgaste acelerado del trinquete a temperaturas elevadas debido al aumento de las tasas de fluencia del polímero, lo que podría reducir la vida útil efectiva en un 30-40% en aplicaciones sostenidas de alta temperatura por encima de 150°F. Por el contrario, ambos tipos de bridas exhiben una mayor fragilidad por debajo de -20°F, aunque los diseños autoblocantes suelen retener una mayor resistencia al impacto a baja temperatura debido a su geometría más simple y la ausencia de mecanismos de liberación que concentran la tensión.
Criterios de Selección Específicos de la Aplicación
La selección adecuada de la brida requiere una evaluación sistemática de los requisitos de instalación, las condiciones ambientales y las expectativas de mantenimiento. El marco de decisión comienza con la clasificación de la aplicación en una de tres categorías: instalaciones permanentes, ensamblajes semipermanentes o configuraciones temporales. Cada categoría exhibe características distintas que favorecen las arquitecturas de bridas autoblocantes o reutilizables.
Las instalaciones permanentes abarcan el cableado de paneles eléctricos, la gestión de cables de la infraestructura de edificios, los equipos de telecomunicaciones exteriores y los sistemas de control industrial donde el enrutamiento de cables permanece fijo durante toda la vida útil del equipo. Estas aplicaciones exigen la máxima resistencia a la tracción, resistencia ambiental a largo plazo y seguridad a prueba de manipulaciones. Las bridas autoblocantes sobresalen en este dominio, proporcionando una fijación irreversible que mantiene una fuerza de sujeción constante durante décadas. La imposibilidad de liberar sin cortar la brida se convierte en una ventaja en lugar de una limitación, ya que evita modificaciones no autorizadas y proporciona evidencia visual de manipulación a través de los restos de la brida cortada. La especificación debe priorizar las formulaciones de nailon 6/6 estabilizadas contra los rayos UV para instalaciones exteriores, con clasificaciones de resistencia a la tracción que proporcionen factores de seguridad mínimos de 2:1 teniendo en cuenta los pesos del haz y la carga dinámica en el peor de los casos.
Los ensamblajes semipermanentes incluyen equipos de fabricación, accesorios de prueba y maquinaria industrial donde el enrutamiento de cables puede requerir modificaciones ocasionales durante el mantenimiento o las actualizaciones, pero permanece estable durante el funcionamiento normal. Esta categoría presenta el desafío de selección más matizado, ya que cualquiera de los dos tipos de bridas puede resultar apropiado dependiendo de las circunstancias específicas. La decisión depende de la frecuencia de modificación anticipada y del valor económico de la reutilización frente a las ventajas de rendimiento de los diseños autoblocantes. Si las modificaciones ocurren con menos frecuencia que trimestralmente, las bridas autoblocantes suelen proporcionar un valor superior a través de sus clasificaciones de resistencia más altas y costos unitarios más bajos, con el gasto de cortar y reemplazar las bridas durante el mantenimiento representando un impacto mínimo en el costo total de propiedad. Si las modificaciones ocurren mensualmente o con mayor frecuencia, las bridas reutilizables se vuelven económicamente ventajosas a pesar de sus costos unitarios más altos y clasificaciones de resistencia más bajas, ya que la capacidad de liberar y reutilizar la misma brida varias veces elimina los costos de materiales recurrentes y reduce la mano de obra de instalación.
Las configuraciones temporales (entornos de creación de prototipos, exhibiciones de ferias comerciales, instalaciones de eventos temporales y configuraciones de pruebas de laboratorio) favorecen claramente las arquitecturas de bridas reutilizables. Estas aplicaciones priorizan la flexibilidad y la reconfigurabilidad sobre la máxima resistencia, y los haces de cables suelen implicar cargas más ligeras muy dentro de la capacidad de la brida reutilizable. La capacidad de liberar y reposicionar rápidamente las bridas sin herramientas acelera las operaciones de configuración y desmontaje, reduciendo directamente los costos de mano de obra. En estos contextos, el costo unitario más alto de las bridas reutilizables se compensa con su reutilización en múltiples eventos o iteraciones experimentales, y su menor resistencia a la tracción rara vez limita la idoneidad de la aplicación.
Los factores ambientales específicos pueden anular estas pautas generales. Los entornos de alta vibración (maquinaria industrial, aplicaciones automotrices, equipos pesados) favorecen fuertemente las bridas autoblocantes independientemente de la frecuencia de modificación, ya que su acoplamiento de trinquete más agresivo y la ausencia de mecanismos de liberación proporcionan una resistencia a la vibración superior. La exposición a productos químicos corrosivos puede requerir bridas de acero inoxidable (que universalmente emplean mecanismos de bloqueo de bola autoblocantes) en lugar de alternativas de nailon. Las aplicaciones de temperatura extrema por encima de 185°F requieren formulaciones de nailon especializadas de alta temperatura o bridas de metal, ambas de las cuales suelen utilizar diseños autoblocantes debido a los desafíos técnicos de mantener una función de mecanismo de liberación fiable bajo tensión térmica.
Mejores prácticas de instalación y errores comunes
La técnica de instalación adecuada influye significativamente en el rendimiento y la vida útil de la brida, independientemente de si se emplean diseños autoblocantes o reutilizables. El proceso de instalación parece engañosamente simple (enhebrar la correa a través de la cabeza y tirar con fuerza), pero los detalles sutiles de la ejecución determinan si la brida alcanza su resistencia a la tracción nominal o falla prematuramente bajo cargas operativas.
La preparación del haz representa el primer paso crítico que muchos instaladores pasan por alto. Los cables deben agruparse en disposiciones limpias y paralelas con un espaciamiento consistente antes de la aplicación de la brida. Los cables torcidos o cruzados crean una distribución de carga desigual que concentra la tensión en conductores individuales y reduce la fuerza de sujeción efectiva que la brida puede aplicar. Para haces que contienen cables de diferentes diámetros, coloque los cables más grandes hacia el centro del haz y los cables más pequeños alrededor de la periferia para crear una sección transversal más circular que maximice el área de contacto de la brida. Esta disposición también evita que los cables más pequeños se aplasten por una presión localizada excesiva cuando se aprieta la brida.
La técnica de enhebrado afecta tanto la facilidad de instalación como el rendimiento final de la brida. Inserte la punta de la correa en la abertura de la cabeza en un ligero ángulo (10-15 grados) en lugar de perfectamente perpendicular, ya que esta alineación ayuda a que las estrías de la correa enganchen el trinquete más suavemente durante el enhebrado inicial. Tire de la correa a través de la cabeza con una fuerza constante y uniforme en lugar de movimientos bruscos que pueden hacer que el trinquete salte las estrías o cree una distribución de tensión desigual. Para las bridas autoblocantes, continúe tirando hasta que la brida esté ajustada pero no excesivamente apretada; el apriete excesivo representa uno de los errores de instalación más comunes y una causa principal de fallo prematuro.
La tensión de apriete óptima equilibra la retención segura del haz con la protección del aislamiento del conductor. La brida debe estar lo suficientemente apretada para evitar el movimiento del cable dentro del haz, pero no tan apretada que deforme el aislamiento del cable o cree una indentación visible. Una prueba de campo práctica implica intentar girar cables individuales dentro del haz; si los cables giran libremente, la brida está demasiado floja, pero si los cables no se pueden girar en absoluto con una presión moderada de los dedos, es probable que la brida esté demasiado apretada. Cuantitativamente, la tensión adecuada suele resultar en 1-2 mm de deflexión de la correa de la brida cuando se aplica una presión moderada del pulgar a la superficie del haz. Las herramientas especializadas de instalación de bridas con ajustes de tensión ajustables eliminan las conjeturas al cortar automáticamente la correa cuando se alcanza la tensión predeterminada, asegurando una calidad de instalación consistente en múltiples bridas y diferentes instaladores.
El recorte de la cola completa el proceso de instalación e impacta directamente en la seguridad y la estética. El exceso de correa que se extiende más allá de la cabeza debe cortarse al ras o casi al ras (dentro de 1-2 mm) utilizando cortadores diagonales colocados perpendiculares a la correa. Dejar colas largas crea riesgos de enganche que pueden engancharse en la ropa, las herramientas o el equipo adyacente, lo que podría causar lesiones o tirar inadvertidamente del haz. Por el contrario, cortar demasiado cerca de la cabeza, particularmente en un ángulo que crea una punta afilada, crea un peligro diferente donde el borde cortado puede causar laceraciones durante el trabajo posterior en el área. Las instalaciones profesionales suelen emplear herramientas de bridas de corte al ras que recortan automáticamente la cola a la distancia y el ángulo óptimos durante la operación de apriete, mejorando simultáneamente la velocidad y la calidad de la instalación.
Las bridas reutilizables requieren consideraciones de instalación adicionales debido a sus mecanismos de liberación. La lengüeta del gatillo o el punto de liberación deben colocarse para facilitar el acceso durante el mantenimiento futuro, típicamente orientados hacia la parte delantera del equipo o la dirección desde la que los técnicos se acercarán durante las operaciones de servicio. Evite colocar el mecanismo de liberación contra superficies sólidas o en lugares donde pueda activarse inadvertidamente por vibración o contacto con componentes adyacentes. Al reutilizar las bridas, inspeccione el trinquete y las estrías en busca de desgaste visible, grietas o deformación antes de la reinstalación; las bridas que muestren una degradación significativa deben desecharse en lugar de reutilizarse, ya que su resistencia reducida puede no proporcionar márgenes de seguridad adecuados para la aplicación.
Análisis de costos: Comparación del costo total de propiedad
La evaluación económica de la selección de bridas se extiende más allá de la simple comparación de precios unitarios para abarcar el costo total de propiedad durante la vida útil esperada de la instalación. Este análisis exhaustivo incorpora los costos de materiales, la mano de obra de instalación, los gastos de mantenimiento y la frecuencia de reemplazo para determinar la solución más rentable para contextos de aplicación específicos.
Las bridas autoblocantes ofrecen una economía unitaria convincente para las instalaciones permanentes. Las bridas estándar de nailon 6/6 en tamaños comunes cuestan 0,05-0,15 € por unidad en cantidades industriales (más de 1.000 piezas), con variantes de alta resistencia que alcanzan 0,20-0,30 €. La mano de obra de instalación suele requerir entre 15 y 30 segundos por brida, incluyendo la preparación del haz, el enhebrado, el apriete y el recorte de la cola, lo que se traduce en 0,10-0,25 € en costos de mano de obra a las tarifas típicas de los electricistas industriales (25-30 €/hora). El costo combinado de materiales e instalación oscila entre 0,15-0,55 € por brida, sin costos recurrentes durante toda la vida útil de la instalación, asumiendo una especificación e instalación inicial adecuadas. Para un panel eléctrico típico que contiene entre 50 y 100 bridas, los costos totales de fijación oscilan entre 7,50 y 55,00 €, una fracción insignificante de los costos generales de ensamblaje del panel.
Las bridas reutilizables presentan costos unitarios iniciales más altos (0,30-1,50 € dependiendo del tamaño y la calidad), pero ofrecen posibles ventajas económicas a través de múltiples ciclos de uso. El cálculo de la rentabilidad depende críticamente de la frecuencia de reutilización y del número de ciclos alcanzados antes de que sea necesario el reemplazo de la brida. Considere un entorno de fabricación donde el equipo se somete a un mantenimiento trimestral que requiere la reconfiguración del haz de cables. Utilizando bridas autoblocantes, cada evento de mantenimiento requiere cortar y reemplazar todas las bridas, generando costos de materiales recurrentes de 0,05-0,15 € por brida por trimestre. Durante una vida útil del equipo de cinco años (20 ciclos de mantenimiento), los costos acumulativos de las bridas alcanzan 1,00-3,00 € por ubicación. Las bridas reutilizables que cuestan 0,50-1,00 € inicialmente y sobreviven a 10-15 ciclos de uso antes del reemplazo requieren solo 1-2 compras de reemplazo durante el mismo período, lo que resulta en costos totales de 1,00-2,00 € por ubicación, comparable o inferior a las alternativas autoblocantes a pesar de los precios unitarios más altos.
El punto de cruce económico donde las bridas reutilizables se vuelven rentables ocurre aproximadamente en 3-5 ciclos de reemplazo, dependiendo del diferencial de precio unitario específico entre los tipos de bridas. Las aplicaciones que requieren menos de tres reconfiguraciones durante la vida útil del equipo favorecen las bridas autoblocantes, mientras que aquellas que requieren más de cinco reconfiguraciones favorecen las alternativas reutilizables. Este análisis asume que las bridas reutilizables alcanzan su vida útil esperada de 10-15 ciclos de uso; si las bridas se pierden, dañan o degradan más rápidamente, la ventaja económica disminuye o desaparece por completo.
Los costos de mano de obra de instalación introducen una complejidad adicional al análisis económico. Las bridas autoblocantes requieren corte para su extracción, agregando 10-15 segundos por brida a los costos de mano de obra de mantenimiento. Las bridas reutilizables eliminan el corte, pero requieren 5-10 segundos para la operación de liberación, compensando parcialmente el ahorro de tiempo. La ventaja neta de mano de obra para las bridas reutilizables se aproxima a 5-10 segundos por brida por ciclo de mantenimiento, lo que se traduce en 0,03-0,07 € en ahorros de mano de obra a las tarifas típicas. Durante 20 ciclos de mantenimiento, los ahorros acumulativos de mano de obra alcanzan 0,60-1,40 € por ubicación de brida, una contribución significativa al costo total de propiedad que fortalece el caso económico para las bridas reutilizables en escenarios de reconfiguración de alta frecuencia.
Los costos ambientales y de eliminación representan una consideración emergente en la economía de las bridas a medida que las organizaciones tienen cada vez más en cuenta la sostenibilidad en las decisiones de adquisición. Las bridas autoblocantes generan residuos plásticos con cada ciclo de reemplazo, mientras que las bridas reutilizables reducen la generación de residuos en un 80-90% a través de una vida útil prolongada. Algunas jurisdicciones imponen tarifas de eliminación de residuos o requieren programas de reciclaje que agregan 0,01-0,05 € por brida desechada a los costos totales. Estos gastos incrementales mejoran aún más la posición económica de las bridas reutilizables en aplicaciones donde sus características técnicas resultan adecuadas.
Ciencia de los materiales y resistencia ambiental
La química de los polímeros que subyace al rendimiento de la brida determina su idoneidad para diversas condiciones ambientales e influye directamente en la vida útil en aplicaciones desafiantes. El nailon 6/6 domina el mercado de las bridas debido a su excepcional combinación de propiedades mecánicas, resistencia química y rentabilidad, pero comprender sus limitaciones y las características de los materiales alternativos permite una especificación óptima para requisitos especializados.
El nailon 6/6 (poliamida 66) logra su rendimiento superior a través de su estructura molecular semicristalina, donde las regiones cristalinas ordenadas proporcionan resistencia mecánica y rigidez, mientras que las regiones amorfas contribuyen a la flexibilidad y la resistencia al impacto. La resistencia a la tracción del polímero de 11.800 psi y la elongación a la rotura del 60-80% crean el equilibrio ideal para las aplicaciones de bridas, permitiendo suficiente flexibilidad para la instalación alrededor de diámetros de haz variables mientras se mantiene una alta fuerza de sujeción una vez bloqueado. La temperatura de transición vítrea del material de 122°F y el punto de fusión de 509°F establecen su rango de temperatura utilizable, con clasificaciones de operación continua de -40°F a 185°F y capacidad de exposición intermitente a 250°F durante períodos cortos.
La resistencia química representa otra ventaja crítica del nailon 6/6. El polímero exhibe una excelente resistencia a aceites, grasas, fluidos hidráulicos y la mayoría de los disolventes comunes, lo que lo hace adecuado para entornos industriales donde los haces de cables pueden estar expuestos a estas sustancias. Sin embargo, el nailon 6/6 demuestra una pobre resistencia a los ácidos y bases fuertes, lo que limita su aplicación en entornos de procesamiento químico. El material también exhibe un comportamiento higroscópico, absorbiendo un 2-3% de humedad en peso en equilibrio con las condiciones atmosféricas típicas. Esta absorción de humedad reduce la resistencia a la tracción en aproximadamente un 15-20% y aumenta la flexibilidad, aunque estos cambios ocurren gradualmente durante semanas o meses y permanecen consistentes una vez que se alcanza el equilibrio, lo que permite a los diseñadores tenerlos en cuenta en la especificación inicial.
La degradación por rayos UV representa la principal limitación ambiental de las formulaciones estándar de nailon 6/6. La radiación ultravioleta inicia reacciones fotoquímicas que rompen las cadenas de polímeros, reduciendo progresivamente el peso molecular y las propiedades mecánicas. Las bridas de nailon 6/6 sin protección expuestas a la luz solar directa pierden aproximadamente el 50% de su resistencia a la tracción en 6-12 meses y se vuelven quebradizas y propensas a fallos repentinos. Las formulaciones estabilizadas contra los rayos UV incorporan aditivos de negro de humo (2-3% en peso) que absorben la radiación UV antes de que pueda dañar la matriz del polímero, extendiendo la vida útil en exteriores a 5-10 años o más dependiendo de la intensidad de la exposición y las condiciones climáticas. El negro de humo también imparte el color negro característico de las bridas clasificadas para exteriores, proporcionando una confirmación visual de la protección contra los rayos UV.
Los materiales alternativos abordan requisitos de aplicación específicos donde el nailon 6/6 resulta inadecuado. Las bridas de polipropileno ofrecen una resistencia química superior a los ácidos y bases y una menor absorción de humedad (menos del 0,1%), pero sacrifican la resistencia a la tracción (aproximadamente el 60-70% del nailon 6/6) y exhiben un rendimiento reducido a baja temperatura, volviéndose quebradizas por debajo de 20°F. Las bridas de Tefzel (ETFE) y PVDF proporcionan una resistencia química excepcional en casi todo el rango de pH y mantienen las propiedades a temperaturas elevadas hasta 300°F, pero sus costos significativamente más altos (2-5 € por brida) restringen la aplicación a entornos especializados de procesamiento químico y alta temperatura. Las bridas de acero inoxidable ofrecen la máxima resistencia a la tracción (hasta más de 500 lbs) y operan en rangos de temperatura extremos (de -100°F a más de 1000°F) mientras resisten virtualmente todas las exposiciones químicas, pero su rigidez, mayor costo (1-3 € por brida) y potencial de corrosión galvánica al entrar en contacto con metales diferentes limitan su uso a aplicaciones donde las alternativas de polímeros resultan inadecuadas.
Normas de la industria y requisitos de cumplimiento
Las especificaciones de las bridas y los requisitos de rendimiento están regidos por múltiples estándares internacionales que establecen criterios mínimos de calidad, protocolos de prueba y requisitos de seguridad. Comprender estos estándares permite tomar decisiones de adquisición informadas y garantiza que las instalaciones cumplan con los requisitos reglamentarios aplicables, particularmente en aplicaciones eléctricas y de telecomunicaciones donde el fallo de la brida podría comprometer la seguridad o la fiabilidad del sistema.
UL 62275 representa el principal estándar norteamericano para bridas y accesorios de bridas. Publicado por Underwriters Laboratories, este estándar define los requisitos de rendimiento mecánico, incluyendo la resistencia mínima a la tracción del bucle, las clasificaciones de temperatura y las características de inflamabilidad. UL 62275 especifica procedimientos de prueba estandarizados para medir estas propiedades, asegurando resultados consistentes y comparables entre diferentes fabricantes. Las bridas que llevan marcas de reconocimiento UL se han sometido a pruebas de terceros e inspecciones de fábrica continuas para verificar el cumplimiento de los requisitos estándar. Para las instalaciones eléctricas, el cumplimiento de UL 62275 a menudo es exigido por los códigos eléctricos locales y representa una especificación mínima aceptable para las instalaciones profesionales.
IEC 62275 proporciona el equivalente internacional a UL 62275, estableciendo requisitos de rendimiento y protocolos de prueba similares reconocidos globalmente fuera de Norteamérica. Si bien los dos estándares comparten fundamentos técnicos comunes y generalmente arrojan resultados comparables, existen diferencias sutiles en parámetros de prueba específicos y criterios de aceptación. Los fabricantes que atienden a los mercados globales generalmente buscan las certificaciones UL e IEC para garantizar que sus productos cumplan con los requisitos en todos los principales mercados. Para las organizaciones multinacionales que estandarizan las especificaciones de las bridas para cables en las instalaciones de varios países, la especificación de productos certificados según ambos estándares elimina los posibles problemas de cumplimiento y simplifica la adquisición.
Las clasificaciones de inflamabilidad representan un subconjunto crítico de los estándares de bridas para cables, particularmente para instalaciones en espacios de manejo de aire (plenums) donde los códigos de construcción imponen requisitos estrictos para limitar la propagación del fuego y la generación de humo tóxico. El estándar UL 94 establece clasificaciones de inflamabilidad, con UL 94 V-0 representando la clasificación más alta para materiales autoextinguibles que dejan de arder dentro de los 10 segundos posteriores a la eliminación de la fuente de ignición y no producen goteos llameantes. Las bridas para cables con clasificación plenum deben cumplir adicionalmente con los requisitos UL 910 para la propagación de la llama y la generación de humo en los conductos de aire, asegurando que no contribuyan a la propagación del fuego a través de los sistemas HVAC. Estas bridas especializadas suelen costar entre 2 y 3 veces más que las versiones estándar de nailon 6/6 debido a sus formulaciones de polímeros especializados y menores volúmenes de producción, pero su uso es obligatorio en los espacios plenum para mantener el cumplimiento del código de construcción.
El Código Eléctrico Nacional (NEC) establece los requisitos de instalación para las bridas para cables en aplicaciones eléctricas, aunque las referencia indirectamente a través de los requisitos generales para el soporte y la fijación de cables. El Artículo 300.11 del NEC requiere que los cables estén asegurados y soportados a intervalos especificados, y las bridas para cables representan un método aceptable de cumplimiento. El Artículo 725 del NEC aborda el cableado de bajo voltaje y especifica los intervalos de soporte para diferentes tipos de cables, que generalmente requieren soporte cada 4.5 pies para tramos verticales y cada 6 pies para tramos horizontales. Estos requisitos influyen directamente en la cantidad y el espaciamiento de las bridas para cables en las instalaciones eléctricas, y la verificación del cumplimiento representa un componente estándar de las inspecciones eléctricas.
Para los paneles de control industrial, UL 508A establece los requisitos de construcción que incluyen especificaciones para el soporte y la fijación del cableado interno. El estándar requiere que el cableado esté soportado para evitar una tensión excesiva en las terminaciones y para mantener la separación entre las diferentes clases de voltaje. Las bridas para cables representan el método estándar para lograr estos requisitos, y la calidad de la instalación impacta directamente en la certificación del panel. Los fabricantes de paneles que buscan la certificación UL 508A deben demostrar que su selección de bridas para cables y sus prácticas de instalación cumplen con los requisitos estándar, incluido el uso de bridas con la clasificación adecuada y técnicas de instalación adecuadas que eviten el apriete excesivo o el daño del aislamiento.
Variantes e innovaciones especializadas de bridas para cables
Más allá de los diseños estándar autoblocantes y reutilizables, las variantes especializadas de bridas para cables abordan desafíos de aplicación específicos a través de geometrías modificadas, características integradas o materiales novedosos. Estas innovaciones amplían la gama de problemas que se pueden abordar a través de soluciones de bridas para cables, manteniendo al mismo tiempo las ventajas fundamentales de una instalación rápida y un rendimiento fiable.
Las bridas para cables con cabeza de montaje integran un orificio de montaje con tornillo directamente en la cabeza de la brida, lo que permite la agrupación simultánea de cables y la fijación a las superficies del equipo o a los rieles de montaje. Este diseño elimina la necesidad de hardware de montaje separado y reduce el tiempo de instalación al combinar dos operaciones en una. El orificio de montaje normalmente admite tornillos #6 u #8 e incluye un avellanado que permite que la cabeza del tornillo quede al ras con la superficie de la cabeza de la brida. Las aplicaciones incluyen la fijación de haces de cables al chasis del equipo, el montaje de arneses a las estructuras del vehículo y la fijación de tendidos de cables a las superficies del edificio. La función de montaje integrada añade un coste mínimo (0.02-0.05 dólares por brida) al tiempo que ofrece un importante ahorro de mano de obra en aplicaciones que requieren tanto la agrupación como el montaje.
Las bridas reutilizables con cabeza de montaje combinan el concepto de brida reutilizable con la capacidad de montaje integrada, creando una solución optimizada para equipos que requieren acceso frecuente al cableado interno. El mecanismo de liberación permite la reconfiguración del haz sin quitar los tornillos de montaje, lo que acelera las operaciones de mantenimiento. Estas bridas especializadas encuentran su principal aplicación en equipos de telecomunicaciones, bancos de pruebas y maquinaria industrial donde el enrutamiento de cables debe modificarse durante el servicio, manteniendo al mismo tiempo un montaje seguro a las estructuras del equipo.
Las bridas para cables detectables por metales abordan un requisito crítico en el procesamiento de alimentos y la fabricación farmacéutica, donde la contaminación por objetos extraños representa un grave problema de seguridad y regulación. Estas bridas especializadas incorporan aditivos metálicos (normalmente polvo de acero inoxidable al 10-15% en peso) que permiten la detección mediante detectores de metales y sistemas de inspección por rayos X utilizados para identificar objetos extraños en los productos terminados. Si una brida se rompe durante la producción y entra en el flujo del producto, los sistemas de detección identificarán y rechazarán el producto contaminado antes de que llegue a los consumidores. Los aditivos metálicos reducen ligeramente la resistencia a la tracción (aproximadamente un 10-15% en comparación con el nailon 6/6 estándar), pero proporcionan un control esencial de la contaminación en las industrias reguladas. Los costes unitarios suelen ser entre 3 y 5 veces superiores a los de las bridas estándar debido a los materiales especializados y a los menores volúmenes de producción, pero esta prima se justifica fácilmente por la mitigación de riesgos que proporcionan.
Las bridas para cables de acero inoxidable representan la solución definitiva para aplicaciones en entornos extremos donde las bridas de polímero resultan inadecuadas. Disponibles en grados de acero inoxidable 304 y 316, estas bridas soportan temperaturas desde -100°F hasta más de 1000°F, resisten prácticamente todas las exposiciones químicas y proporcionan resistencias a la tracción desde 100 lbs hasta más de 500 lbs, dependiendo del tamaño y la construcción. El mecanismo de bloqueo suele emplear un diseño de bloqueo de bola en el que un rodamiento de bolas de acero inoxidable se acopla a las perforaciones de estilo escalera en la correa, creando un bloqueo seguro que mantiene la fuerza de sujeción en condiciones extremas. Las aplicaciones incluyen sistemas de escape, procesos industriales de alta temperatura, entornos marinos y procesamiento químico donde la degradación del polímero causaría un fallo rápido. La instalación requiere herramientas especializadas para lograr la tensión adecuada y cortar el exceso de correa, y los costes unitarios oscilan entre 1 y 5 dólares, dependiendo del tamaño y el grado.
Las bridas para cables de montaje a presión integran una base de montaje de plástico con una brida integral, creando una solución completa de agrupación y montaje en un solo componente. La base de montaje presenta un diseño de inserción a presión que encaja en los orificios pretaladrados en los paneles o chasis del equipo, eliminando la necesidad de tornillos u otros sujetadores. Este diseño reduce drásticamente el tiempo de instalación en entornos de fabricación de gran volumen donde la velocidad y la consistencia son primordiales. El montaje de arneses de cables de automoción representa la principal aplicación, donde las bridas de montaje a presión permiten una rápida instalación del arnés durante el montaje del vehículo. El diseño integrado cuesta más que las bridas y el hardware de montaje separados (0.20-0.50 dólares por conjunto), pero ofrece un ahorro neto de costes gracias a la reducción de la mano de obra de instalación.
Directrices de mantenimiento, inspección y sustitución
Los programas sistemáticos de inspección y mantenimiento de las bridas para cables evitan fallos prematuros y garantizan la fiabilidad continua de la instalación durante toda la vida útil del equipo. Si bien las bridas para cables a menudo se consideran componentes de “instalar y olvidar”, la inspección periódica identifica la degradación antes de que progrese hasta el fallo, particularmente en entornos hostiles o aplicaciones críticas donde el fallo de la brida podría comprometer la seguridad o el funcionamiento del sistema.
La frecuencia de la inspección debe basarse en el riesgo, y las instalaciones críticas y los entornos hostiles requieren un examen más frecuente que las aplicaciones benignas en interiores. Para las instalaciones en exteriores expuestas a la radiación UV, las inspecciones anuales identifican las bridas que muestran signos de fotodegradación antes de que la pérdida de resistencia se vuelva grave. Los paneles eléctricos interiores en entornos controlados pueden requerir inspección solo durante las interrupciones de mantenimiento programadas cada 2-3 años. Los equipos con alta vibración deben inspeccionarse trimestral o semestralmente, ya que la vibración acelera la fatiga de la brida y puede causar un fallo prematuro incluso cuando las bridas están correctamente especificadas e instaladas.
La inspección visual representa el método de evaluación principal, centrándose en varios indicadores clave de degradación. El agrietamiento de la superficie, particularmente alrededor del conjunto de la cabeza o en áreas de alta tensión de flexión, indica una degradación UV avanzada o daños por fatiga. La decoloración del color negro o natural original a gris o blanco calcáreo sugiere daños UV en instalaciones exteriores. La deformación visible de la cabeza o la correa indica un apriete excesivo durante la instalación o una carga excesiva durante el servicio. Cualquier brida que exhiba estos síntomas debe reemplazarse inmediatamente, ya que su resistencia restante puede verse significativamente comprometida. El proceso de inspección también debe verificar que los haces de cables permanezcan correctamente asegurados sin un movimiento excesivo, ya que el desplazamiento del haz indica un fallo de la brida o una instalación inicial inadecuada.
Para las bridas para cables reutilizables, la inspección debe incluir la evaluación del estado y la función del mecanismo de liberación. Examine la lengüeta del gatillo o el punto de liberación en busca de grietas o deformaciones que puedan causar un fallo prematuro o impedir una liberación adecuada durante el mantenimiento futuro. Pruebe el mecanismo de liberación aflojando parcialmente la brida y verificando que se libera suavemente sin fuerza excesiva ni atascamiento. Inspeccione el trinquete y las estrías en busca de desgaste visible, particularmente si la brida ha pasado por múltiples ciclos de uso. Reemplace las bridas reutilizables que muestren un desgaste o degradación significativos en lugar de seguir reutilizándolas, ya que su resistencia reducida puede no proporcionar márgenes de seguridad adecuados.
Los procedimientos de reemplazo deben seguir las mismas mejores prácticas que la instalación inicial, con especial atención a evitar el apriete excesivo, un error común al reemplazar las bridas fallidas. Analice la causa del fallo original de la brida para determinar si son necesarios cambios en las especificaciones. Si varias bridas en la misma área han fallado, considere si las condiciones ambientales son más severas de lo previsto inicialmente, lo que requiere especificaciones de bridas mejoradas, como formulaciones estabilizadas contra los rayos UV, clasificaciones de resistencia a la tracción más altas o materiales alternativos. Documente los fallos y reemplazos de las bridas para identificar patrones que puedan indicar problemas sistemáticos de especificación o instalación que requieran medidas correctivas.
Para las instalaciones críticas donde el fallo de la brida podría comprometer la seguridad o causar una interrupción operativa significativa, considere la posibilidad de implementar programas de reemplazo preventivo que reemplacen las bridas de forma programada antes de que la degradación progrese hasta el fallo. Este enfoque es común en la industria aeroespacial, la fabricación de dispositivos médicos y otras aplicaciones de alta fiabilidad donde el coste del reemplazo prematuro de la brida es insignificante en comparación con las consecuencias de un fallo inesperado. Los intervalos de reemplazo se establecen normalmente en el 50-70% de la vida útil esperada de la brida en función de las condiciones ambientales y los datos históricos de fallos, lo que garantiza que las bridas se reemplacen mientras aún mantienen márgenes de seguridad adecuados.
Tabla comparativa: Bridas autoblocantes frente a reutilizables
| Característica | Bridas autoblocantes | Bridas reutilizables |
|---|---|---|
| Mecanismo de bloqueo | Acoplamiento irreversible del trinquete con dientes serrados | Mecanismo de liberación por gatillo o diente extendido que permite la desconexión controlada |
| Rango de resistencia a la tracción | 18-175 lbs dependiendo del tamaño | 18-50 lbs (60-80% de la brida autoblocante equivalente) |
| Retención de la fuerza | Constante hasta el fallo catastrófico | 85-90% después de 5 ciclos; 70-75% después de 10 ciclos |
| Coste unitario (cantidad industrial) | $0.05-0.30 | $0.30-1.50 |
| Tiempo de instalación | 15-30 segundos | 15-30 segundos (inicial); 10-20 segundos (reutilización) |
| Método de eliminación | Debe cortarse; no reutilizable | Presione la lengüeta de liberación; totalmente reutilizable |
| Aplicaciones óptimas | Instalaciones eléctricas permanentes, infraestructura exterior, entornos de alta vibración | Montajes temporales, creación de prototipos, equipos de mantenimiento intensivo |
| Resistencia a las vibraciones | Excelente debido al acoplamiento agresivo del trinquete | Bueno pero inferior a los diseños autoblocantes |
| Rango De Temperatura | -40°F a 185°F continuos (nailon 6/6) | -40°F a 185°F continuos (desgaste acelerado por encima de 150°F) |
| Vida útil esperada | 5-10+ años en exteriores (estabilizado contra los rayos UV); décadas en interiores | Se recomiendan 10-20 ciclos de uso antes del reemplazo |
| Consideración del factor de seguridad | Mantiene la resistencia nominal durante toda la vida útil | Requiere tener en cuenta la degradación de la resistencia con los ciclos de uso |
| Evidencia de manipulación | Excelente (debe cortarse para su eliminación) | Ninguna (diseñada para una fácil liberación) |
| Impacto medioambiental | El uso único genera residuos plásticos | La reutilización reduce los residuos en un 80-90% |
Preguntas Frecuentes
¿Pueden las bridas reutilizables alcanzar la misma resistencia a la tracción que las bridas autoblocantes?
No. Las bridas reutilizables suelen alcanzar entre el 60 y el 80 % de la resistencia a la tracción de las bridas autoblocantes de tamaño equivalente debido a las concesiones mecánicas necesarias para sus mecanismos de liberación. La geometría del trinquete debe ser menos agresiva para permitir la liberación, lo que reduce la ventaja mecánica que crea altas fuerzas de sujeción en los diseños autoblocantes. Además, el mecanismo de liberación introduce puntos de concentración de tensión que limitan la máxima resistencia alcanzable.
¿Cuántas veces se puede utilizar una brida reutilizable antes de que sea necesario reemplazarla?
Los lazos de cable reutilizables de calidad suelen durar entre 10 y 20 ciclos de uso antes de que sea necesario reemplazarlos, aunque esto varía según las condiciones de la aplicación y el cuidado en el manejo. La resistencia a la tracción se degrada aproximadamente entre un 5 y un 10 % por ciclo de uso debido a la deformación plástica acumulativa y al desgaste del trinquete. Los lazos deben inspeccionarse antes de cada reutilización y reemplazarse si presentan desgaste visible, grietas o deformación, independientemente del número de ciclos anteriores.
¿Son aceptables las bridas autoblocantes para instalaciones temporales?
Sí, aunque son menos económicas que las alternativas reutilizables para aplicaciones que requieren una reconfiguración frecuente. Las bridas autoblocantes deben cortarse para su eliminación, lo que genera costes de material recurrentes con cada modificación. Sin embargo, su menor coste unitario y su mayor resistencia a la tracción pueden hacerlas preferibles incluso para instalaciones temporales si las modificaciones se producen con poca frecuencia (menos de 3-4 veces durante la vida útil de la instalación) o si se requiere la máxima resistencia.
¿Las bridas para cables estabilizadas contra los rayos UV cuestan significativamente más que las versiones estándar?
Las bridas para cables estabilizadas contra los rayos UV suelen costar entre un 10 y un 20 % más que las versiones estándar de nailon 6/6 debido a los aditivos de negro de humo y las formulaciones especializadas necesarias para la durabilidad en exteriores. Este modesto sobreprecio se justifica fácilmente para aplicaciones en exteriores, ya que las bridas estándar fallarán entre 6 y 12 meses después de la exposición a los rayos UV, mientras que las versiones estabilizadas contra los rayos UV duran entre 5 y 10 años o más. El costo incremental es insignificante en comparación con el gasto de un reemplazo prematuro.
¿Puedo utilizar bridas reutilizables en entornos con alta vibración?
No se recomiendan las bridas reutilizables para aplicaciones con alta vibración. Sus mecanismos de liberación y un acoplamiento de trinquete menos agresivo proporcionan una resistencia a la vibración inferior en comparación con los diseños autoblocantes. La vibración puede causar un aflojamiento gradual o una liberación prematura en las bridas reutilizables, lo que podría permitir que los mazos de cables se desplacen o se separen. En entornos con alta vibración, se deben especificar bridas autoblocantes con clasificaciones de resistencia a la tracción y factores de seguridad adecuados.
