

La leçon à 43 000 $
Mardi, 15 h 47. Le téléphone de Mark vibre avec une photo de son responsable d'entrepôt.
Le conteneur de 20 pieds vient de passer la douane. À l'intérieur : 5 000 contacteurs CA de son nouveau fournisseur chinois. Les échantillons étaient impeccables il y a trois mois. Certifiés CE. Testés selon les normes AC-3. Contacts lisses comme du verre.
La photo de l'entrepôt montre quelque chose de différent. Surfaces de contact piquées comme des cratères lunaires. Boîtiers de bobine fissurés. Trois unités avec des ressorts complètement manquants.
La calculatrice de Mark connaît déjà le calcul : 43 000 $ en inventaire inutilisable, plus 8 200 $ pour les commandes de remplacement accélérées de son fournisseur de secours, plus les deux bons de commande annulés de clients qui ne pouvaient pas attendre trois mois pour la refonte.
Dommages totaux : 51 200 $. Temps de récupération : quatre mois.
L'écart de qualité entre l'échantillon et le volume n'est pas un mythe. C'est la raison n°1 pour laquelle les importateurs perdent de l'argent sur les produits électriques chinois. Et voici ce que la plupart des acheteurs ignorent : ce n'est souvent pas de la fraude. C'est bien plus compliqué que cela.
En tant que fabricant chinois de matériel électrique, je vais vous expliquer exactement pourquoi cela se produit, vous montrer les forces culturelles et économiques en jeu, et vous donner le système de contrôle qualité en trois étapes qui empêche ces catastrophes. Certaines de ces informations donneront une mauvaise image des fournisseurs chinois. C'est intentionnel. Vous devez savoir à quoi vous avez affaire.
Pourquoi votre échantillon parfait est devenu une commande en gros défectueuse
L'astuce de la ligne d'échantillons (et pourquoi ce n'est pas toujours une astuce)
La plupart des usines chinoises ont deux types de lignes de production :
- La ligne d'échantillons : Travailleurs expérimentés. Composants haut de gamme. Temps d'inspection supplémentaire. C'est là que votre échantillon impeccable est né.
- La ligne de production : Niveaux de compétences mixtes. Composants optimisés en termes de coûts. Pression du rythme. C'est là que votre commande en gros a été fabriquée.
Les acheteurs supposent qu'elles sont identiques. Elles ne le sont pas. Voici la vérité inconfortable : de nombreuses usines ne pensent sincèrement pas que cela importe. De leur point de vue, les deux produits “ fonctionnent ” - ils ont juste des normes esthétiques différentes. Ce qui nous amène au facteur culturel que les acheteurs occidentaux ont du mal à comprendre.
Le piège du Chabuduo

Chabuduo (差不多) se traduit approximativement par “ assez proche ” ou “ assez bon ”. Ce n'est pas de la paresse. C'est une attitude culturelle envers la variance acceptable. Lorsqu'un directeur d'usine dit chabuduo à propos d'un défaut esthétique mineur, il n'est pas méprisant - il croit sincèrement que le produit est acceptable pour l'utilisation. Norme occidentale : La surface de contact doit être lisse, sans piqûres ni décoloration visibles. Norme Chabuduo : La surface de contact fonctionne électriquement. Les petites piqûres n'affectent pas la durée de vie de 10 000 cycles. Chabuduo. Votre spécification indique “ lisse ”. Leur définition de lisse est différente. Vous voyez un défaut. Ils voient une unité fonctionnelle qui coûte 0,40 $ de moins à produire. L'écart n'est pas malveillant. Il est définitionnel. Et il coûte des millions de dollars aux importateurs chaque année.
Le pari du paiement à 30/70
Conditions de paiement standard pour les fournisseurs chinois : acompte de 30 %, 70 % à la livraison. Voici ce qui se passe en coulisses :
Au paiement de 30 % : L'usine donne la priorité à votre commande. La qualité est surveillée. Le calendrier est sacré. Après le paiement de 70 % : Votre influence disparaît. La pression de la qualité se déplace vers la prochaine commande avec 30 % en attente.
La dure réalité ? Une fois qu'une usine a votre solde de paiement de 70 % en main, la résolution des problèmes de qualité devient facultative. Bien sûr, ils corrigeront les défaillances catastrophiques pour maintenir les relations. Mais ces défauts marginaux que vous n'auriez pas acceptés lors de l'échantillonnage ? Chabuduo. Le timing est important. Le contrôle qualité DOIT avoir lieu avant que le paiement final ne soit effectué.
Le système de contrôle qualité en trois étapes qui fonctionne réellement
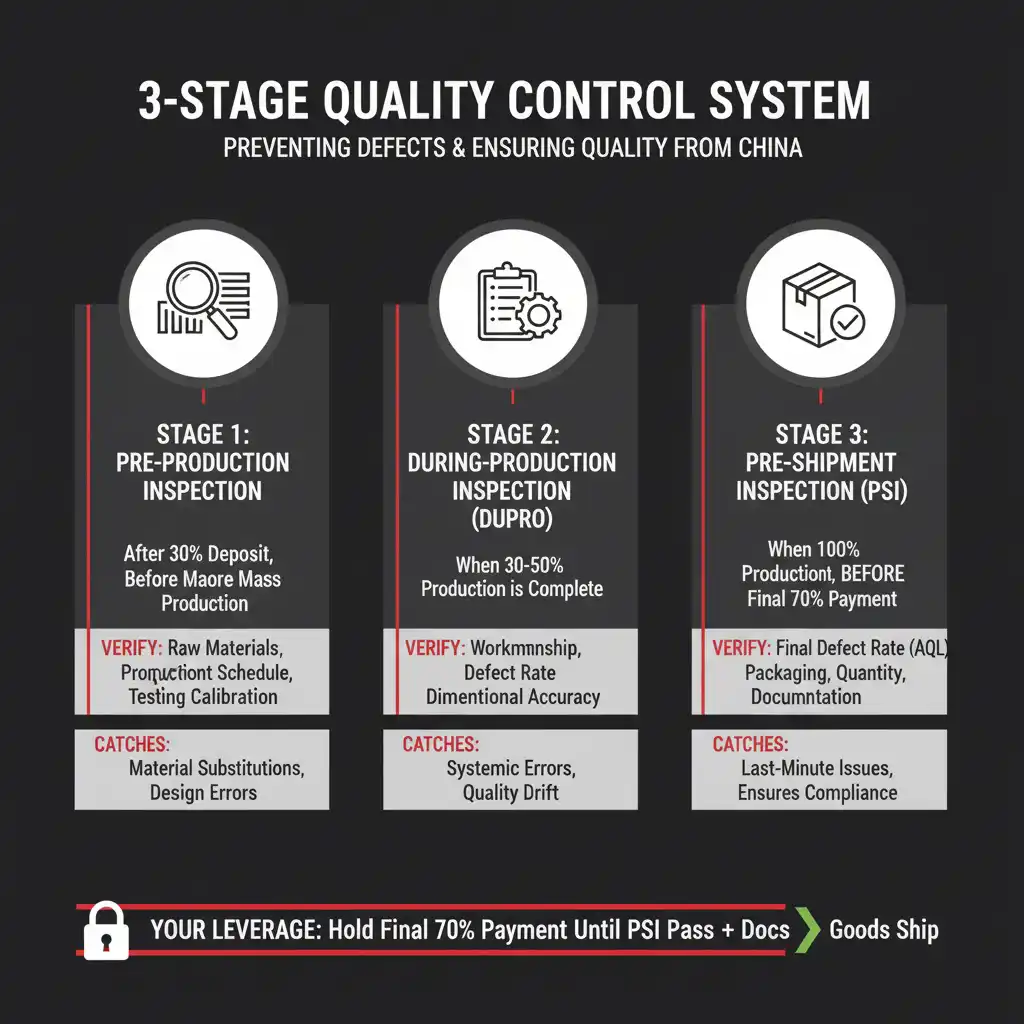
Oubliez les conseils standard sur “ trouver un bon fournisseur ”. Voici le système qui empêche l'écart entre l'échantillon et le volume, soutenu par plus de 30 ans d'expérience en fabrication.
Étape 1 : Inspection avant production (avant le début de la fabrication)
Timing : Après avoir payé l'acompte de 30 %, avant le début de la production de masse. Ce qu'il faut vérifier :
- Les spécifications des matières premières correspondent à votre bon de commande (teneur en cuivre des contacts, qualité du plastique pour les boîtiers)
- Approvisionnement des composants (équivalents de marque par rapport aux génériques)
- Calendrier de production et affectation de la ligne
- État d'étalonnage de l'équipement de test
Pourquoi c'est important : Les représentants de l'usine vous montreront les composants approuvés lors de la négociation. Ensuite, l'approvisionnement substitue des alternatives moins chères lorsque la production commence. Le bloc de contact qui était censé être en alliage d'argent ? Maintenant, c'est du cuivre étamé. La différence leur coûte 0,35 $ par unité. La différence vous coûte des défaillances de produit dans 6 à 12 mois. Comment faire cela :
Embaucher une agence d'inspection locale (SGS, Intertek, Bureau Veritas). Coût : 300 à 500 $ par inspection. Alternative : Demander des photos datées des matières premières avec votre numéro de bon de commande visible.
Conseil de pro n° 1 : Spécifiez les marques de composants dans votre contrat. “ Contacts en alliage d'argent ” est trop vague. “ Contacts en alliage d'argent répondant aux spécifications de matériaux de l'annexe C de la norme IEC 60947-4-1, vérifiés par test XRF ” ne laisse aucune place au chabuduo.
Étape 2 : Inspection pendant la production (DUPRO)
Timing : Lorsque 30 à 50 % de la production est terminée. Ce qu'il faut vérifier :
- La qualité de la fabrication correspond aux échantillons
- Suivi du taux de défauts (cible : < 2 % pour les composants électriques)
- Le processus d'assemblage suit les spécifications
- Précision dimensionnelle sur les pièces critiques
Pourquoi c'est important : C'est là que les roues se détachent. Le rythme de production s'accélère. La fatigue des travailleurs s'installe. La discipline de la qualité se relâche. En inspectant à 30-50 % d'achèvement, vous détectez les problèmes systémiques alors qu'il est encore temps de les corriger. Inspecter à 100 % d'achèvement ? Trop tard. La date limite de paiement de 70 % vous talonne, et l'usine le sait. Scénario réel : Un acheteur allemand a commandé 10 000 MCCB. Lors de la DUPRO à 40 % d'achèvement, l'inspection a révélé un couple de serrage incohérent des bornes - certaines vis à peine serrées à la main. L'usine a affirmé que c'était la faute de l'inspecteur d'avoir vérifié avant le CQ final. Mais sans cette DUPRO ? Ces bornes sous-serrées auraient causé des défaillances de connexion en quelques mois. Comment faire cela :
Planifier la DUPRO pour 35-40 % d'achèvement (point idéal pour la détection + le temps de correction). Se concentrer sur :
- Connexions des bornes (tester le couple de serrage sur des échantillons aléatoires)
- Alignement des composants (contacts, ressorts, actionneurs)
- Précision du marquage/de l'étiquetage
- Tests de fonctionnement (courbes de déclenchement, force d'actionnement)
Conseil de pro n° 2 : Demander un rapport “ d'inspection du premier article ” pour les 50 à 100 premières unités produites. Cela établit la base de référence de la qualité avant que l'ensemble du lot ne soit fabriqué.
Étape 3 : Inspection avant expédition (PSI)
Timing : Lorsque 100 % de la production est terminée, avant le paiement final. Ce qu'il faut vérifier :
- Taux de défauts final (normes d'échantillonnage AQL)
- Qualité de l'emballage (prévention des dommages)
- Précision de la quantité
- Exhaustivité de la documentation (certificats CE, rapports de test, DoC)
Pourquoi c'est important : C'est votre dernière ligne de défense. L'usine a terminé la production. L'expédition est prête. Votre solde de paiement de 70 % est en attente. Si vous sautez la PSI et découvrez des défauts après le dédouanement, vos options sont :
- Accepter les défauts (perdre de l'argent)
- Négocier une réduction (perdre encore de l'argent)
- Renvoyer le tout (perdre encore plus d'argent)
Toutes de mauvaises options. Comment faire cela :
Utiliser les normes AQL (niveau de qualité acceptable) : AQL 2.5 pour les défauts critiques, AQL 4.0 pour les défauts majeurs. Échantillonnage aléatoire à partir de plusieurs cartons/palettes (pas seulement ceux qu'ils vous montrent). Inspection en direct avec documentation photo. Décision de réussite/échec : Des critères clairs établis avant le début de l'inspection.
Conseil de pro n° 3 : Inclure une clause de “ réinspection ” dans votre contrat. Si la PSI échoue, l'usine doit corriger les défauts et autoriser une deuxième PSI sans frais supplémentaires pour vous. Sinon, les usines prétendront que les échecs de la PSI sont “ trop subjectifs ”.”
Les signaux d'alerte qui crient “ Problèmes de qualité à venir ”
Vingt ans dans ce secteur vous apprennent quels comportements des fournisseurs prédisent une catastrophe. Surveillez ces signes avant-coureurs :
Signal d'alerte n° 1 : “ Nous n'avons pas besoin d'inspections ”
Ce qu'ils disent : “ Nous avons la certification ISO 9001. Nous faisons notre propre CQ. L'inspection par un tiers est une dépense inutile. ” Ce que cela signifie : Ils savent que leur qualité de production est incohérente. Ils ne veulent pas que vous la voyiez. Vérification de la réalité : Les usines légitimes ACCUEILLENT les inspections. Cela protège les deux parties. Résistance à l'inspection = cacher quelque chose.
Signal d'alerte n° 2 : Réticence à partager des vidéos/photos de l'usine
Ce qu'ils disent : “ Les photos de l'usine sont confidentielles. Préoccupations concernant les secrets commerciaux. ” Ce que cela signifie : Ils pourraient être une société commerciale, pas un fabricant. Ou les conditions de l'usine sont mauvaises. Vérification de la réalité : Les vrais fabricants montrent fièrement leurs installations. Si vous ne pouvez pas obtenir une visite virtuelle de l'usine, supposez qu'ils cachent quelque chose.
Signal d'alerte n° 3 : Les échantillons arrivent trop rapidement
Ce qu'ils disent : “Échantillons prêts en 3 jours !” Ce que cela signifie : Ce ne sont pas VOS échantillons. Ce sont des échantillons de stock conservés à portée de main pour tous les clients potentiels. Réalité : Les véritables échantillons personnalisés avec vos spécifications nécessitent 2 à 3 semaines. Échantillons rapides = produits génériques déguisés.
Signal d'alarme n°1 : Prix suspectement bas
Ce qu'ils disent : “Nous pouvons offrir 40 % en dessous du prix du marché.” Ce que cela signifie : Des économies seront faites. Des substitutions de matériaux se produiront. La qualité en souffrira. Réalité : La fabrication a des coûts planchers. Les matières premières, la main-d'œuvre, les frais généraux, les tests – tout cela ne disparaît pas. Les prix planchers garantissent une qualité plancher.
La règle de l'échec à 97 % :
Seulement 3 % des startups d'électronique grand public lancent avec succès des produits fabriqués en Chine. La cause principale ? Elles ont choisi des fournisseurs uniquement en fonction du prix. Puis ont découvert que le bon marché est devenu très vite coûteux.
Comment choisir un fournisseur (l'approche VIOX)
Ce qu'il faut rechercher
- Expérience de fabrication (5 ans minimum) Les usines établies ont des processus stables. Les nouvelles opérations sont encore en phase de rodage. Vous ne voulez pas être leur expérience d'apprentissage. Méthode de vérification : Licence commerciale avec date de création, vérifications des références clients, historique des visites d'usine.
- Antécédents en matière d'exportation vers votre marché cible Les usines qui exportent vers l'Europe comprennent les exigences CE. Les usines qui exportent vers l'Amérique du Nord comprennent les normes UL/FCC. Les primo-exportateurs vers votre marché feront des erreurs coûteuses. Méthode de vérification : Demandez des références clients de votre région, renseignez-vous sur leurs procédures de maintien de la certification.
- Légitimité de la certification Le marquage CE est auto-déclaré. N'importe quelle usine peut l'imprimer sur une étiquette. Mais un marquage CE approprié nécessite : Une documentation de dossier technique, une déclaration de conformité UE (DoC), des rapports d'essai de laboratoires accrédités, des enregistrements de traçabilité. Méthode de vérification : Demandez des échantillons de dossiers techniques AVANT de commander, vérifiez l'accréditation du laboratoire (CNAS pour la Chine, UKAS pour le Royaume-Uni, A2LA pour les États-Unis), vérifiez les numéros de certificat auprès des organismes émetteurs.
- Système de gestion de la qualité La norme ISO 9001 est un minimum. Recherchez : ISO 9001:2015 (dernière révision), certifications spécifiques à l'industrie (schéma IECEE CB pour les produits électriques), historique d'audit régulier. Signal d'alarme : Certificats sans historique d'audit, ou certifications expirées depuis des années mais toujours affichées.
- Qualité de la communication Si votre contact commercial ne peut pas expliquer clairement les spécifications techniques, imaginez-vous face à des problèmes de qualité plus tard. Test : Posez des questions techniques détaillées pendant la négociation. Des réponses solides = une organisation solide. Des réponses vagues = une faible profondeur technique.
Le bouclier de la documentation
Le contrôle de la qualité empêche les défauts. La documentation vous protège lorsque des défauts se produisent malgré tout. Documents essentiels (exigez-les avant le paiement final)
- Rapports d'essai de laboratoires accrédités Essais de sécurité électrique (série IEC 60947 pour les contacteurs/MCCB, IEC 60898 pour les MCB) Essais CEM (le cas échéant) Conformité RoHS (pour les ventes dans l'UE) Le rapport doit indiquer : L'accréditation du laboratoire d'essai, la date de l'essai, le modèle spécifique testé, les résultats de réussite/échec.
- Déclaration de conformité UE (DoC) Document juridique attestant de la conformité aux directives européennes Doit inclure : Les coordonnées du fabricant, l'identification du produit, les directives applicables, la signature et la date. Un modèle est disponible sur le site web de la Commission européenne.
- Dossier technique (pour le marquage CE) Plans et spécifications du produit Nomenclature Évaluation des risques Manuel d'utilisation Rapports d'essai Enregistrements de traçabilité.
- Certificats de matériaux Composition des matériaux pour les composants critiques (contacts, bornes, boîtiers) Méthode de vérification : Rapports d'essai XRF, certificats de matériaux du fournisseur.
- Enregistrements de production Traçabilité des lots (quel lot de matières premières est entré dans quel lot de production) Enregistrements d'inspection QC pendant la production Données d'essai pour chaque unité (le cas échéant) ou données d'échantillonnage.
Conseil de pro : Demandez ces documents PENDANT la production, pas après. Les usines qui “préparent des documents” après la production signifient souvent “créer des documents” – ce qui est une fraude.
Ce que VIOX fait différemment (et pourquoi c'est important)
Permettez-moi d'être direct : la plupart des fournisseurs d'électricité chinois fonctionnent exactement comme je l'ai décrit ci-dessus. Lignes d'échantillons. Normes Chabuduo. Documentation créée rétroactivement. VIOX Electric a rompu avec ce modèle il y a 30 ans. Voici comment :
- Norme de production unique Nous avons éliminé les lignes d'échantillons. Chaque contacteur, MCCB et relais sort de la même ligne de production en utilisant les mêmes composants et les mêmes normes d'inspection. Votre échantillon EST votre commande en gros.
- Équipe de contrôle qualité formée en Occident Nos responsables du contrôle qualité ont passé 3 à 5 ans à travailler pour des entreprises électriques européennes. Ils comprennent que “fonctionnel” ne suffit pas – la qualité esthétique compte. L'emballage compte. La documentation compte.
- Documentation avant expédition Chaque commande de plus de 1 000 unités comprend : Un dossier technique complet, des rapports d'essai spécifiques au lot, une DoC signée, des certificats de traçabilité des matériaux. Vous obtenez ces documents AVANT le paiement final. Pas après.
- Inspection par un tiers bienvenue Nous travaillons avec SGS, Intertek, Bureau Veritas et TÜV depuis des décennies. Planifiez des inspections quand vous le souhaitez. Aucun préavis n'est requis. Nous n'avons rien à cacher.
- Politique de transparence Si nous ne pouvons pas respecter une spécification, nous vous le disons AVANT d'accepter la commande. Si la production rencontre des problèmes, vous en êtes informé immédiatement – pas lorsque l'expédition arrive défectueuse.
Plan d'action : Votre prochaine importation
Phase 1 : Sélection du fournisseur (semaine 1-2)
Identifiez 3 à 5 fournisseurs potentiels sur Alibaba, Made-in-China, Global Sources. Demandez des certifications, des références clients, des vidéos d'usine. Éliminez les fournisseurs présentant des signaux d'alarme (pas de visite d'usine, prix suspectement bas, mauvaise communication). Sélectionnez 2 à 3 candidats.
Phase 2 : Évaluation des échantillons (semaine 3-5)
Commandez des échantillons auprès de tous les fournisseurs présélectionnés. Testez les échantillons en profondeur (ne vous contentez pas de les regarder). Demandez un dossier de documentation complet pour les unités d'échantillon. Évaluez la cohérence entre l'échantillon et la documentation.
Phase 3 : Contrat et conditions (semaine 6-7)
Négociez des normes de qualité claires (faites référence à des normes CEI spécifiques). Incluez des clauses d'inspection en 3 étapes (pré-production, DUPRO, PSI). Spécifiez les marques/matériaux des composants avec les méthodes de vérification. Définissez un calendrier de livraison de la documentation (avant le paiement final). Définissez les conditions de réinspection en cas d'échec du contrôle qualité.
Phase 4 : Suivi de la production (semaine 8-12)
Versez un acompte de 30 %. Planifiez une inspection de pré-production. Planifiez une DUPRO à 35-40 % d'achèvement. Examinez le rapport DUPRO, résolvez immédiatement tout problème. Planifiez une PSI à 100 % d'achèvement.
Phase 5 : Vérification avant expédition (semaine 13-14)
Assistez à la PSI (ou recevez un rapport d'inspection avec des photos). Vérifiez que toute la documentation est complète et exacte. Libérez le paiement final de 70 % UNIQUEMENT après la réussite de la PSI + la réception de la documentation. Confirmez les modalités d'expédition.
Phase 6 : Vérification après l'arrivée (semaine 15-16)
Effectuez une inspection de réception dans votre entrepôt. Testez des échantillons aléatoires provenant de plusieurs cartons. Vérifiez que le taux de défauts réel correspond aux résultats de la PSI. Documentez immédiatement toute divergence (avec des photos).
La vérité inconfortable sur la fabrication chinoise
Voici ce que la plupart des guides d'importation ne vous diront pas : Les produits électriques chinois ne sont pas intrinsèquement de mauvaise qualité. La capacité de fabrication est de classe mondiale. L'expertise en ingénierie est profonde. L'échelle de production est inégalée. L'écart de qualité provient de trois sources :
- Différences de définition culturelle : Chabuduo vs. normes de précision occidentales
- Pression économique : Les acheteurs exigent des prix impossibles, les usines font des économies pour les respecter
- Lacunes en matière d'inspection : Les acheteurs sautent les étapes de vérification, les usines réagissent de manière prévisible
Corrigez le troisième problème, et les deux premiers deviennent gérables. Les usines qui maintiennent une qualité constante ? Ce sont celles dont les clients l'exigent par le biais des conditions contractuelles, l'appliquent par le biais des inspections et paient des prix équitables qui n'exigent pas de faire des économies. Vous voulez que les fabricants chinois respectent les normes occidentales ? Définissez ces normes explicitement. Vérifiez-les systématiquement. Payez suffisamment pour les rendre réalisables. Ou, trouvez un fournisseur comme VIOX qui fonctionne déjà selon ces normes.
Bas De Ligne
L'importation de produits électriques de Chine permet d'économiser 40 à 70 % par rapport aux fournisseurs nationaux. Ces économies sont réelles. Mais elles disparaissent instantanément si votre expédition de 5 000 unités arrive avec 15 % de défauts. L'écart de qualité entre l'échantillon et le lot n'est pas inévitable. Il est évitable grâce à :
- Des spécifications claires (normes de référence, pas des adjectifs)
- Un contrôle de la qualité en 3 étapes (pré-production, DUPRO, PSI)
- Une vérification de la documentation (avant le paiement final)
- Une sélection des fournisseurs (antécédents plutôt que prix)
La plupart des importateurs échouent parce qu'ils sautent ces étapes. Ne soyez pas la plupart des importateurs. VIOX fabrique des composants électriques depuis plus de 15 ans. Nos clients en Europe, en Amérique du Nord et en Asie comptent sur une qualité constante parce que nous avons éliminé l'astuce de la ligne d'échantillons, formé nos équipes de contrôle qualité aux normes occidentales et accueilli les inspections par des tiers. Prêt à importer des produits électriques sans les leçons à 40 000 $ ? Contactez VIOX Electric pour obtenir de l'aide à la qualification des fournisseurs, des spécifications techniques et des partenariats de fabrication transparents.
