
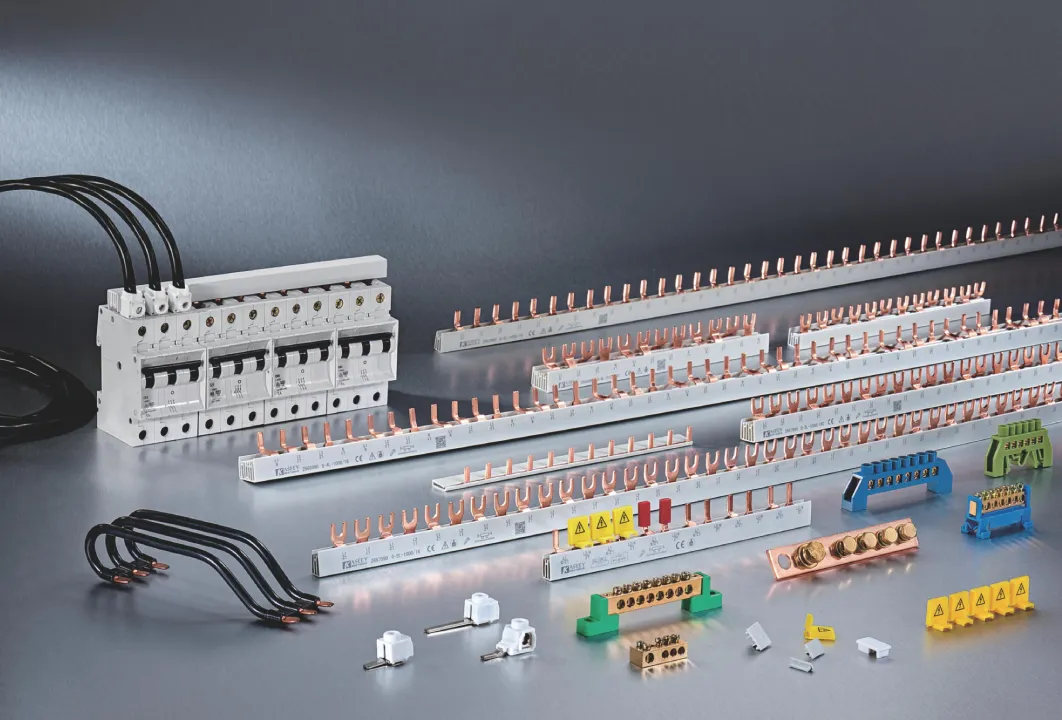
Производство шин для миниатюрных автоматических выключателей (MCB) представляет собой сложное взаимодействие материаловедения, точного машиностроения и передовой автоматизации. Эти токопроводящие компоненты, критически важные для эффективного распределения энергии в электрических системах, проходят тщательно организованный производственный процесс для обеспечения надежности, безопасности и производительности. В данном отчете обобщены последние достижения в области производства шин MCB с учетом промышленной практики, патентных инноваций и возникающих тенденций.
Выбор и подготовка материалов
Материалы сердечника: Медь и алюминий
Медь остается преобладающим материалом для шин MCB благодаря своей превосходной электропроводности (около 58,0 × 10⁶ С/м) и термической стабильности. Высокая механическая прочность делает ее идеальным материалом для сильноточных приложений, особенно в промышленных условиях, где плотность тока превышает 100 А/мм². Алюминий, обладающий проводимостью, равной 60% проводимости меди, но весом всего 30%, представляет собой экономичную альтернативу для низковольтных бытовых систем. Последние инновации в области биметаллических композитов, таких как алюминиевые шины с медным покрытием, сочетают поверхностную проводимость меди с легким сердечником из алюминия, достигая плотности 3,63 г/см³ по сравнению с 8,96 г/см³ чистой меди.
Подготовка поверхности и металлургическое соединение
Производство гибридных шин начинается с механической чистки для удаления оксидных слоев как с алюминиевого стержня (сердечника), так и с медной трубки (плакировки). Высокоскоростные стальные щетки вращаются со скоростью 1200-1500 об/мин, очищая поверхности, обеспечивая чистоту интерфейсов. Последующая продувка аргоновым газом предотвращает окисление во время сборки, при этом алюминиевый стержень вставляется в медную оболочку в контролируемых атмосферных условиях.
Критический этап включает в себя нагрев композита до 600-660°C в индукционных печах с последующей гидравлической вытяжкой для достижения металлургического сцепления. Этот процесс позволяет снизить межфазное сопротивление до <0,5 мкОм-м² при толщине медного слоя 0,1-0,3 мм. После вытяжки биметалл подвергается холодной прокатке на многоступенчатых станах для достижения окончательных размеров с допусками ±0,05 мм по толщине и ±0,1 мм по ширине.
Прецизионные производственные процессы
Обработка и автоматизация с ЧПУ
Современное производство шин MCB использует системы компьютерного числового управления (ЧПУ), объединяющие три основные операции:
- Резка: Ножницы с сервоприводом нарезают медные/алюминиевые заготовки с точностью ±0,1 мм со скоростью до 120 резов в минуту.
- Удар: Револьверные пуансоны создают монтажные отверстия и места соединений с помощью твердосплавного инструмента, обеспечивая точность позиционирования ±0,02 мм.
- Сгибание: Программируемые гидравлические рычаги формируют сложные геометрические формы с точностью до угла изгиба ±0,5°.
Внедрение станков с ЧПУ "3 в 1" сокращает время наладки на 70% по сравнению с дискретными системами, а алгоритмы предиктивного обслуживания с поддержкой IoT снижают время простоя на 40%.
Изоляция и покрытие
После формовки шины подвергаются поверхностной обработке для улучшения эксплуатационных характеристик:
- Гальваническое покрытие: Оловянные или серебряные покрытия (толщиной 5-20 мкм) снижают контактное сопротивление до <10 мкОм, предотвращая окисление.
- Изоляция: При экструзионном покрытии ПВХ или эпоксидной смолой наносится изоляционный слой толщиной 0,5-1,2 мм, рассчитанный на диэлектрическую прочность 5000 В. Автоматизированные системы технического зрения контролируют равномерность покрытия со скоростью 200 кадров в секунду, отбраковывая дефекты >50 мкм.
Обеспечение качества и тестирование
Проверка электрических характеристик
Каждая шина проходит тщательное тестирование:
- Текущая несущая способность: 24-часовые нагрузочные испытания при номинальном токе 125% (например, 125A для моделей C45) контролируют повышение температуры, поддерживая ΔT <50°C.
- Сопротивление контактов: Четырехконтактные измерения Кельвина подтверждают сопротивление <50 мкОм для медных и <85 мкОм для алюминиевых вариантов.
- Выдерживает короткое замыкание: Ток повреждения 10 кА, приложенный в течение 100 мс, подтверждает термическую стабильность без деформации.
Механические и экологические испытания
- Вибрационные испытания: Синусоидальная развертка 5-500 Гц имитирует 10-летние эксплуатационные нагрузки в соответствии с IEC 61439-3.
- Устойчивость к коррозии: 1000-часовые испытания в соляном тумане (ASTM B117) обеспечивают разрушение поверхности <5%.
Устойчивая производственная практика
Эффективность использования ресурсов
- Переработка материалов: Системы замкнутого цикла восстанавливают 98% медного лома путем индукционной плавки, сокращая использование первичного материала на 35%.
- Восстановление энергии: Рекуперативные приводы в станках с ЧПУ рекуперируют 25% энергии торможения.
Экологически чистые инновации
- Нанопокрытия: Изоляция с усиленным графеном улучшает теплопроводность на 300%, вдвое снижая расход материала.
- Облегчение: Оптимизированная по топологии конструкция позволяет уменьшить массу алюминиевых шин на 22% без снижения амплитуды.
Будущие направления в технологии сборных шин MCB
Интеграция интеллектуального производства
- Цифровые близнецы: Моделирование процесса в реальном времени регулирует параметры обработки с помощью алгоритмов AI/ML, повышая выход продукции до 99,8%.
- Аддитивное производство: Лазерная плавка порошка позволяет создавать сложные внутренние каналы охлаждения, увеличивая плотность тока на 40%.
Разработки для конкретных приложений
- Системы электропитания EV: Шины с жидкостным охлаждением и встроенными температурными датчиками поддерживают архитектуры с напряжением 800 В при непрерывном токе 500 А.
- Модульные конструкции: Взаимоблокирующиеся гребенчатые шины позволяют изменять конфигурацию в полевых условиях, сокращая время монтажа на 60%.
Заключение
Эволюция производства шин MCB отражает более широкие тенденции в области электрификации и устойчивого развития промышленности. От биметаллических композитов до производственных линий, управляемых искусственным интеллектом, эти достижения позволяют шинам удовлетворять растущие требования к энергоэффективности (превышение 99,5% по проводимости в течение 20 лет) и соответствию экологическим нормам. По мере ускорения процесса глобальной электрификации непрерывные инновации в области материаловедения и интеллектуального производства позволят шинам MCB стать ключевыми компонентами электросетей следующего поколения.
Связанный блог
Пользовательские автоматический выключатель шина производитель
