
Úvod: Tichá hrozba před selháním
ATS (Automatic Transfer Switch – automatický přepínač) sedí nečinně ve vašem rozvaděči a čeká. Když selže hlavní napájení a váš generátor se spustí, přepne zátěž v milisekundách. V tu chvíli proteče 200 ampér kontakty o velikosti nehtu. A pokud se tyto kontakty tiše zhoršovaly v průběhu měsíců vlivem jemné kontaminace a mikro-oblouků, nejenže přepnou – ale svaří se k sobě, čímž uvězní vaše zařízení na napájení z generátoru na neurčito, bez možnosti návratu do sítě.
Tento scénář se odehrává proto, že technici zřídka vidí varovné signály. Na rozdíl od jističe, který viditelně vypne, je tepelné selhání v kontaktech ATS neviditelné, dokud není katastrofální. Viníkem je kontaktní odpor– fyzikální jev, který většina týmů údržby nikdy neměří a jen málo jich rozumí. Tato příručka odhaluje základní mechanismy a poskytuje vám praktickou diagnostickou strategii, jak zabránit selhání dříve, než k němu dojde.
Fyzika kontaktního odporu: Pochopení a-bodů
Elektrické kontakty nejsou hladké, ani když jsou leštěné. Pod skenovacím elektronovým mikroskopem jsou oba povrchy zubaté vrcholy a údolí. Když stisknete dva kontakty k sobě, dotýkají se pouze na nejvyšších vrcholech – nazývaných a-body (asperity spots – body nerovnosti). Tyto drobné kontaktní body mohou zabírat jen 1 % zdánlivé kontaktní plochy.
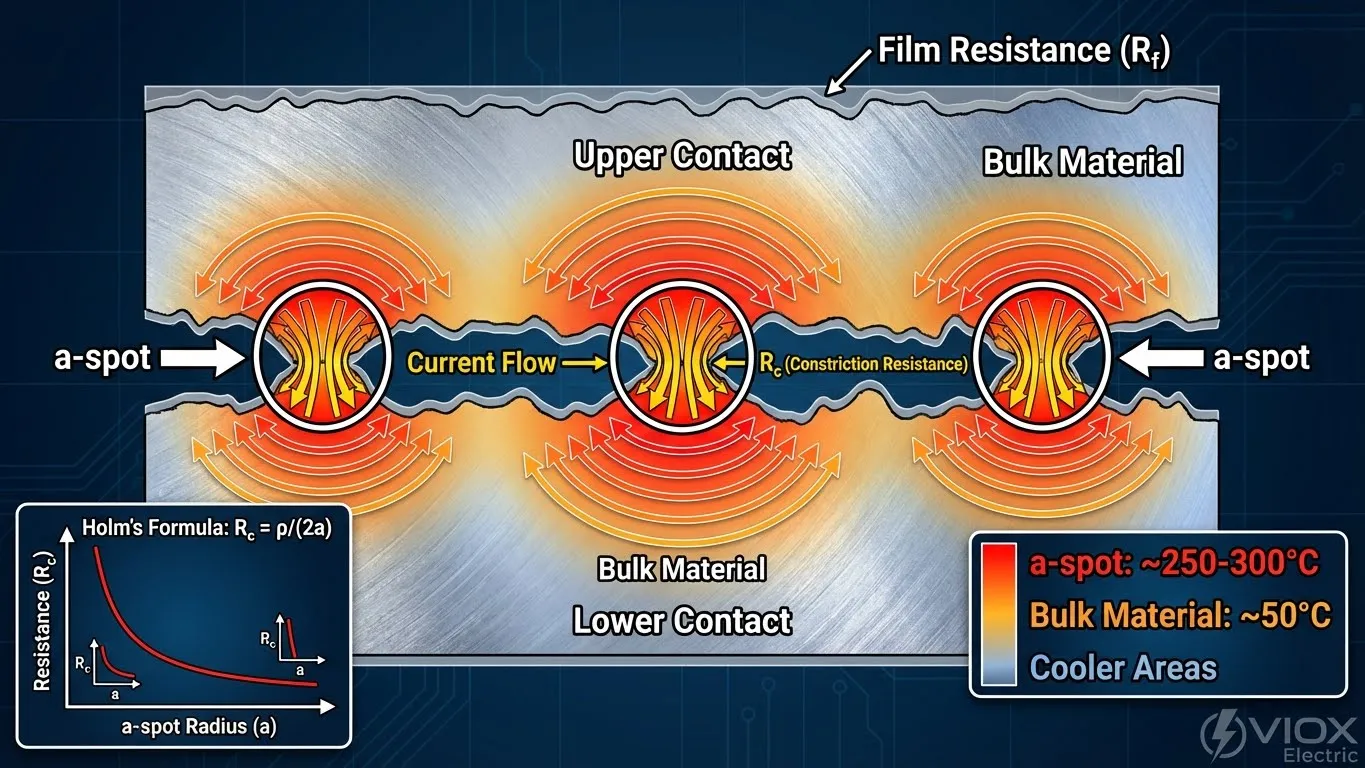
Proč na tom záleží? Proud se musí protlačit těmito nepatrnými a-body, což způsobuje zúžený odpor– lokální odpor, který výrazně převyšuje to, co by předpovídala objemová vodivost. Vztah se řídí Holmův vzorec:
Kde \rho je měrný odpor materiálu a a je poloměr každého a-bodu. Menší body = vyšší odpor. Zmenšete poloměr a-bodu na polovinu a odpor se zečtyřnásobí.
Kromě zúženého odporu se na kontaktech hromadí tenké vrstvy: sulfid stříbrný (ze síry v atmosféře), oxidy, prach a vlhkost. Tyto izolační vrstvy přidávají odpor filmu (R_f), což vyžaduje, aby elektrony tunelovaly nebo prorazily bariéru. Dohromady R_c + R_f může překročit 100 mikroohmů (µΩ) – milionkrát více než odpor objemového vodiče.
Teplotní koeficient tento problém urychluje. U stříbra a mědi se měrný odpor zvyšuje o ~0,4 % na stupeň Celsia. V a-bodu s teplotou o 200 °C vyšší než okolní je lokální měrný odpor o 30 % vyšší než při pokojové teplotě, což dále omezuje tok proudu.
Hlavní příčiny přehřívání: Proč se kontakty zhoršují
Vysoký kontaktní odpor se neobjeví přes noc. Je to progresivní degradace způsobená pěti sbíhajícími se faktory:

1. Sulfidace stříbra
Stříbro je vynikající vodič, ale síra v průmyslovém vzduchu ho přeměňuje na sulfid stříbrný (Ag_2S) – izolant. Na rozdíl od oxidu stříbrného (který poněkud vede) sulfid stříbrný dramaticky zvyšuje odpor filmu. V pobřežních nebo chemických závodech se sulfidace urychluje.
2. Důlková koroze a eroze kontaktů
Každý přenos ATS pod zátěží zahrnuje elektrický oblouk mezi oddělujícími se kontakty. Oblouk odpařuje mikroskopické množství kontaktního materiálu a zanechává důlkovitý, drsný povrch s menším počtem a-bodů a nižším rozložením kontaktní síly. Po tisících přenosů se kontaktní plocha zhorší na texturu švýcarského sýra.
3. Uvolněné spoje a snížená kontaktní síla
Vibrace z přepínacího mechanismu nebo tepelné cyklování (opakovaná expanze/kontrakce) mohou uvolnit šrouby nebo deformovat kontaktní pružiny. Snížená kontaktní síla (F) přímo zvyšuje zúžený odpor (empiricky, R_c ∝ F^{-1}). Opotřebovaná pružina přispívá k zahřívání stejně jako sulfidace.
4. Kontaminace životního prostředí
Prach, slaná mlha (v námořním prostředí) a chloridy pronikají do krytů a vytvářejí hygroskopické filmy, které zachycují vlhkost. Tyto filmy fungují jako izolanty a zvyšují odpor filmu nad přijatelné limity.
5. Nedostatečné mazání
Mechanismus poháněný solenoidem se spoléhá na správné mazání, aby se vyvinula plná uzavírací síla. Vysušené mazivo nebo prach v otočných bodech snižuje sílu přenášenou na kontakty, což napodobuje uvolněné spojení.
Analýza nárůstu teploty: Zpětná vazba
Proces zahřívání v kontaktech ATS není lineární – je to systém pozitivní zpětné vazby který se může spirálovitě zvrhnout v tepelný únik:
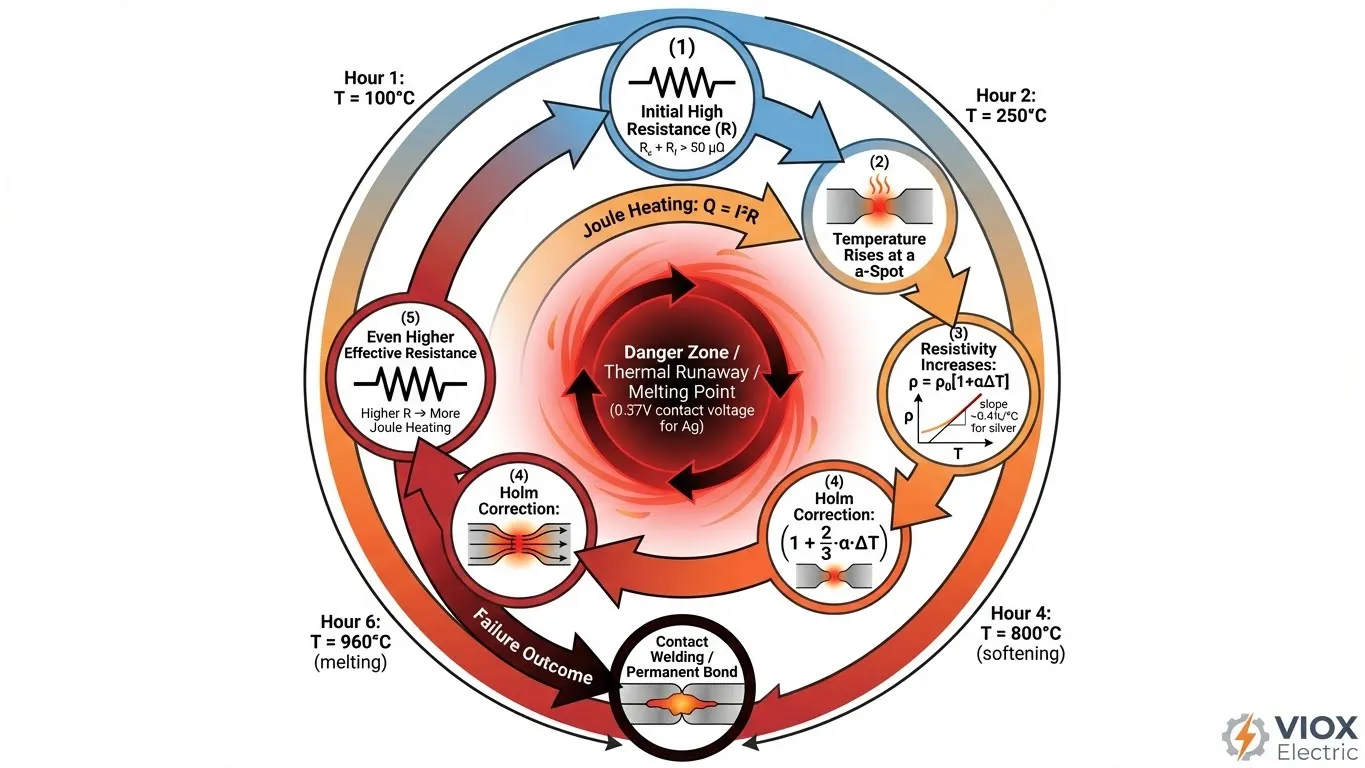
Krok 1: Jouleovo teplo
Vytvořené teplo = Q = I^2 \cdot R_k \cdot t, kde I je proud (ampéry), R_k je kontaktní odpor a t je čas. Při 200 ampérech a odporu 50 µΩ je ztráta výkonu 2 watty na pár kontaktů – koncentrovaná v malém objemu.
Krok 2: Nárůst teploty v a-bodu
Samotný a-bod se zahřívá rychleji než objemový vodič, protože proud je omezen. Naměřené kontaktní napětí (U) přímo koreluje s teplotou a-bodu prostřednictvím Wiedemann-Franzův vztah: kontaktní napětí 0,1 V indikuje teplotu a-bodu ~300 °C.
Krok 3: Odpor se zvyšuje s teplotou
Jak se a-bod zahřívá, měrný odpor kovu se zvyšuje (\rho = \rho_0[1+\alpha\Delta T]). To dále zvyšuje kontaktní odpor a generuje více tepla.
Krok 4: Tepelný únik
Pokud žádný mechanismus neomezuje teplotu, zpětná vazba se zrychluje. Odpor stoupá, zahřívání se zrychluje a a-bod se blíží bodu měknutí materiálu.
Holmův korekční faktor
Holm ukázal, že efektivní odpor při vysoké teplotě se zvyšuje o faktor 1 + \frac{2}{3}\alpha(T_{max}-T_0), kde faktor 2/3 zohledňuje nerovnoměrnou teplotu v zúžené zóně. To vysvětluje, proč “horký” kontakt vyvíjí ještě vyšší odpor, než předpovídají jednoduché lineární modely.
Srovnávací tabulka: Kritické teplotní prahy
| Materiál | Měknoucí napětí | Teplota měknutí (°C) | Teplota tání (°C) | Napětí tání |
|---|---|---|---|---|
| Stříbro (Ag) | 0.09 V | ~300 | 0.37 V | 960 (bod tání materiálu) |
| Měď (Cu) | 0.12 V | ~350 | 0.43 V | 1085 |
| Nikl (Ni) | 0.22 V | ~500 | 0.65 V | 1455 |
| Stříbro-kadmium | 0,11 V | ~320 | 0,40 V | Závislé na slitině |
Režimy selhání: Od horkého ke svařenému
Ne každé přehřátí vypadá stejně. Selhání v terénu se řídí odlišnými vzorci:
Režim 1: Tepelné měknutí
Pod bodem tání, ale nad napětím měknutí, se kontaktní materiál stává plastickým. A-bod se deformuje, čímž se zvětšuje kontaktní plocha, což paradoxně na okamžik snižuje odpor. Materiálová slabost však přetrvává a jakékoli vibrace způsobují mikropohyby a oblouky.
Režim 2: Jednofázování
Pokud se znehodnotí pouze jedna ze tří fází (běžné u asymetrické kontaminace), její odpor se zvýší, zatímco ostatní zůstanou normální. Jedna horká fáze vede menší proud (vyšší odpor = nižší proud), což vede k nevyváženému zatížení. Motorová zatížení se mohou přehřívat nebo vibrovat při jednofázovém namáhání.
Režim 3: Přerušovaný kontakt a oblouky
Vysoký odpor způsobuje pokles napětí a teplo, což spouští mikro-oblouky na rozhraní. Tyto rychlé obloukové události ionizují vzduch, vytvářejí vodivé plazma, poté kontakty vychladnou a odpor se opět zvyšuje. Tento cyklus generuje nepřetržitý elektromagnetický šum (bzučení) a karbonizuje okolní plastovou izolaci, čímž vytváří cestu k zemi nebo zkrat mezi fázemi.
Režim 4: Svařování kontaktů
Nejkatastrofálnější selhání. Pokud se a-bod zahřeje nad bod tání slitiny (typicky 0,37 V kontaktního napětí pro stříbro), obě plochy se spojí. ATS se mechanicky “zasekne” v poloze, kde došlo ke svařování, a není schopen přenášet. Zařízení je nyní izolováno od normálního i generátorového napájení – úplné selhání.
Diagnostické metody: Jak detekovat přehřátí
Včasná detekce šetří zařízení a provozy. Tři metody poskytují doplňkové informace:

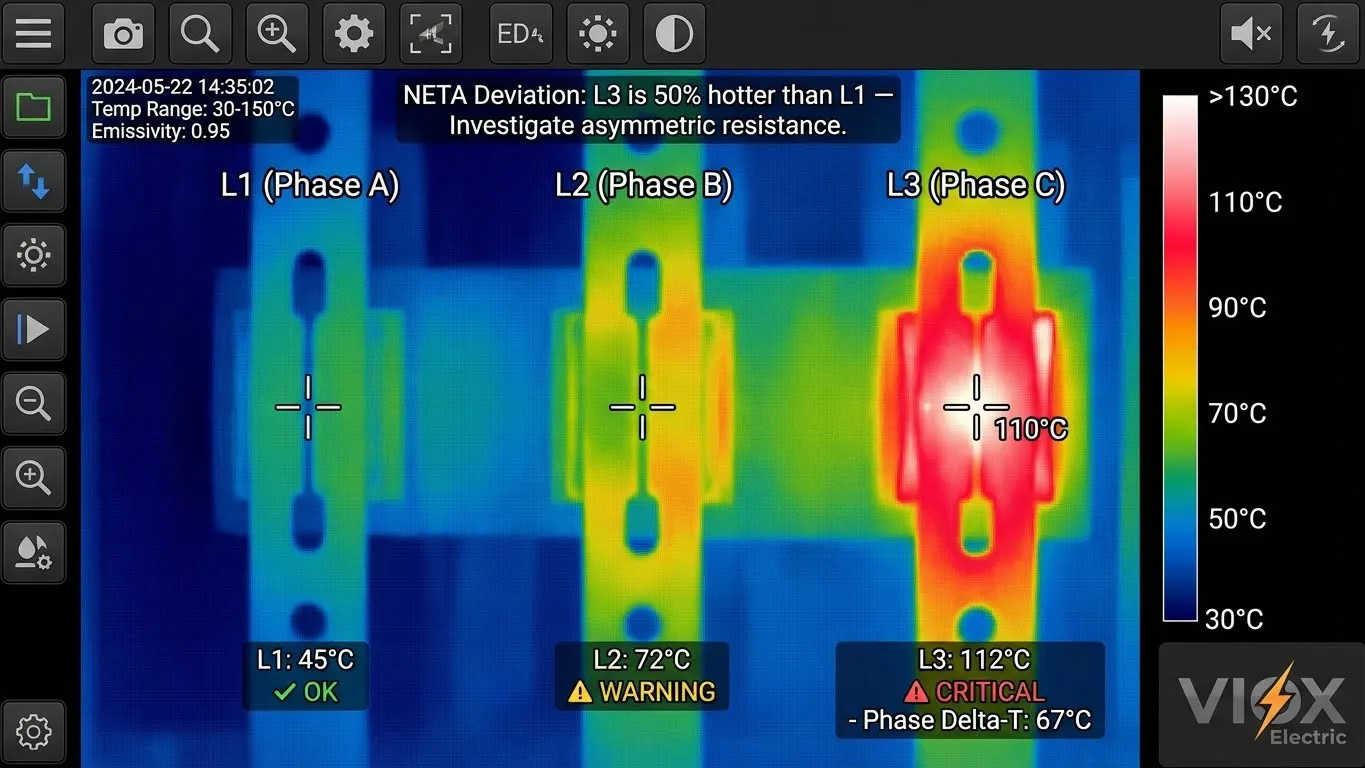
1. Infračervená (IR) termografie
Použijte termokameru, když je ATS pod normálním zatížením budovy. Porovnejte tři fáze:
- Variace mezi fázemi: Zdravé kontakty vykazují rozdíl 15 °C je kritický.
- Absolutní teplota: Kontakty by neměly překročit 50–60 °C nad okolní teplotu v ustáleném stavu (typická okolní teplota 20 °C dává maximální teplotu kontaktu 70–80 °C). Teplota nad 100 °C na jedné fázi signalizuje vysoký odpor.
- Časování: Provádějte termografii měsíčně u kritických záložních systémů.
2. Testování digitálním nízkoohmovým měřičem (DLRO)
DLRO měří mikroohmy přesně (rozlišení až 0,1 µΩ). Testujte každý pól nezávisle s proudem alespoň 10 ampér:
- Zdravý rozsah: 10–50 µΩ na kontaktní pár (liší se podle velikosti ATS a kontaktního materiálu)
- Úroveň varování: 50–100 µΩ (naplánujte údržbu do 30 dnů)
- Úroveň selhání: >100 µΩ (okamžitě vyměňte kontakty; neodkládejte)
- Postup NETA: Změřte všechny tři póly a označte jakýkoli pól, který se odchyluje o >50 % od nejnižšího odečtu
3. Vizuální kontrola a kontrola mechanismu
- Kontaktní plocha: Zbarvení (černý povlak pro sulfid stříbrný) indikuje odpor filmu
- Kontaktní mezera: Změřte počáteční mezeru, když jsou kontakty otevřené; menší mezera než tovární specifikace naznačuje erozi nebo opotřebení
- Zavírací síla: Ručně aktivujte mechanismus (s vypnutým napájením); měl by se hladce zapojit se slyšitelným “cvaknutím”. Pomalá akce naznačuje opotřebované pružiny
Diagnostická rozhodovací tabulka
| Pozorování | Odečet DLRO | IR Delta-T | Akce |
|---|---|---|---|
| Zbarvené kontakty + pomalý mechanismus | >100 µΩ | >20 °C | Okamžitě vyměňte kontakty |
| Mírný povlak, normální mechanismus | 50–100 µΩ | 10–15 °C | Naplánujte údržbu do 30 dnů |
| Vyčistěte kontakty, promažte mechanismus | <50 µΩ | <3 °C | Pokračujte v normálním provozu; testujte znovu za 6 měsíců |
| Jedna fáze znatelně teplejší | Různé | >15 °C | Prošetřete asymetrické zatížení; zkontrolujte uvolněnou svorku |
Strategie prevence: Intervaly údržby a benchmarky
Prevence přehřátí je mnohem levnější než výměna vadného ATS nebo řešení neočekávaných prostojů. Stupňovitý přístup k údržbě vyvažuje náklady a spolehlivost:
Měsíčně (kritické záložní systémy)
- Otestujte ATS pod zátěží 50 % jmenovitého proudu a současně monitorujte pomocí IR kamery
- Zaznamenejte teploty fází; označte trendy stoupající o >5 °C/měsíc
Čtvrtletní
- DLRO test každého pólu; porovnejte s předchozími výsledky
- Vizuální kontrola kontaktní plochy a uzavíracího mechanismu
Každoročně
- Profil plného odporu při jmenovitém proudu (koordinujte s testem zátěžové banky)
- Vyčistěte kontakty isopropylalkoholem a stlačeným vzduchem (pokud konstrukce umožňuje bezpečný přístup)
- Ověřte napětí pružiny podle specifikace OEM; vyměňte pružiny, pokud je průhyb <90 % nového
Kontrola po přepnutí (po jakémkoli přepnutí zátěže)
- Pokud došlo k přepnutí ATS během skutečného výpadku napájení, proveďte DLRO test do 24 hodin (kontakty mohly být mikrosvařeny)
- Pokud k přepnutí došlo s přechodnými napěťovými špičkami nebo zvuky oblouku, okamžitě proveďte termální kontrolu
Referenční odpor podle jmenovitého proudu ATS
| Jmenovitý proud ATS | Zdravý rozsah | Varování (50 % odchylka) | Selhání |
|---|---|---|---|
| 100 A | 15–40 µΩ | >60 µΩ | >100 µΩ |
| 400 A | 10–30 µΩ | >45 µΩ | >80 µΩ |
| 1200 A | 8–25 µΩ | >35 µΩ | >60 µΩ |
Často Kladené Otázky
Otázka: Jak často bych měl kontrolovat kontaktní odpor?
Odpověď: U zařízení s měsíčními testy generátoru kontrolujte hodnoty DLRO při každém testu. U systémů pouze pro pohotovostní režim (bez pravidelného testování) provádějte DLRO ročně a IR sken každých 6 měsíců. Po jakémkoli skutečném přepnutí zátěže proveďte test do 24 hodin.
Otázka: Mohu vyčistit zkorodované kontakty, abych je obnovil?
Odpověď: Mírné zmatnění lze opatrně vyčistit isopropylalkoholem a měkkým kartáčem, ale pouze pokud konstrukce ATS umožňuje bezpečný přístup ke kontaktům. Hluboká důlková koroze nebo eroze vyžaduje výměnu. Samotné čištění neobnoví geometrii a-bodů ztracenou v důsledku oblouku.
Otázka: Jaký je rozdíl mezi “kontaktním odporem” a “úbytkem napětí na kontaktu”?
Odpověď: Úbytek napětí na kontaktu (měřený ve voltech) = odpor × proud. Při 200 A přes 50 µΩ je úbytek 0,01 V. Změřte úbytek napětí na kontaktním páru pod zátěží a poté vydělte proudem pro výpočet odporu. IR kamery měří tepelný důsledek tohoto úbytku napětí.
Otázka: Proč se některé fáze zahřívají více než jiné?
Odpověď: Asymetrická kontaminace, nerovnoměrná kontaktní síla (opotřebovaná pružina na jednom pólu) nebo uvolněné svorky na jedné fázi. Pokud je jedna fáze trvale o 10 °C+ teplejší, zkontrolujte asymetrickou zátěž (jeden velký motor) nebo uvolněné oko na této fázi.
Otázka: Kdy by měly být kontakty vyměněny vs. renovovány?
Odpověď: Vyměňte, pokud odpor překročí 100 µΩ, blíží se teplota tavení (úbytek napětí na kontaktu >0,35 V) nebo důlková koroze pokrývá >30 % kontaktní plochy. Renovace (pogalvanizování nebo přebroušení) se vyplatí pouze u kontaktních sad v hodnotě >2 000 Kč a vykazujících <50 µΩ odpor bez důlkové koroze.
Závěr
Kontaktní odpor v zařízeních ATS není žádná záhada. Je to fyzika – předvídatelná a měřitelná. Vyzbrojen infračervenou kamerou a DLRO metrem může jakýkoli údržbářský tým detekovat degradaci měsíce před poruchou. Fyzika, kterou jste se zde naučili, se přímo promítá do čísel: porovnejte své hodnoty DLRO s zdravými rozsahy, sledujte trendy a vyměňte kontakty, když překročí prahovou hodnotu poruchy. Záložní napájení vašeho zařízení na tom závisí.
Další pokyny k výběru a odstraňování problémů ATS naleznete v našem komplexním Průvodce odstraňováním problémů ATS a 3-krokovém postupu výběru ATS. Pokud také zkoumáte obecné postupy údržby elektrických zařízení, naše Kontrolní seznam údržby průmyslových stykačů pokrývá podobné diagnostické principy použitelné pro jiná spínací zařízení.
