
La fabrication de barres omnibus pour disjoncteurs miniatures (MCB) représente une interaction sophistiquée entre la science des matériaux, l'ingénierie de précision et l'automatisation avancée. Ces composants conducteurs, essentiels pour une distribution efficace de l'énergie dans les systèmes électriques, sont soumis à un processus de production méticuleusement orchestré pour garantir leur fiabilité, leur sécurité et leurs performances. Ce rapport synthétise les dernières avancées en matière de fabrication de barres MCB, en s'appuyant sur les pratiques industrielles, les innovations en matière de brevets et les tendances émergentes.
Sélection et préparation des matériaux
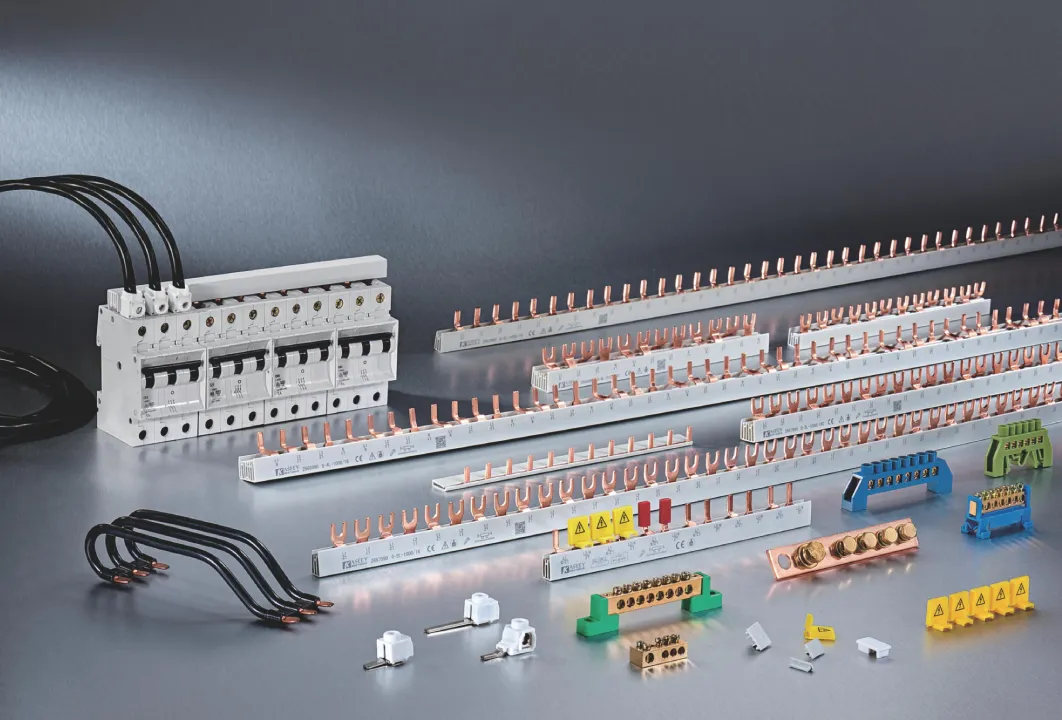
Matériaux de base : Cuivre ou aluminium
Le cuivre reste le matériau prédominant pour les barres omnibus MCB en raison de sa conductivité électrique supérieure (environ 58,0 × 10⁶ S/m) et de sa stabilité thermique. Sa résistance mécanique élevée le rend idéal pour les applications à courant élevé, en particulier dans les environnements industriels où les densités de courant dépassent 100 A/mm². L'aluminium, qui possède 60% de la conductivité du cuivre mais seulement 30% de son poids, offre une alternative économique pour les systèmes résidentiels à basse tension. Les innovations récentes en matière de composites bimétalliques, telles que les barres omnibus en aluminium recouvertes de cuivre, combinent la conductivité superficielle du cuivre avec le noyau léger de l'aluminium, atteignant une densité de 3,63 g/cm³ par rapport aux 8,96 g/cm³ du cuivre pur.
Préparation de la surface et collage métallurgique
La fabrication des barres hybrides commence par un brossage mécanique destiné à éliminer les couches d'oxyde de la tige d'aluminium (âme) et du tube de cuivre (revêtement). Des brosses en acier à grande vitesse tournent à 1 200-1500 tours/minute pour récurer les surfaces et garantir la propreté des interfaces. Une purge ultérieure à l'argon empêche l'oxydation pendant l'assemblage, le noyau d'aluminium étant inséré dans la gaine de cuivre dans des conditions atmosphériques contrôlées.
Une phase critique consiste à chauffer le composite à 600-660°C dans des fours à induction, puis à l'étirer hydrauliquement pour obtenir une liaison métallurgique. Ce processus réduit la résistance interfaciale à <0,5 µΩ-m² tout en maintenant une épaisseur de couche de cuivre de 0,1-0,3 mm. Après l'étirage, le bimétal subit un laminage à froid dans des laminoirs à plusieurs étages pour obtenir les dimensions finales, avec des tolérances de ±0,05 mm pour l'épaisseur et de ±0,1 mm pour la largeur.
Procédés de fabrication de précision
Usinage CNC et automatisation
La production moderne de barres MCB s'appuie sur des systèmes de commande numérique par ordinateur (CNC) qui intègrent trois opérations principales :
- Découpage : Les presses cisailles servo-motorisées découpent le cuivre et l'aluminium avec une précision de ±0,1 mm à des cadences allant jusqu'à 120 coupes/minute.
- Poinçonnage : Les poinçons à tourelle créent des trous de montage et des points de connexion à l'aide d'outils en carbure, avec une précision de positionnement de ±0,02 mm.
- Pliage : Des bras hydrauliques programmables permettent de réaliser des géométries complexes avec une précision d'angle de pliage de ±0,5°.
L'adoption de machines CNC 3-en-1 réduit les temps de réglage de 70% par rapport aux systèmes discrets, tandis que les algorithmes de maintenance prédictive basés sur l'IoT diminuent les temps d'arrêt de 40%.
Isolation et revêtement
Après le formage, les barres omnibus subissent des traitements de surface afin d'améliorer leurs performances :
- Placage électrolytique : Les revêtements d'étain ou d'argent (5-20 µm d'épaisseur) réduisent la résistance de contact à <10 µΩ tout en empêchant l'oxydation.
- Isolation : L'encapsulation par extrusion de PVC ou d'époxy permet d'appliquer des couches isolantes de 0,5 à 1,2 mm ayant une rigidité diélectrique de 5000 V. Des systèmes de vision automatisés contrôlent l'uniformité du revêtement à 200 images/seconde, rejetant les défauts >50 µm.
Assurance de la qualité et essais
Validation des performances électriques
Chaque jeu de barres est soumis à des tests rigoureux :
- Capacité de charge actuelle : Des essais de charge de 24 heures au courant nominal de 125% (par exemple, 125A pour les modèles C45) surveillent l'augmentation de la température, en maintenant ΔT <50°C.
- Résistance de contact : Les mesures Kelvin à quatre bornes vérifient la résistance <50 µΩ pour le cuivre et <85 µΩ pour les variantes en aluminium.
- Résistance aux courts-circuits : Des courants de défaut de 10 kA appliqués pendant 100 ms valident la stabilité thermique sans déformation.
Essais mécaniques et environnementaux
- Essais de vibration : Les balayages sinusoïdaux de 5 à 500 Hz simulent des charges opérationnelles sur 10 ans conformément à la norme IEC 61439-3.
- Résistance à la corrosion : Les tests de pulvérisation saline de 1000 heures (ASTM B117) garantissent une dégradation de la surface <5%.
Pratiques de fabrication durable
Efficacité des ressources
- Recyclage des matériaux : En boucle fermée des systèmes de récupérer 98% de déchets de cuivre par l'induction de fonte, de réduction de la vierge de l'utilisation de matériel de 35%.
- Récupération d'énergie : Les entraînements régénératifs des machines CNC récupèrent 25% d'énergie de freinage.
Innovations écologiques
- Nano-couches : Les isolants à base de graphène améliorent la conductivité thermique de 300% tout en réduisant de moitié l'utilisation de matériaux.
- Allègement : Les conceptions optimisées sur le plan topologique réduisent la masse des barres omnibus en aluminium de 22% sans compromettre l'ampacité.
Orientations futures de la technologie des jeux de barres MCB
Intégration de la fabrication intelligente
- Jumeaux numériques : Les simulations de processus en temps réel ajustent les paramètres d'usinage à l'aide d'algorithmes AI/ML, améliorant les taux de rendement à 99,8%.
- Fabrication additive : La fusion laser sur lit de poudre permet de créer des canaux de refroidissement internes complexes, ce qui augmente la densité de courant de 40%.
Développements spécifiques aux applications
- Systèmes d'alimentation électrique pour véhicules électriques : Les jeux de barres refroidis par liquide avec capteurs de température intégrés supportent les architectures 800V à 500A en continu.
- Conceptions modulaires : Les barres de bus en peigne à verrouillage permettent une reconfiguration sur le terrain, ce qui réduit le temps d'installation de 60%.
Conclusion
L'évolution de la fabrication des jeux de barres MCB reflète les tendances plus générales de l'électrification et de l'industrie durable. Des composites bimétalliques aux lignes de production pilotées par l'IA, ces avancées permettent aux barres omnibus de répondre aux demandes croissantes en matière d'efficacité énergétique (dépassant 99,5% de rétention de la conductivité sur 20 ans) et de respect de l'environnement. À mesure que l'électrification mondiale s'accélère, l'innovation continue dans la science des matériaux et la fabrication intelligente feront des barres omnibus MCB des composants essentiels des réseaux électriques de la prochaine génération.
