
Die Herstellung von MCB-Sammelschienen ist ein ausgeklügeltes Zusammenspiel von Materialwissenschaft, Präzisionstechnik und fortschrittlicher Automatisierung. Diese leitfähigen Komponenten, die für eine effiziente Stromverteilung in elektrischen Systemen entscheidend sind, durchlaufen einen sorgfältig orchestrierten Produktionsprozess, um Zuverlässigkeit, Sicherheit und Leistung zu gewährleisten. Dieser Bericht fasst die neuesten Fortschritte bei der Herstellung von MCB-Sammelschienen zusammen und gibt Einblicke in industrielle Praktiken, Patentinnovationen und neue Trends.
Materialauswahl und Vorbereitung
Kernmaterialien: Kupfer vs. Aluminium
Kupfer ist nach wie vor das vorherrschende Material für MCB-Sammelschienen aufgrund seiner hervorragenden elektrischen Leitfähigkeit (ca. 58,0 × 10⁶ S/m) und thermischen Stabilität. Seine hohe mechanische Festigkeit macht es ideal für Hochstromanwendungen, insbesondere in industriellen Umgebungen, wo die Stromdichte 100 A/mm² übersteigt. Aluminium bietet mit 60% der Leitfähigkeit von Kupfer, aber nur 30% seines Gewichts, eine kostengünstige Alternative für Niederspannungssysteme im Wohnbereich. Jüngste Innovationen im Bereich der Bimetall-Verbundwerkstoffe, wie z. B. kupferkaschierte Aluminiumsammelschienen, kombinieren die Oberflächenleitfähigkeit von Kupfer mit dem leichten Kern von Aluminium und erreichen eine Dichte von 3,63 g/cm³ im Vergleich zu 8,96 g/cm³ bei reinem Kupfer.
Oberflächenvorbereitung und metallurgische Bindung
Die Herstellung von Hybrid-Sammelschienen beginnt mit mechanischem Bürsten, um Oxidschichten sowohl von der Aluminiumstange (Kern) als auch vom Kupferrohr (Mantel) zu entfernen. Hochgeschwindigkeits-Stahlbürsten rotieren mit 1200-1500 Umdrehungen pro Minute, um die Oberflächen zu scheuern und saubere Schnittstellen zu gewährleisten. Die anschließende Spülung mit Argongas verhindert die Oxidation während der Montage, bei der der Aluminiumkern unter kontrollierten atmosphärischen Bedingungen in den Kupfermantel eingesetzt wird.
In einer kritischen Phase wird der Verbundwerkstoff in Induktionsöfen auf 600-660°C erhitzt und anschließend hydraulisch gezogen, um eine metallurgische Verbindung zu erreichen. Dieses Verfahren reduziert den Grenzflächenwiderstand auf <0,5 µΩ-m², wobei eine Kupferschichtdicke von 0,1-0,3 mm erhalten bleibt. Nach dem Ziehen wird das Bimetall in mehrstufigen Walzwerken kaltgewalzt, um die endgültigen Abmessungen zu erreichen, mit Toleranzen von ±0,05 mm für die Dicke und ±0,1 mm für die Breite.
Präzisionsfertigungsverfahren
CNC-Bearbeitung und Automatisierung
Die moderne Produktion von MCB-Sammelschienen nutzt computergestützte numerische Steuerungssysteme (CNC), die drei Kernprozesse integrieren:
- Schneiden: Servoangetriebene Scherenpressen schneiden Kupfer-/Aluminiummaterial mit einer Genauigkeit von ±0,1 mm bei einer Geschwindigkeit von bis zu 120 Schnitten/Minute.
- Stanzen: Revolverstempel erzeugen Befestigungslöcher und Verbindungspunkte mit Hartmetallwerkzeugen und erreichen eine Positionsgenauigkeit von ±0,02 mm.
- Biegen: Programmierbare Hydraulikarme formen komplexe Geometrien mit einer Biegewinkelgenauigkeit von ±0,5°.
Der Einsatz von 3-in-1-CNC-Maschinen reduziert die Rüstzeiten im Vergleich zu Einzelsystemen um 70%, während IoT-fähige Algorithmen zur vorausschauenden Wartung die Ausfallzeiten um 40% verringern.
Isolierung und Beschichtung
Nach der Formgebung werden die Stromschienen einer Oberflächenbehandlung unterzogen, um die Leistung zu verbessern:
- Galvanische Beschichtung: Zinn- oder Silberbeschichtungen (5-20 µm dick) reduzieren den Kontaktwiderstand auf <10 µΩ und verhindern gleichzeitig die Oxidation.
- Isolierung: Bei der PVC- oder Epoxidverkapselung durch Extrusionsbeschichtung werden 0,5-1,2 mm dicke Isolierschichten aufgebracht, die für eine Durchschlagsfestigkeit von 5000 V ausgelegt sind. Automatisierte Bildverarbeitungssysteme prüfen die Gleichmäßigkeit der Beschichtung mit 200 Bildern/Sekunde und weisen Defekte >50 µm zurück.
Qualitätssicherung und Prüfung
Validierung der elektrischen Leistung
Jede Stromschiene wird strengen Tests unterzogen:
- Derzeitige Tragfähigkeit: 24-stündige Lasttests bei 125% Nennstrom (z. B. 125A für C45-Modelle) überwachen den Temperaturanstieg und halten ΔT <50°C.
- Durchgangswiderstand: Vierpolige Kelvin-Messungen bestätigen einen Widerstand <50 µΩ für Kupfer- und <85 µΩ für Aluminiumvarianten.
- Kurzschlussfestigkeit: 10 kA Fehlerströme für 100 ms bestätigen die thermische Stabilität ohne Verformung.
Mechanische und Umweltprüfungen
- Vibrationsprüfung: 5-500-Hz-Sinus-Sweeps simulieren 10-jährige Betriebslasten gemäß IEC 61439-3.
- Korrosionsbeständigkeit: 1000-stündige Salzsprühnebeltests (ASTM B117) gewährleisten einen Oberflächenverschleiß von <5%.
Nachhaltige Herstellungspraktiken
Ressourceneffizienz
- Material-Recycling: In geschlossenen Kreisläufen werden 98% Kupferschrott durch Induktionsschmelzen zurückgewonnen, was den Einsatz von Neumaterial um 35% reduziert.
- Energierückgewinnung: Rückspeisefähige Antriebe in CNC-Maschinen gewinnen 25% an Bremsenergie zurück.
Umweltverträgliche Innovationen
- Nano-Beschichtungen: Mit Graphen verstärkte Isolierungen verbessern die Wärmeleitfähigkeit um 300% und halbieren gleichzeitig den Materialverbrauch.
- Gewichtsreduzierung: Topologieoptimierte Designs reduzieren die Masse der Aluminiumsammelschienen um 22%, ohne die Strombelastbarkeit zu beeinträchtigen.
Zukünftige Wege in der MCB-Sammelschienentechnologie
Integration intelligenter Fertigung
- Digitale Zwillinge: Prozesssimulationen in Echtzeit passen die Bearbeitungsparameter mithilfe von AI/ML-Algorithmen an und verbessern die Ausbeute auf 99,8%.
- Additive Fertigung: Das Laser-Pulverbettschmelzen ermöglicht komplexe interne Kühlkanäle und erhöht die Stromdichte um 40%.
Anwendungsspezifische Entwicklungen
- EV Power Systems: Flüssigkeitsgekühlte Stromschienen mit integrierten Temperatursensoren unterstützen 800-V-Architekturen bei 500 A Dauerstrom.
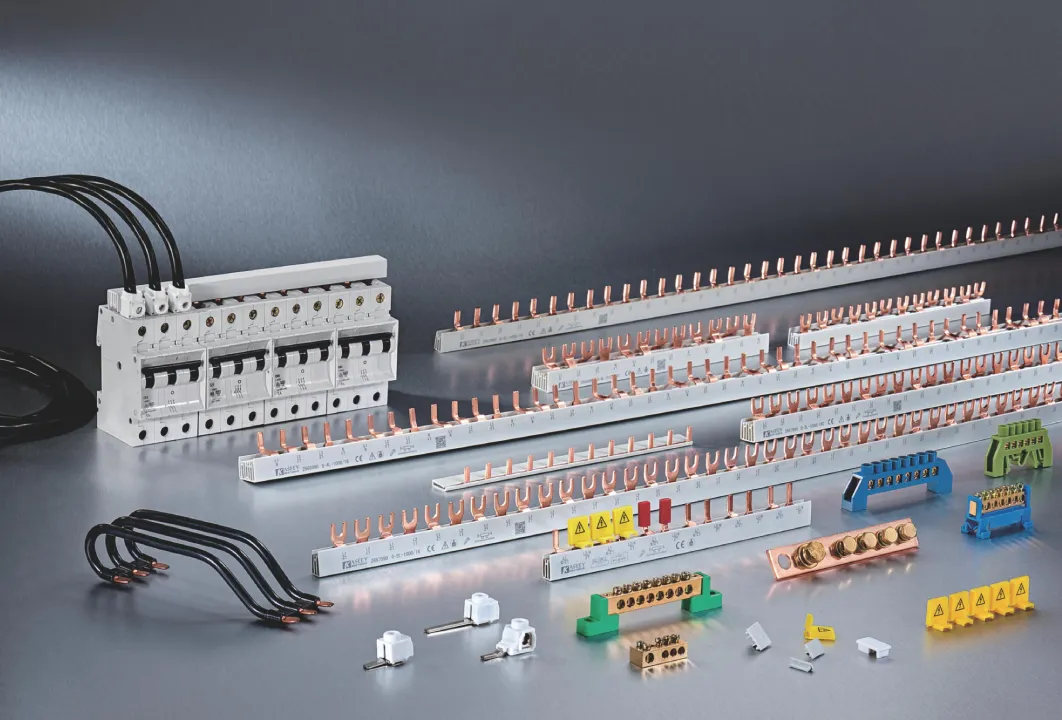
- Modulare Entwürfe: Ineinandergreifende Kamm-Sammelschienen ermöglichen eine Neukonfiguration vor Ort und verkürzen die Installationszeit um 60%.
Fazit
Die Entwicklung der MCB-Sammelschienenfertigung spiegelt die allgemeinen Trends in der Elektrifizierung und der nachhaltigen Industrie wider. Von Bimetall-Verbundwerkstoffen bis hin zu KI-gesteuerten Produktionslinien ermöglichen diese Fortschritte den Sammelschienen, die steigenden Anforderungen an Energieeffizienz (mehr als 99,5% Leitfähigkeitserhalt über 20 Jahre) und Umweltverträglichkeit zu erfüllen. Da sich die weltweite Elektrifizierung beschleunigt, werden kontinuierliche Innovationen in der Materialwissenschaft und der intelligenten Fertigung MCB-Sammelschienen als zentrale Komponenten in den Stromnetzen der nächsten Generation positionieren.
