
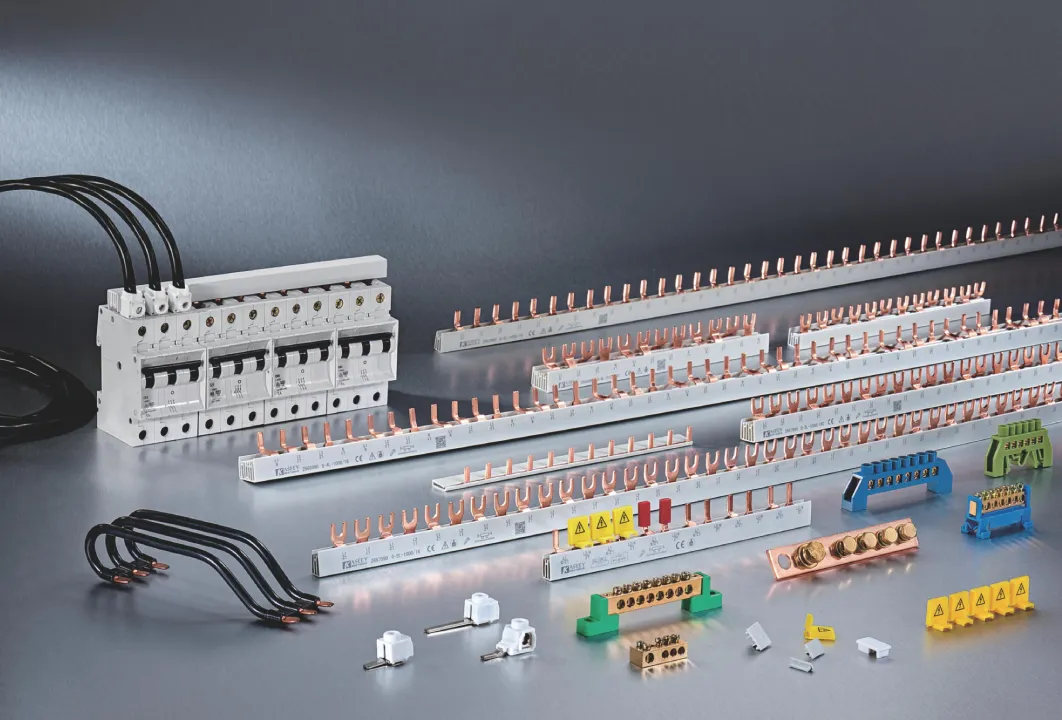
La fabricación de barras conductoras para interruptores en miniatura (MCB) representa una sofisticada interacción de ciencia de los materiales, ingeniería de precisión y automatización avanzada. Estos componentes conductores, fundamentales para la distribución eficiente de la energía en los sistemas eléctricos, se someten a un proceso de producción meticulosamente orquestado para garantizar la fiabilidad, la seguridad y el rendimiento. Este informe sintetiza los últimos avances en la fabricación de barras colectoras MCB, a partir de prácticas industriales, patentes innovadoras y tendencias emergentes.
Selección y preparación del material
Materiales del núcleo: Cobre frente a aluminio
El cobre sigue siendo el material predominante para las barras colectoras MCB debido a su conductividad eléctrica superior (aproximadamente 58,0 × 10⁶ S/m) y a su estabilidad térmica. Su elevada resistencia mecánica lo hace ideal para aplicaciones de alta corriente, especialmente en entornos industriales donde las densidades de corriente superan los 100 A/mm². El aluminio, con 60% de la conductividad del cobre pero sólo 30% de su peso, ofrece una alternativa rentable para los sistemas residenciales de baja tensión. Las recientes innovaciones en compuestos bimetálicos, como las barras conductoras de aluminio revestidas de cobre, combinan la conductividad superficial del cobre con el núcleo ligero del aluminio, alcanzando una densidad de 3,63 g/cm³ en comparación con los 8,96 g/cm³ del cobre puro.
Preparación de la superficie y adhesión metalúrgica
La fabricación de barras colectoras híbridas comienza con un cepillado mecánico para eliminar las capas de óxido tanto de la varilla de aluminio (núcleo) como del tubo de cobre (revestimiento). Los cepillos de acero de alta velocidad giran a 1.200-1.500 RPM para limpiar las superficies y garantizar la limpieza de las interfaces. La posterior purga con gas argón evita la oxidación durante el montaje, con el núcleo de aluminio insertado en el revestimiento de cobre en condiciones atmosféricas controladas.
Una fase crítica consiste en calentar el compuesto a 600-660 °C en hornos de inducción, seguido de un estirado hidráulico para lograr la unión metalúrgica. Este proceso reduce la resistencia interfacial a <0,5 µΩ-m² manteniendo un espesor de capa de cobre de 0,1-0,3 mm. Tras la embutición, el bimetal se somete a laminación en frío en trenes de varias etapas para conseguir las dimensiones finales, con tolerancias de ±0,05 mm para el grosor y ±0,1 mm para la anchura.
Procesos de fabricación de precisión
Mecanizado CNC y automatización
La producción moderna de barras colectoras MCB aprovecha los sistemas de control numérico por ordenador (CNC) que integran tres operaciones básicas:
- Cortando: Las prensas cizallas servoaccionadas cortan material de cobre/aluminio con una precisión de ±0,1 mm a velocidades de hasta 120 cortes/minuto.
- Puñetazos: Los punzones de torreta crean orificios de montaje y puntos de conexión mediante herramientas de metal duro, alcanzando una precisión posicional de ±0,02 mm.
- Doblando: Los brazos hidráulicos programables forman geometrías complejas con una precisión del ángulo de plegado de ±0,5°.
La adopción de máquinas CNC 3 en 1 reduce los tiempos de preparación en 70% en comparación con los sistemas discretos, mientras que los algoritmos de mantenimiento predictivo habilitados para IoT disminuyen el tiempo de inactividad en 40%.
Aislamiento y revestimiento
Tras el conformado, las barras colectoras se someten a tratamientos superficiales para mejorar su rendimiento:
- Galvanoplastia: Los revestimientos de estaño o plata (de 5 a 20 µm de espesor) reducen la resistencia de contacto a <10 µΩ al tiempo que evitan la oxidación.
- Aislamiento: El encapsulado de PVC o epoxi mediante recubrimiento por extrusión aplica capas aislantes de 0,5-1,2 mm con una resistencia dieléctrica nominal de 5000 V. Los sistemas de visión automatizados inspeccionan la uniformidad del revestimiento a 200 fotogramas/segundo, rechazando defectos >50 µm.
Garantía de calidad y pruebas
Validación del rendimiento eléctrico
Cada barra se somete a rigurosas pruebas:
- Capacidad de carga actual: Las pruebas de carga de 24 horas a una corriente nominal de 125% (por ejemplo, 125A para los modelos C45) controlan el aumento de temperatura, manteniendo ΔT <50°C.
- Resistencia de contacto: Las mediciones Kelvin de cuatro terminales verifican una resistencia <50 µΩ para las variantes de cobre y <85 µΩ para las de aluminio.
- Resistencia a cortocircuitos: Las corrientes de defecto de 10 kA aplicadas durante 100 ms validan la estabilidad térmica sin deformación.
Pruebas mecánicas y medioambientales
- Pruebas de vibración: Los barridos sinusoidales de 5-500 Hz simulan cargas operativas de 10 años según IEC 61439-3.
- Resistencia a la corrosión: Las pruebas de niebla salina de 1000 horas (ASTM B117) garantizan una degradación de la superficie <5%.
Prácticas de fabricación sostenibles
Eficiencia de los recursos
- Reciclaje de materiales: Los sistemas de circuito cerrado recuperan 98% de chatarra de cobre mediante fusión por inducción, lo que reduce el uso de material virgen en 35%.
- Recuperación de energía: Los accionamientos regenerativos de las máquinas CNC recuperan 25% de energía de frenado.
Innovaciones ecológicas
- Nano-revestimientos: Los aislamientos mejorados con grafeno aumentan la conductividad térmica en 300% y reducen a la mitad el uso de material.
- Aligeramiento: Los diseños de topología optimizada reducen la masa de las barras colectoras de aluminio en 22% sin comprometer la ampacidad.
Futuras direcciones en la tecnología de barras colectoras MCB
Integración de la fabricación inteligente
- Gemelos digitales: Las simulaciones de procesos en tiempo real ajustan los parámetros de mecanizado mediante algoritmos AI/ML, mejorando los índices de rendimiento hasta 99,8%.
- Fabricación aditiva: La fusión del lecho de polvo por láser permite crear complejos canales internos de refrigeración, lo que aumenta la densidad de corriente en 40%.
Desarrollos específicos
- Sistemas de alimentación para VE: Las barras colectoras refrigeradas por líquido con sensores de temperatura integrados admiten arquitecturas de 800 V a 500 A continuos.
- Diseños modulares: Las barras colectoras en peine enclavables permiten la reconfiguración sobre el terreno, lo que reduce el tiempo de instalación en 60%.
Conclusión
La evolución de la fabricación de barras colectoras MCB refleja tendencias más amplias en electrificación e industria sostenible. Desde los compuestos bimetálicos hasta las líneas de producción impulsadas por inteligencia artificial, estos avances permiten a las barras colectoras satisfacer las crecientes demandas de eficiencia energética (que superan el 99,5% de retención de conductividad durante 20 años) y cumplimiento de la normativa medioambiental. A medida que se acelera la electrificación mundial, la innovación continua en ciencia de materiales y fabricación inteligente posicionará a las barras colectoras MCB como componentes fundamentales en las redes eléctricas de próxima generación.
