
ການຜະລິດເຄື່ອງຕັດວົງຈອນປິດຂະໜາດນ້ອຍ (MCB) busbars ເປັນຕົວແທນຂອງການໂຕ້ຕອບທີ່ຊັບຊ້ອນຂອງວິທະຍາສາດວັດສະດຸ, ວິສະວະກໍາຄວາມແມ່ນຍໍາ, ແລະອັດຕະໂນມັດຂັ້ນສູງ. ອົງປະກອບ conductive ເຫຼົ່ານີ້, ສໍາຄັນສໍາລັບການແຜ່ກະຈາຍພະລັງງານປະສິດທິພາບໃນລະບົບໄຟຟ້າ, ໄດ້ຜ່ານຂະບວນການຜະລິດ orchestrated ລະມັດລະວັງເພື່ອຮັບປະກັນຄວາມຫນ້າເຊື່ອຖື, ຄວາມປອດໄພ, ແລະປະສິດທິພາບ. ບົດລາຍງານນີ້ສັງເຄາະຄວາມກ້າວຫນ້າຫລ້າສຸດໃນການຜະລິດ busbar MCB, ແຕ້ມຄວາມເຂົ້າໃຈຈາກການປະຕິບັດອຸດສາຫະກໍາ, ການປະດິດສ້າງສິດທິບັດ, ແລະແນວໂນ້ມທີ່ພົ້ນເດັ່ນຂື້ນ.
ການຄັດເລືອກແລະການກະກຽມວັດສະດຸ
ວັດສະດຸຫຼັກ: ທອງແດງທຽບກັບອາລູມິນຽມ
ທອງແດງຍັງຄົງເປັນວັດສະດຸທີ່ເດັ່ນຊັດສໍາລັບ MCB busbars ເນື່ອງຈາກການນໍາໄຟຟ້າທີ່ດີກວ່າ (ປະມານ 58.0 × 10⁶ S / m) ແລະຄວາມຫມັ້ນຄົງຂອງຄວາມຮ້ອນ. ຄວາມເຂັ້ມແຂງກົນຈັກສູງຂອງມັນເຮັດໃຫ້ມັນເຫມາະສົມສໍາລັບຄໍາຮ້ອງສະຫມັກທີ່ມີໃນປະຈຸບັນສູງ, ໂດຍສະເພາະໃນການຕັ້ງຄ່າອຸດສາຫະກໍາທີ່ຄວາມຫນາແຫນ້ນຂອງປະຈຸບັນເກີນ 100 A / mm². ອະລູມິນຽມ, ທີ່ມີ 60% ຂອງການນໍາຂອງທອງແດງແຕ່ພຽງແຕ່ 30% ຂອງນ້ໍາຫນັກຂອງມັນ, ສະເຫນີທາງເລືອກທີ່ມີປະສິດທິພາບດ້ານຄ່າໃຊ້ຈ່າຍສໍາລັບລະບົບທີ່ຢູ່ອາໄສທີ່ມີແຮງດັນຕ່ໍາ. ການປະດິດສ້າງທີ່ຜ່ານມາໃນອົງປະກອບ bimetal, ເຊັ່ນ: busbars ອາລູມິນຽມທີ່ເຮັດດ້ວຍທອງແດງ, ສົມທົບການນໍາທາງຂອງຫນ້າດິນຂອງທອງແດງກັບແກນອ່ອນຂອງອາລູມິນຽມ, ບັນລຸຄວາມຫນາແຫນ້ນຂອງ 3.63 g / cm³ ເມື່ອທຽບກັບທອງແດງບໍລິສຸດຂອງ 8.96 g / cm³.
ການກະກຽມດ້ານແລະການເຊື່ອມໂລຫະ
ການຜະລິດ busbars ປະສົມເລີ່ມຕົ້ນດ້ວຍການຖູດ້ວຍກົນຈັກເພື່ອເອົາຊັ້ນອອກໄຊອອກຈາກທັງທໍ່ອາລູມິນຽມ (ຫຼັກ) ແລະທໍ່ທອງແດງ (cladding). ແປງເຫຼັກຄວາມໄວສູງ ໝູນຢູ່ທີ່ 1200-1500 RPM ເພື່ອຂັດຜິວ, ຮັບປະກັນສ່ວນຕິດຕໍ່ທີ່ສະອາດ. ການລ້າງອາຍແກັສ argon ຕໍ່ມາປ້ອງກັນການຜຸພັງໃນລະຫວ່າງການປະກອບ, ດ້ວຍແກນອາລູມິນຽມເຂົ້າໄປໃນກາບທອງແດງພາຍໃຕ້ເງື່ອນໄຂບັນຍາກາດທີ່ຄວບຄຸມ.
ໄລຍະທີ່ສໍາຄັນກ່ຽວຂ້ອງກັບການໃຫ້ຄວາມຮ້ອນຂອງອົງປະກອບເປັນ 600-660 ° C ໃນ furnace induction, ປະຕິບັດຕາມໂດຍການແຕ້ມຮູບໄຮໂດຼລິກເພື່ອບັນລຸການຜູກມັດໂລຫະ. ຂະບວນການນີ້ຊ່ວຍຫຼຸດຜ່ອນຄວາມຕ້ານທານຂອງພື້ນຜິວເປັນ <0.5 µΩ·m² ໃນຂະນະທີ່ຮັກສາຄວາມຫນາຂອງຊັ້ນທອງແດງ 0.1–0.3 ມມ. ຫຼັງຈາກແຕ້ມຮູບ, bimetal ຜ່ານການມ້ວນເຢັນໃນໂຮງງານຫຼາຍຂັ້ນຕອນເພື່ອບັນລຸຂະຫນາດສຸດທ້າຍ, ມີຄວາມທົນທານຂອງ ± 0.05 ມມສໍາລັບຄວາມຫນາແລະ ± 0.1 ມມສໍາລັບຄວາມກວ້າງ.
ຂະບວນການຜະລິດທີ່ຊັດເຈນ
ເຄື່ອງຈັກ CNC ແລະອັດຕະໂນມັດ
ການຜະລິດ busbar MCB ທີ່ທັນສະໄຫມ leverages Computer Numerical Control (CNC) ລະບົບການລວມສາມການດໍາເນີນງານຫຼັກ:
- ການຕັດ: ເຄື່ອງກົດຂັດດ້ວຍເຄື່ອງເຊີໂວທີ່ຂັບເຄື່ອນດ້ວຍແຮງດັນໃຫ້ຕັດທອງແດງ/ອາລູມີນຽມທີ່ມີຄວາມຖືກຕ້ອງ ± 0.1 ມມ ດ້ວຍອັດຕາສູງເຖິງ 120 ຕັດຕໍ່ນາທີ.
- ເຈາະ: Turret punches ສ້າງຮູ mounting ແລະຈຸດເຊື່ອມຕໍ່ໂດຍໃຊ້ເຄື່ອງມື carbide, ບັນລຸຄວາມຖືກຕ້ອງຂອງຕໍາແຫນ່ງຂອງ ±0.02 mm.
- ບິດ: ແຂນໄຮໂດຼລິກທີ່ສາມາດຕັ້ງໂຄງການໄດ້ປະກອບເປັນເລຂາຄະນິດທີ່ຊັບຊ້ອນດ້ວຍຄວາມແມ່ນຍໍາຂອງມຸມໂຄ້ງຂອງ ±0.5°.
ການຮັບຮອງເອົາເຄື່ອງຈັກ CNC 3-in-1 ຫຼຸດຜ່ອນເວລາການຕິດຕັ້ງ 70% ເມື່ອປຽບທຽບກັບລະບົບທີ່ບໍ່ຊ້ໍາກັນ, ໃນຂະນະທີ່ລະບົບການຄາດເດົາການບໍາລຸງຮັກສາທີ່ເປີດໃຊ້ດ້ວຍ IoT ຫຼຸດລົງເວລາຢຸດເຮັດວຽກໂດຍ 40%.
insulation ແລະການເຄືອບ
ຫຼັງຈາກການສ້າງ, busbars ໄດ້ຮັບການຮັກສາພື້ນຜິວເພື່ອເພີ່ມປະສິດທິພາບ:
- ການເຄືອບດ້ວຍໄຟຟ້າ: ການເຄືອບກົ່ວຫຼືເງິນ (5-20 µm ຫນາ) ຫຼຸດຜ່ອນການຕໍ່ຕ້ານການຕິດຕໍ່ກັບ <10 µΩໃນຂະນະທີ່ປ້ອງກັນການຜຸພັງ.
- insulation: PVC ຫຼື epoxy encapsulation ຜ່ານ extrusion coating ໃຊ້ 0.5-1.2 mm ຊັ້ນ insulating ຈັດອັນດັບສໍາລັບ 5000 V ຄວາມເຂັ້ມແຂງ dielectric. ລະບົບວິໄສທັດອັດຕະໂນມັດກວດກາຄວາມສອດຄ່ອງຂອງການເຄືອບຢູ່ທີ່ 200 ເຟຣມ / ວິນາທີ, ປະຕິເສດຂໍ້ບົກພ່ອງ > 50 µm.
ການຮັບປະກັນຄຸນນະພາບແລະການທົດສອບ
ການກວດສອບປະສິດທິພາບໄຟຟ້າ
ແຕ່ລະ busbar ຜ່ານການທົດສອບຢ່າງເຂັ້ມງວດ:
- ຄວາມສາມາດໃນການບັນທຸກປະຈຸບັນ: ການທົດສອບການໂຫຼດ 24 ຊົ່ວໂມງຢູ່ທີ່ 125% ຈັດອັນດັບໃນປະຈຸບັນ (ຕົວຢ່າງ: 125A ສໍາລັບແບບ C45) ຕິດຕາມກວດກາອຸນຫະພູມເພີ່ມຂຶ້ນ, ຮັກສາ ΔT <50°C.
- ການຕໍ່ຕ້ານການຕິດຕໍ່: ການວັດແທກ Kelvin ສີ່ຈຸດຢັ້ງຢືນຄວາມຕ້ານທານ <50 µΩ ສໍາລັບທອງແດງ ແລະ <85 µΩ ສໍາລັບຕົວແປອາລູມິນຽມ.
- ທົນຕໍ່ວົງຈອນສັ້ນ: ກະແສຄວາມຜິດ 10 kA ນໍາໃຊ້ສໍາລັບ 100 ms validate ຄວາມຫມັ້ນຄົງຄວາມຮ້ອນໂດຍບໍ່ມີການຜິດປົກກະຕິ.
ການທົດສອບກົນຈັກ ແລະສິ່ງແວດລ້ອມ
- ການທົດສອບການສັ່ນສະເທືອນ: 5-500 Hz sine sweeps ຈໍາລອງການໂຫຼດປະຕິບັດການ 10 ປີຕໍ່ IEC 61439-3.
- ຄວາມຕ້ານທານຕໍ່ການກັດກ່ອນ: ການທົດສອບການສີດເກືອ 1000 ຊົ່ວໂມງ (ASTM B117) ຮັບປະກັນການເຊື່ອມໂຊມຂອງພື້ນຜິວ <5%.
ການປະຕິບັດການຜະລິດແບບຍືນຍົງ
ປະສິດທິພາບຊັບພະຍາກອນ
- ການຣີໄຊເຄິນວັດສະດຸ: ລະບົບວົງປິດການຟື້ນຕົວ 98% ຂອງເສດທອງແດງໂດຍຜ່ານການ melting induction, ຫຼຸດຜ່ອນການນໍາໃຊ້ວັດສະດຸເວີຈິນໄອແລນໂດຍ 35%.
- ການຟື້ນຟູພະລັງງານ: Regenerative drives ໃນເຄື່ອງ CNC ຮັບເອົາ 25% ຂອງພະລັງງານເບກ.
ນະວັດຕະກໍາທີ່ເປັນມິດກັບສິ່ງແວດລ້ອມ
- Nano-Coatings: insulation ທີ່ປັບປຸງ Graphene ປັບປຸງການນໍາຄວາມຮ້ອນໂດຍ 300% ໃນຂະນະທີ່ຫຼຸດຜ່ອນການໃຊ້ວັດສະດຸເຄິ່ງຫນຶ່ງ.
- ນ້ຳໜັກເບົາ: ການອອກແບບ topology-optimized ຫຼຸດຜ່ອນມະຫາຊົນ busbar ອາລູມິນຽມ 22% ໂດຍບໍ່ມີການປະນີປະນອມ ampacity.
ທິດທາງໃນອະນາຄົດໃນ MCB Busbar Technology
ການເຊື່ອມໂຍງການຜະລິດແບບອັດສະລິຍະ
- Digital Twins: ການຈຳລອງຂະບວນການໃນເວລາຈິງປັບຕົວກໍານົດການເຄື່ອງຈັກໂດຍໃຊ້ AI/ML algorithms, ປັບປຸງອັດຕາຜົນຜະລິດເປັນ 99.8%.
- ການຜະລິດສານເຕີມແຕ່ງ: Laser powder bed fusion ຊ່ວຍໃຫ້ຊ່ອງທາງຄວາມເຢັນພາຍໃນທີ່ສັບສົນ, ເພີ່ມຄວາມຫນາແຫນ້ນຂອງປະຈຸບັນໂດຍ 40%.
ການພັດທະນາສະເພາະຂອງແອັບພລິເຄຊັນ
- ລະບົບໄຟຟ້າ EV: busbars ລະບາຍຄວາມຮ້ອນຂອງແຫຼວທີ່ມີເຊັນເຊີອຸນຫະພູມປະສົມປະສານສະຫນັບສະຫນູນສະຖາປັດຕະ 800V ທີ່ 500A ຢ່າງຕໍ່ເນື່ອງ.
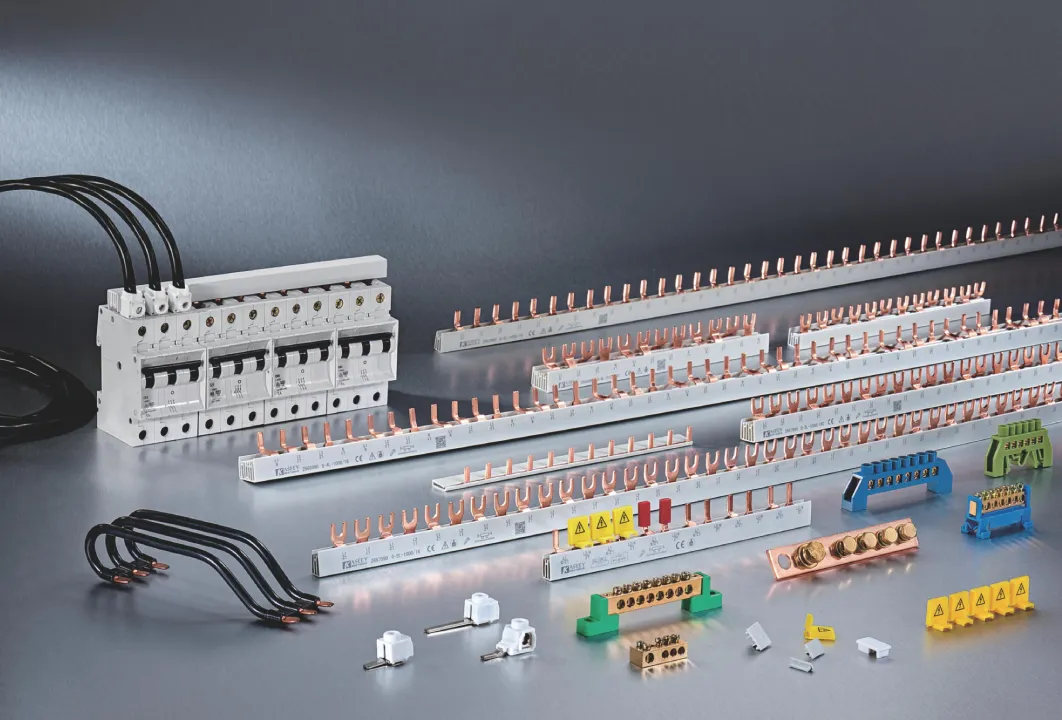
- ການອອກແບບ Modular: interlocking comb-busbars ອະນຸຍາດໃຫ້ການຕັ້ງຄ່າພາກສະຫນາມ, ຫຼຸດຜ່ອນເວລາການຕິດຕັ້ງໂດຍ 60%.
ສະຫລຸບ
ວິວັດທະນາການຂອງການຜະລິດ busbar MCB ສະທ້ອນໃຫ້ເຫັນເຖິງທ່າອ່ຽງທີ່ກວ້າງຂວາງໃນການຜະລິດໄຟຟ້າ ແລະອຸດສາຫະກໍາແບບຍືນຍົງ. ຈາກອົງປະກອບ bimetal ກັບສາຍການຜະລິດທີ່ຂັບເຄື່ອນໂດຍ AI, ຄວາມກ້າວຫນ້າເຫຼົ່ານີ້ເຮັດໃຫ້ busbars ສາມາດຕອບສະຫນອງຄວາມຕ້ອງການທີ່ເພີ່ມຂຶ້ນສໍາລັບການເພີ່ມປະສິດທິພາບພະລັງງານ (ເກີນ 99.5% ການຮັກສາໄວ້ໃນໄລຍະ 20 ປີ) ແລະການປະຕິບັດຕາມສິ່ງແວດລ້ອມ. ໃນຂະນະທີ່ກະແສໄຟຟ້າທົ່ວໂລກເລັ່ງຂຶ້ນ, ການສືບຕໍ່ປະດິດສ້າງໃນວິທະຍາສາດວັດສະດຸ ແລະການຜະລິດທີ່ສະຫຼາດຈະວາງ MCB busbars ເປັນອົງປະກອບຫຼັກໃນເຄືອຂ່າຍໄຟຟ້າລຸ້ນຕໍ່ໄປ.
