
直接的な回答:銅製ラグをどのように選ぶか?
適切な銅製ラグを選ぶには、ラグのバレルを導体サイズおよびより線クラスに適合させ、スタッド穴をボルトまたはバスバー端子に合わせ、接続に適したラグタイプを選択し、適切な圧着または締め付け方法を使用してください。ほとんどの電源接続において、目視による適合確認だけでは不十分です。ケーブルサイズ、ラグサイズ表、圧着ダイス、端子パッド、および環境がすべて一致している必要があります。.
平坦な銅端子またはバスバーに接続される銅導体には、銅製リングラグまたは2穴銅製圧縮ラグが一般的に使用されます。湿気の多い場所、屋外、海洋、バッテリー、または腐食性環境では、スズメッキが耐食性を向上させるため、スズメッキ銅ラグが好まれます。.
銅製ラグ選定表
| 選定項目 | 適合させるべき内容 | よくある間違い |
|---|---|---|
| ケーブルサイズ | AWG、kcmil、またはmm² | バレルサイズではなく見た目の適合性で選定すること |
| 導体材料 | アルミニウムではなく銅導体を使用すること | 銅製ラグをアルミニウムケーブルに直接使用すること |
| バレルタイプ | 標準型、ロングバレル型、ベルマウス型、狭幅端子(ナローパーム)型 | フレキシブルケーブルや細撚線に対して不適切なバレルを使用すること |
| スタッド穴 | M5、M6、M8、M10、M12、1/4インチ、3/8インチなど. | 穴径が大きすぎると接触面積が減少する |
| ラグの種類 | リング型、フォーク型、ピン型、1穴型、2穴型、圧縮型、メカニカル型 | 緩んだ、または回転する接続部の使用 |
| 表面仕上げ | 裸銅または錫メッキ銅 | 過酷な環境や腐食性のある場所での裸銅の使用 |
| 工具 | 正しい圧着工具とダイス | 不適切な圧着による接続部の過熱 |
| の応用 | バスバー、遮断器、バッテリー、端子台、接地 | 適合性を確認せずに同じラグをどこにでも使用すること |
ケーブルラグの概要については、VIOXの ケーブルラグ完全ガイドをご覧ください。. 本記事では、銅製ラグのサイズ、タイプ、および選定に焦点を当てます。.
銅製ラグサイズ表:AWG、kcmil、およびmm²
ラグのバレルは導体サイズと一致している必要があります。北米ではAWGおよびkcmilが一般的であり、IECおよび国際市場ではmm²が一般的です。これらは完全に互換性があるわけではないため、以下の表は実用的な換算リファレンスとして使用し、ラグメーカーの仕様表の代わりとして使用しないでください。.
| AWG / kcmil | 概算導体断面積 | 一般的なメートル法リファレンス | 端子選択に関する注意 |
|---|---|---|---|
| 8AWG | 8.37 mm² | 10 mm²クラス | バレルの適合性を確認すること(10 mm²とは同一ではありません) |
| 6AWG | 13.3 mm² | 16 mm²クラス | 16 mm²と比較されることが多い |
| 4AWG | 21.2 mm² | 25 mm²クラス | 一般的なバッテリーおよび電源ケーブルのサイズ |
| 2AWG | 33.6 mm² | 35 mm²クラス | バレルおよびより線クラスの確認 |
| 1 AWG | 42.4 mm² | 50 mm²クラス | 35 mm²と50 mm²のメートル法サイズ間 |
| 1/0 AWG | 53.5 mm² | 50 mm²クラス | 50 mm²ケーブルの近似参照 |
| 2/0 AWG | 67.4 mm² | 70 mm²クラス | 50 mm²から70 mm²の間 |
| 3/0 AWG | 85.0 mm² | 95 mm²クラス | 正確なラグ(端子)対応表を確認すること |
| 4/0 AWG | 107 mm² | 120 mm²クラス | 120 mm²と比較されることが多い |
| 250 kcmil | 127 mm² | 120/150 mm² クラス | ラグシリーズに依存 |
| 350 kcmil | 177 mm² | 185 mm² クラス | 185 mm² 近似用途 |
| 400 kcmil | 203 mm² | 200/240 mm² クラス | 185 mm² 超 |
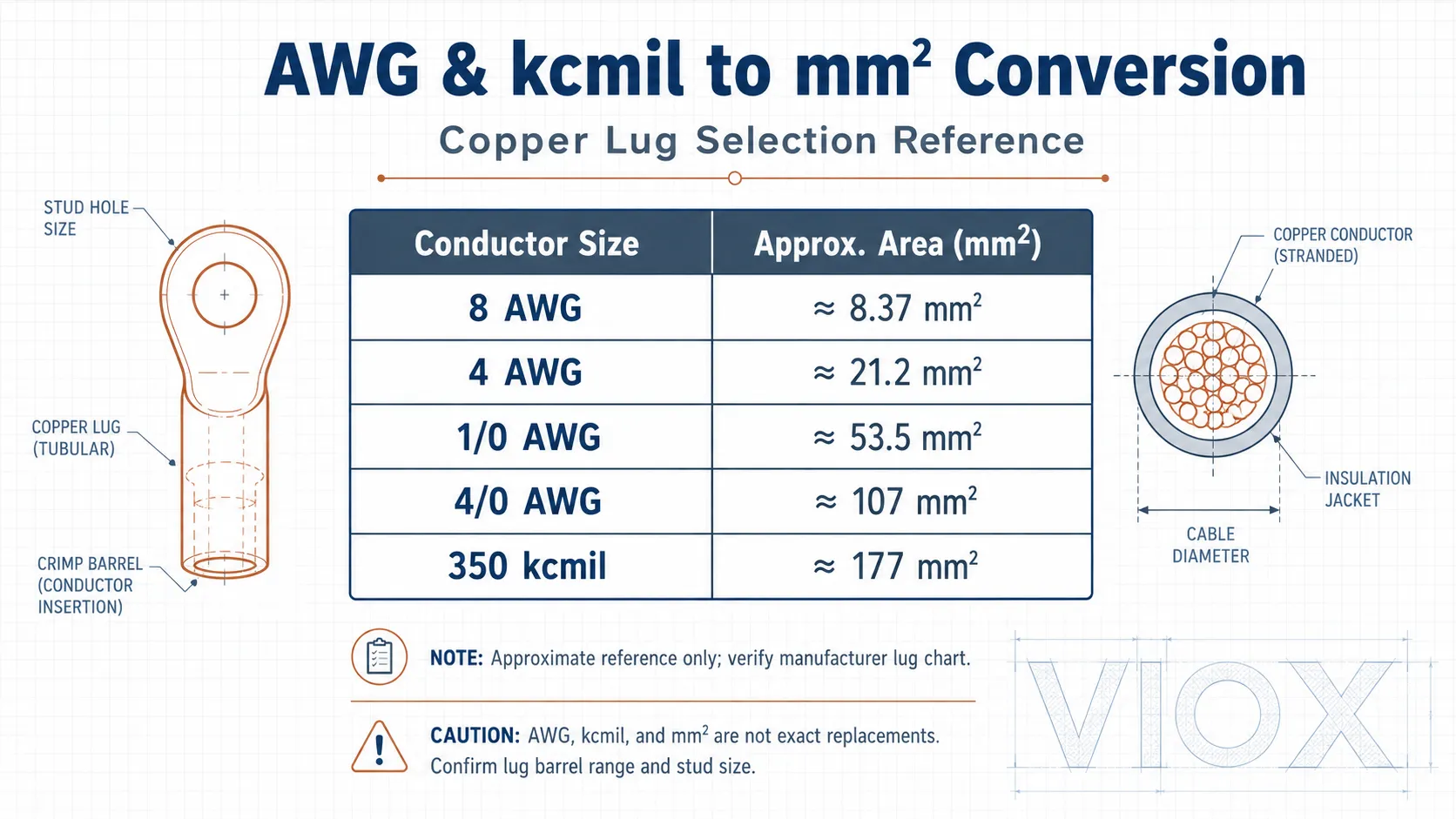
AWGサイズとIECメートル法導体サイズは異なる規格に基づいているため、この換算は近似値です。銅製ラグを選定する際は、ケーブルに印字された正確なサイズを確認し、ラグメーカーのサイズ選定表を使用してください。.
50 mm²または185 mm²のケーブルにはどのサイズのラグを使用しますか?
50 mm²の銅ケーブルの場合、メートル法シリーズのラグを使用するのであれば、50 mm²と刻印されたラグを選択してください。AWG規格では1/0 AWGが50 mm²に近いですが、完全に一致する代替品ではありません。ラグは導体のより線クラスおよび圧着工具と適合している必要があります。.
185 mm²の銅ケーブルの場合、メートル法シリーズの185 mm²と刻印されたラグを選択してください。北米の規格では350 kcmilが185 mm²に近いですが、同様にラグのシリーズと圧着システムを確認する必要があります。.
| ケーブルサイズ | 実用的なラグのガイダンス |
|---|---|
| 50 mm² | メートル法システムでは50 mm²のラグを使用してください。1/0 AWGはあくまで目安です |
| 70 mm² | 70 mm²のラグを使用してください。換算する場合は2/0 AWGと慎重に比較してください |
| 95 mm² | 95 mm²のラグを使用してください。3/0 AWGは近い値ですが同一ではありません |
| 120 mm² | 120 mm²のラグを使用してください。4/0 AWGはおおよその比較対象となります |
| 185 mm² | 185 mm²のラグを使用してください。350 kcmilは近い参考値です |
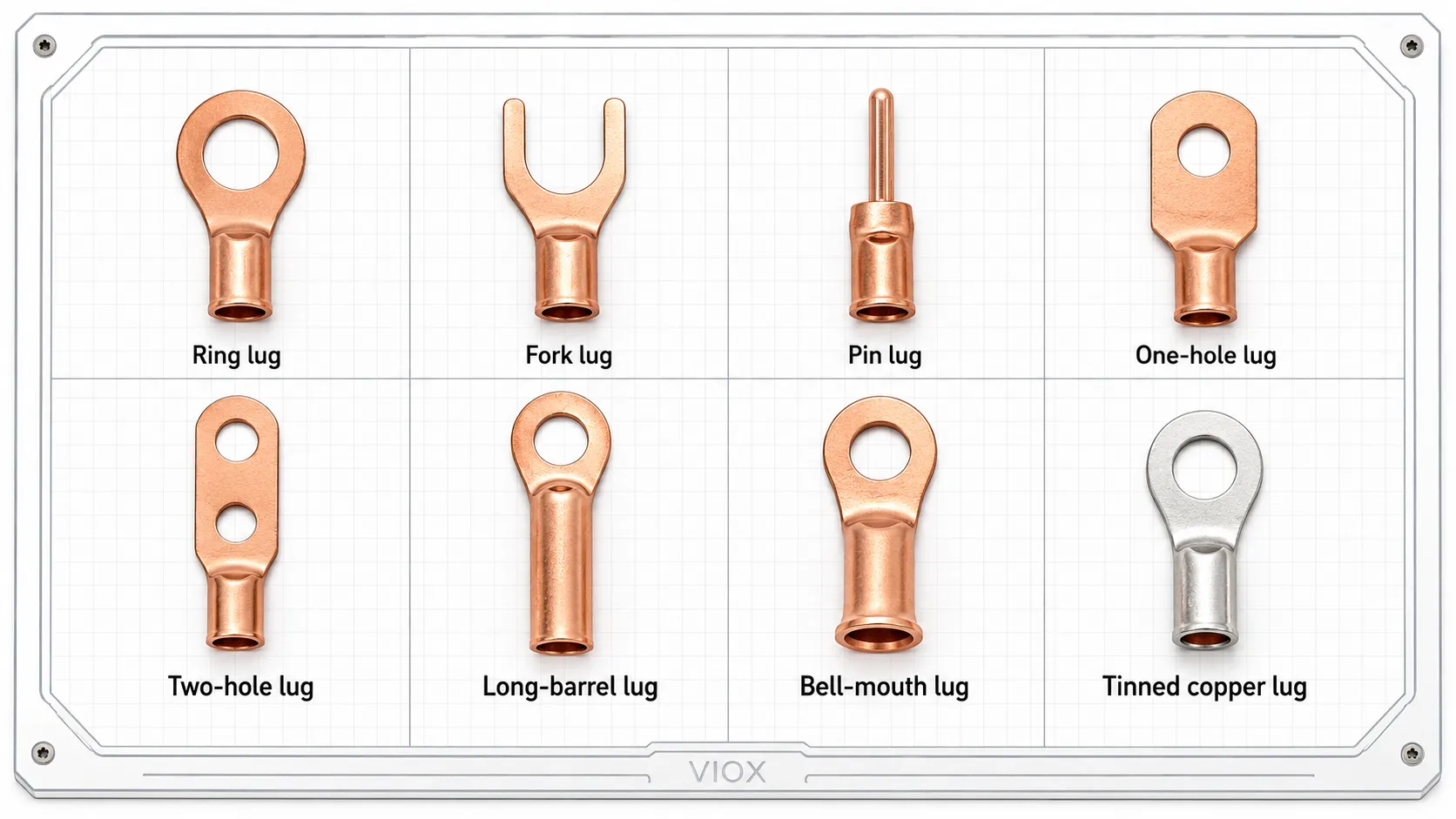
銅製ラグの種類
銅製ラグは、すべての接続部で同じ機械的要件が求められるわけではないため、さまざまな形状が存在します。.
| 銅製ラグのタイプ | 最適な用途 | 誤用した場合の主なリスク |
|---|---|---|
| リング型ラグ / O型ラグ | ボルト締めバスバー、ブレーカー、バッテリー、接地ポイント | スタッド穴の不適合または接触面積の不足 |
| フォーク型 / Y型ラグ | 容易な取り外しが必要なネジ端子 | 振動により緩む可能性がある |
| ピン端子 | 端子台および小型制御配線 | ピンサイズの不適合によりクランプ不良が発生する |
| 1つ穴端子 | 一般的な電源接続 | 適切に固定されていない場合、回転する可能性がある |
| 2つ穴端子 | バスバー、開閉装置、高振動環境下の接続 | 穴の間隔は端子台と一致している必要がある |
| ロングバレル端子 | 高耐久圧着および高い引張強度 | 適切なダイスと圧着回数が必要 |
| ベルマウス端子 | フレキシブル導体または細撚線導体 | 導体クラスへの適合が必須 |
| ナローパーム端子 | コンパクトブレーカーまたは端子スペース | 接触面積は依然として十分である必要がある |
| スズメッキ銅製端子 | 屋外、多湿、海洋、バッテリー、または腐食性のある環境 | 適切な圧着とサイズが依然として必要である |
接続部が振動、熱サイクル、または大電流の影響を受ける場合、基本的な1穴ラグよりも2穴ラグやロングバレルラグの方が適している可能性がある。.
圧縮ラグとメカニカルラグの比較
圧縮ラグとメカニカルラグは、導体を機器に接続するという同じ基本的な問題を解決するものである。取り付け方法が異なる。.
| ラグの種類 | 仕組み | 最適 | 注意 |
|---|---|---|---|
| 圧縮端子 | ダイスと工具を使用して導体に圧着 | 恒久的な低抵抗の電力接続 | 不適切なダイスや不完全な圧着は過熱の原因となる |
| メカニカルラグ | ネジまたはボルトによる導体の締め付け | 現場保守および取り外し可能な接続 | トルクと導体クラスが重要 |
| はんだ付け端子 | 導体ははんだ付けされている | 小型または特殊な用途 | 大電流の電源接続には推奨されない |
| せん断ボルト端子 | 目標トルクに達するとボルト頭部が破断する | 公益事業および現場での設置 | メーカーの指示に厳密に従うこと |
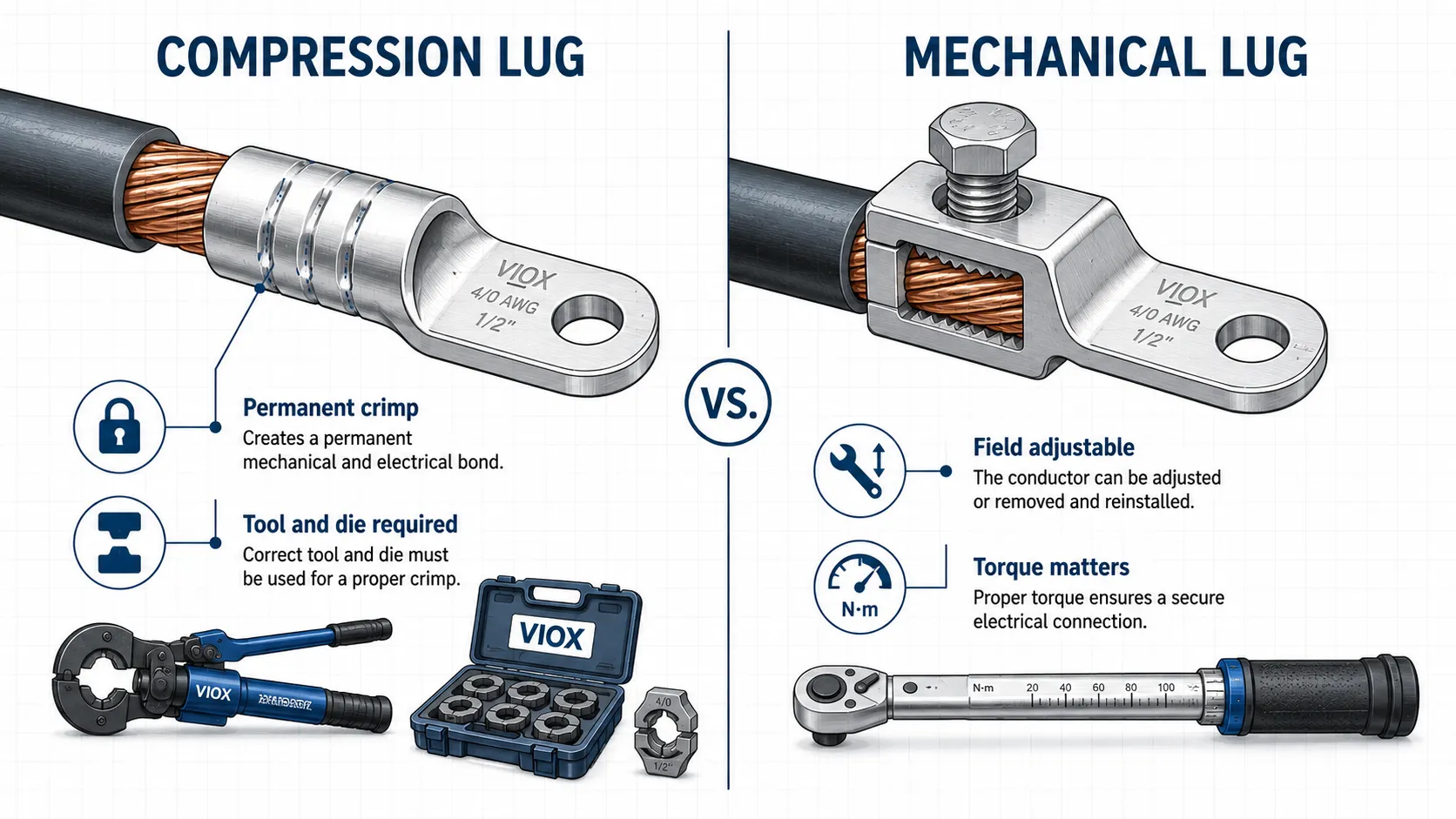
大電流配電盤において、圧着端子は確実な圧着により安定した低抵抗接続を実現できるため、一般的に使用されます。メカニカルラグは、現場での調整や取り外し可能な接続が必要な場合に有用です。.
裸銅端子と錫メッキ銅端子の比較
錫メッキ銅端子は、表面に錫メッキを施した銅端子です。錫層は酸化や腐食から保護する役割を果たします。.
| 項目 | 裸銅端子 | 錫メッキ銅端子 |
|---|---|---|
| 外観 | 赤銅色 | 銀色の錫表面 |
| 導電率 | 優れた銅表面導電性 | 錫メッキ層が腐食保護を強化します |
| 耐食性 | 乾燥した屋内パネルに適しています | 湿度の高い環境、屋外、海洋、バッテリー、または産業環境においてより優れた性能を発揮します |
| 最適な用途 | 乾燥した屋内での銅と銅の接続 | 過酷な環境や腐食性環境 |
| コスト | 通常は低い | 通常は高い |
| 選定に関する警告 | 過酷な環境下では酸化する可能性があります | ケーブルサイズ、工具、端子との適合は依然として必須です |

錫メッキ銅は、圧着不良の解決策にはなりません。乾燥した屋内パネル内であれば、適切なサイズの裸銅端子でも十分に機能しますが、圧着が不十分な錫メッキ端子は過熱する可能性があります。.
材料レベルの背景については、VIOXのガイドを参照してください。 導電率、抵抗率、およびIACS(国際焼鈍銅標準).
適切な銅端子を段階的に選定する方法
ステップ1:ケーブルサイズの確認
ケーブルの被覆に印字されているサイズ、またはプロジェクトの仕様書を確認してください。ケーブルの直径から推測しないでください。フレキシブルケーブル、コンパクト導体、および標準的な撚り線は、それぞれ構造が異なる場合があります。.
ステップ2:端子バレルとの適合
端子バレルは、メーカーの表に従って導体サイズおよび撚り線クラスと一致させる必要があります。バレルが大きすぎると圧着が緩くなる可能性があり、小さすぎると導体が正しく挿入されない可能性があります。.
ステップ3:スタッド穴との適合
スタッド穴は、ボルトまたは機器の端子と適合しなければなりません。一般的なメートル法の例にはM6、M8、M10、M12があります。インチ規格のシステムでは、1/4インチ、5/16インチ、3/8インチ、1/2インチが一般的です。.
スタッド穴が大きすぎると接触面積が減少し、動きが生じる可能性があります。小さすぎる穴はそもそも適合しません。.
ステップ4:1つ穴または2つ穴のラグを選択する
回転が懸念されない一般的な接続には1つ穴ラグを使用してください。バスバー、開閉装置、接地、または振動が発生しやすい機器など、より優れた回転防止サポートが必要な接続には2つ穴ラグを使用してください。.
ステップ5:裸銅または錫メッキ銅を選択する
腐食が大きな懸念とならない乾燥した屋内での銅対銅の接続には、裸銅を選択してください。バッテリー、屋外パネル、湿気の多い場所、海洋環境、または酸化や腐食が発生しやすい産業環境には、錫メッキ銅を選択してください。.
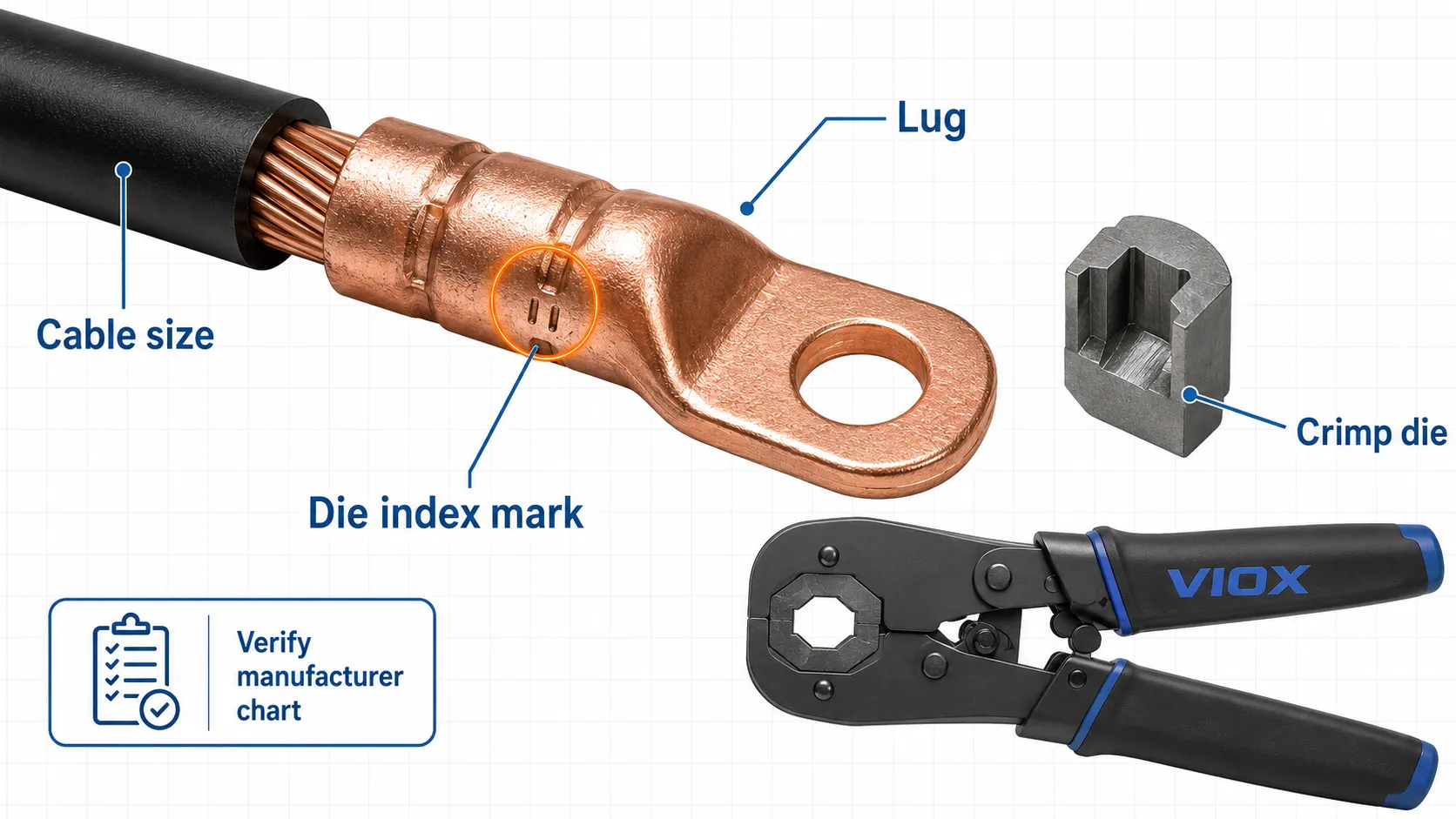
ステップ6:適切な圧着工具とダイスを使用する
ラグ、ケーブル、圧着ダイス、および工具は、一つのシステムとして機能させる必要があります。不適切な圧着は、高抵抗、発熱、電圧降下、および故障の原因となります。.
圧縮端子については、端子メーカーが刻印したダイスインデックスまたはダイスコードを確認してください。多くの圧縮システムでは、圧着工具とダイスによって、圧着後にバレルへダイスインデックスの刻印が残るように設計されています。この刻印は、正しいダイスが使用されたことを検査員が確認するのに役立ちます。端子、ダイス、工具の組み合わせが不適切な場合、外見上は問題なく見えても、内部で高い抵抗値が発生する可能性があります。.
メーカーの文書で明確に許可されていない限り、異なるシステムの圧着工具、ダイス、端子を混用しないでください。重要な電源接続においては、端子メーカーの指示書またはプロジェクトで承認された工具リストに基づいて圧着システムを選択する必要があります。.
バッテリー端子および銅端子の選定
バッテリーケーブルは、大電流を流し、振動、湿気、化学物質にさらされる可能性があるため、銅製または錫メッキ銅製の端子がよく使用されます。.
バッテリー接続については、以下を確認してください:
- ケーブルサイズ
- バッテリーポストまたはスタッドのサイズ
- 端子の穴サイズ
- すずめっき表面の要件
- 熱収縮絶縁
- 柔軟性と振動
- 圧着工具の適合性
すずめっき銅端子は、外観よりも耐食性が重視されるバッテリー環境において好まれることが多い。.
銅端子をアルミケーブルに使用できますか?
その端子が特定の導体および用途向けに定格されていない限り、標準的な銅端子をアルミケーブルに直接使用しないでください。アルミと銅の接続部を不適切に取り扱うと、電食、酸化、発熱、接続の緩みが発生する可能性があります。.
アルミケーブルを銅製バスバーや機器に接続する場合、バイメタル端子または適切に定格されたコネクタが必要となることが一般的です。プロジェクトの仕様書、コネクタの刻印、およびメーカーの指示を確認してください。.
銅製圧着端子の選定における一般的なミス
| 間違い | 結果 |
|---|---|
| 見た目だけで選定すること | 圧着不良、抜け、過熱 |
| AWGとmm²の混同 | バレルサイズの不適合 |
| 不適切なスタッド穴の使用 | 接触不良または機械的な緩み |
| 腐食環境下での裸銅の使用 | 酸化および接触抵抗の増大 |
| 不適切な圧着ダイスの使用、またはダイスインデックスの確認漏れ | 高抵抗接続、発熱、および検査不合格 |
| アルミケーブルへの銅製ラグの使用 | 電食および過熱のリスク |
| 導体のより線クラスの無視 | 挿入不良または圧着不良 |
| 回り止めが必要な箇所での1穴端子の使用 | 振動による端子の緩み |
よくあるご質問
どのサイズの銅製ラグが必要ですか?
ケーブルサイズ、導体クラス、スタッド穴、圧着工具に適合する銅製ラグを選択してください。見た目で判断せず、メーカーのサイズ表を使用してください。.
ケーブルラグのサイズはどのように選べばよいですか?
ラグのバレルを導体サイズに合わせ、次にパーム穴を機器のスタッドに合わせます。その後、ラグのタイプ、表面仕上げ、工具の適合性、および環境を確認してください。.
ラグにおけるAWGとmm²の違いは何ですか?
AWGは北米の電線規格です。mm²はメートル法の導体断面積です。これらは概算で比較することは可能ですが、完全に互換性があるわけではありません。.
50 mm²のケーブルにはどのサイズのラグを使用しますか?
メートル法ラグシステムにおいて、50 mm²と刻印されたラグを使用してください。1/0 AWGは参考として50 mm²に近いですが、正確なラグと圧着工具は必ず確認する必要があります。.
185平方ミリメートルのケーブルにはどのサイズの圧着端子を使用しますか?
メートル法で185平方ミリメートルと刻印された端子を使用してください。350 kcmilは185平方ミリメートルに近い近似値ですが、自動的に互換性があるものとして扱わないでください。.
銅製圧着端子の主な種類は何ですか?
一般的な種類には、丸型端子、Y型端子、棒状端子、1つ穴端子、2つ穴端子、ロングバレル端子、ベルマウス端子、裸圧着端子、錫メッキ銅端子などがあります。.
錫メッキ銅端子は裸圧着端子よりも優れていますか?
錫メッキ銅端子は耐食性に優れています。裸圧着端子は、乾燥した屋内での銅線同士の接続に適している場合があります。最適な選択は環境と用途によって異なります。.
圧縮端子(圧着端子)とメカニカル端子の違いは何ですか?
圧縮端子は工具とダイスを使用して恒久的に圧着されます。メカニカル端子はネジやボルトで導体を締め付ける構造であり、メンテナンスや交換が容易な場合が多いです。.
銅製ラグをアルミケーブルに使用できますか?
その用途に対して定格が明示されているコネクタでない限り、使用できません。アルミと銅を接続する多くの用途では、バイメタルラグまたは定格適合の変換コネクタが必要です。.
銅導体を平坦な銅端子に接続する場合、どのようなラグが使用されますか?
電流、振動、端子台のサイズ、および機械的要件に応じて、銅製リングラグまたは2穴銅製圧縮ラグが一般的に使用されます。.
結論
銅製ラグの選定は、単に穴のサイズとケーブルサイズを合わせるだけではありません。導体サイズ(AWGまたはmm²)、スタッド穴、バレルタイプ、圧着工具、導体材質、および設置環境に適合する正しいラグを選択する必要があります。.
屋内の乾燥した単純な銅配線であれば、適切なサイズの裸銅製圧縮ラグで十分な場合があります。バッテリー、屋外パネル、湿度の高い環境、または腐食が発生しやすい用途では、錫メッキ銅ラグの方が安全な選択肢となることが一般的です。アルミケーブルの場合、その用途に対して定格が明示されているコネクタでない限り、標準的な銅製ラグで代用してはいけません。.
