
Άμεση απάντηση
Η πρεσάριστη σύνδεση παρέχει ανώτερη αξιοπιστία σε σχέση με τη συγκόλληση σε εφαρμογές με υψηλούς κραδασμούς, θερμική καταπόνηση και σε αντίξοα περιβάλλοντα. Ενώ η συγκόλληση δημιουργεί έναν μεταλλουργικό δεσμό μέσω θερμικής σύντηξης, η πρεσάριστη σύνδεση δημιουργεί μια αεροστεγή ψυχρή συγκόλληση μέσω μηχανικής συμπίεσης—εξαλείφοντας τις ζώνες που επηρεάζονται από τη θερμότητα, αποτρέποντας την ευθραυστότητα της συγκόλλησης και διατηρώντας την ευελιξία του καλωδίου στα σημεία καταπόνησης. Βιομηχανικά πρότυπα, συμπεριλαμβανομένων των SAE/USCAR-21, IEC 60352-2 και IPC/WHMA-A-620, επιβάλλουν πρεσαριστές συνδέσεις για εφαρμογές αυτοκινητοβιομηχανίας και αεροδιαστημικής, όπου μια διάρκεια ζωής 15 ετών υπό ακραίες συνθήκες είναι αδιαπραγμάτευτη.
Βασικά συμπεράσματα
Η κατανόηση των θεμελιωδών διαφορών μεταξύ της πρεσαριστής σύνδεσης και της συγκόλλησης είναι κρίσιμη για την αξιοπιστία του ηλεκτρικού συστήματος. Οι πρεσαριστές συνδέσεις παρέχουν μηχανική αντοχή μέσω ελεγχόμενης πλαστικής παραμόρφωσης, δημιουργώντας αεροστεγείς σφραγίδες που αντιστέκονται στην εισροή υγρασίας και στην οξείδωση. Η απουσία θερμότητας εξαλείφει τη θερμική καταπόνηση στη μόνωση του καλωδίου και αποτρέπει το σχηματισμό εύθραυστων διαμεταλλικών ενώσεων. Αντίθετα, οι συγκολλημένες συνδέσεις εισάγουν μια άκαμπτη ζώνη μετάβασης όπου το εύκαμπτο καλώδιο συναντά τη στερεοποιημένη συγκόλληση—ένα διαβόητο σημείο αστοχίας υπό κραδασμούς. Τα σύγχρονα πρότυπα αυτοκινητοβιομηχανίας και βιομηχανίας έχουν εγκαταλείψει σε μεγάλο βαθμό τη συγκόλληση υπέρ της πρεσαριστής σύνδεσης για τις πλεξούδες παραγωγής, αναγνωρίζοντας ότι οι σωστά πρεσαριστοί ακροδέκτες υπερτερούν σταθερά των συγκολλημένων συνδέσεων στις δοκιμές δύναμης έλξης, στην αντοχή σε θερμικό σοκ και στη μακροχρόνια ανθεκτικότητα.
Γιατί η Μέθοδος Σύνδεσης Έχει Σημασία: Το Κρυφό Κόστος της Αστοχίας
Η αξιοπιστία της σύνδεσης καθορίζει άμεσα την απόδοση σε επίπεδο συστήματος στις ηλεκτρικές συναρμολογήσεις. Όταν μια πλεξούδα καλωδίων χρησιμεύει ως η οδός μετάδοσης ενέργειας και σήματος, οποιαδήποτε αδυναμία σύνδεσης μεταδίδεται σε καταστροφική αστοχία του συστήματος. Η επιλογή μεταξύ πρεσαριστής σύνδεσης και συγκόλλησης δεν είναι απλώς μια προτίμηση κατασκευής—είναι μια μηχανική απόφαση με μετρήσιμες συνέπειες για τη διάρκεια ζωής του προϊόντος, το κόστος εγγύησης και τη συμμόρφωση με την ασφάλεια.
Η συγκόλληση κυριαρχεί στην συναρμολόγηση ηλεκτρονικών για δεκαετίες, ιδιαίτερα σε εφαρμογές πλακέτας κυκλωμάτων όπου τα εξαρτήματα παραμένουν σταθερά. Ωστόσο, η ίδια διαδικασία θερμικής σύνδεσης που λειτουργεί καλά για τις διαδρομές PCB γίνεται ευθύνη στις συνδέσεις καλωδίου-ακροδέκτη που υπόκεινται σε μηχανική καταπόνηση. Το θεμελιώδες πρόβλημα έγκειται στην επιστήμη των υλικών: η συγκόλληση δημιουργεί μια εύθραυστη διαμεταλλική ζώνη που δεν μπορεί να φιλοξενήσει τη διαφορική κίνηση μεταξύ άκαμπτων ακροδεκτών και εύκαμπτων αγωγών.
Τα σύγχρονα ηλεκτρικά συστήματα απαιτούν συνδέσεις που επιβιώνουν σε 100.000+ θερμικούς κύκλους, αντέχουν σε συχνότητες κραδασμών που υπερβαίνουν τα 2000 Hz και διατηρούν την αντίσταση επαφής κάτω από 1 milliohm καθ' όλη τη διάρκεια ζωής τους. Αυτές οι απαιτήσεις έχουν οδηγήσει τους κατασκευαστές OEM αυτοκινήτων, τους κατασκευαστές αεροδιαστημικής και τους κατασκευαστές βιομηχανικού εξοπλισμού προς την πρεσαριστή σύνδεση ως την κύρια μέθοδο τερματισμού. Η κατανόηση του γιατί η πρεσαριστή σύνδεση υπερτερεί της συγκόλλησης απαιτεί την εξέταση της φυσικής κάθε τύπου σύνδεσης και της συμπεριφοράς τους υπό πραγματικές συνθήκες καταπόνησης.

Πρεσάριστη Σύνδεση έναντι Συγκόλλησης: Τεχνική Σύγκριση
Τα μηχανικά και ηλεκτρικά χαρακτηριστικά των πρεσαριστών έναντι των συγκολλημένων συνδέσεων αποκαλύπτουν γιατί τα βιομηχανικά πρότυπα ευνοούν την πρεσαριστή σύνδεση για απαιτητικές εφαρμογές. Η ακόλουθη σύγκριση εξετάζει κρίσιμες παραμέτρους απόδοσης που επηρεάζουν άμεσα την αξιοπιστία της σύνδεσης και τη διάρκεια ζωής.
| Παράγοντας Απόδοσης | Πρεσάριστη Σύνδεση (Χωρίς Συγκόλληση) | Συγκόλληση |
|---|---|---|
| Μηχανισμός Σύνδεσης | Μηχανική συμπίεση που δημιουργεί αεροστεγή ψυχρή συγκόλληση | Μεταλλουργική σύνδεση μέσω θερμικής σύντηξης |
| Θερμοκρασία Επεξεργασίας | Περιβάλλοντος (δεν εφαρμόζεται θερμότητα) | 183-450°C ανάλογα με το κράμα συγκόλλησης |
| Ζώνη που Επηρεάζεται από τη Θερμότητα | Καμία—η μόνωση παραμένει άθικτη | Κίνδυνος θερμικής βλάβης στη μόνωση του καλωδίου και στα παρακείμενα εξαρτήματα |
| Αντίσταση στους κραδασμούς | Εξαιρετική—διατηρεί την ευελιξία στα σημεία καταπόνησης | Κακή—η άκαμπτη συγκόλληση δημιουργεί συγκέντρωση καταπόνησης και ρωγμές κόπωσης |
| Επιδόσεις θερμικής ανακύκλωσης | Ανώτερη—προσαρμόζεται στη διαφορική διαστολή | Υποβαθμισμένη—ανακρυστάλλωση συγκόλλησης και ανάπτυξη διαμεταλλικών |
| Αντίσταση επαφής | 0,5-1,0 milliohm (σταθερή με την πάροδο του χρόνου) | Αρχικά χαμηλή, αλλά αυξάνεται με την οξείδωση και τη θερμική γήρανση |
| Διατήρηση Δύναμης Έλξης | Διατηρεί 90%+ της αντοχής εφελκυσμού του καλωδίου | Εξασθενεί με την πάροδο του χρόνου λόγω ερπυσμού συγκόλλησης και σκλήρυνσης λόγω καταπόνησης |
| Αντοχή στην υγρασία | Αεροστεγής σφράγιση αποτρέπει την οξείδωση | Το υπόλειμμα ροής προσελκύει υγρασία. τριχοειδής δράση μεταξύ των κλώνων |
| Επαναληψιμότητα Επεξεργασίας | Εξαιρετικά συνεπής με τα κατάλληλα εργαλεία και τον ποιοτικό έλεγχο | Μεταβλητή—εξαρτάται από την ικανότητα του χειριστή, τον έλεγχο της θερμοκρασίας, το χρόνο παραμονής |
| Μέθοδος Επιθεώρησης | Οπτική εξέταση και διαστατική μέτρηση (ύψος/πλάτος πρεσαρίσματος) | Μόνο οπτική—εσωτερικά κενά και ψυχρές συνδέσεις αόρατες |
| Δυνατότητα Επανεπεξεργασίας | Απαιτείται αντικατάσταση ακροδέκτη | Μπορεί να επανασυγκολληθεί (με κίνδυνο υποβάθμισης) |
| Έγκριση Αυτοκινητοβιομηχανίας/Αεροδιαστημικής | Απαιτείται από SAE/USCAR-21, AS7928, IEC 60947-4-1 | Απαγορεύεται για πλεξούδες παραγωγής σύμφωνα με IPC/WHMA-A-620 |
| Επένδυση Εξοπλισμού | Μέτρια—απαιτεί βαθμονομημένα εργαλεία πρεσαρίσματος και μήτρες | Χαμηλή—βασικό κολλητήρι αρκετό για εργασίες μικρής κλίμακας |
| Χρόνος Κύκλου (ανά σύνδεση) | 2-5 δευτερόλεπτα (χειροκίνητα); <1 second (automated) | 10-30 δευτερόλεπτα συμπεριλαμβανομένης της θέρμανσης, της ψύξης, της επιθεώρησης |
| Περιβαλλοντικές επιπτώσεις | Χωρίς αναθυμιάσεις, ροή ή έκθεση σε μόλυβδο | Απαιτείται εξαγωγή αναθυμιάσεων. οι εναλλακτικές λύσεις συγκόλλησης χωρίς μόλυβδο είναι πιο δύσκολες |
Η Φυσική των Πρεσαριστών Συνδέσεων: Γιατί η Ψυχρή Συγκόλληση Λειτουργεί
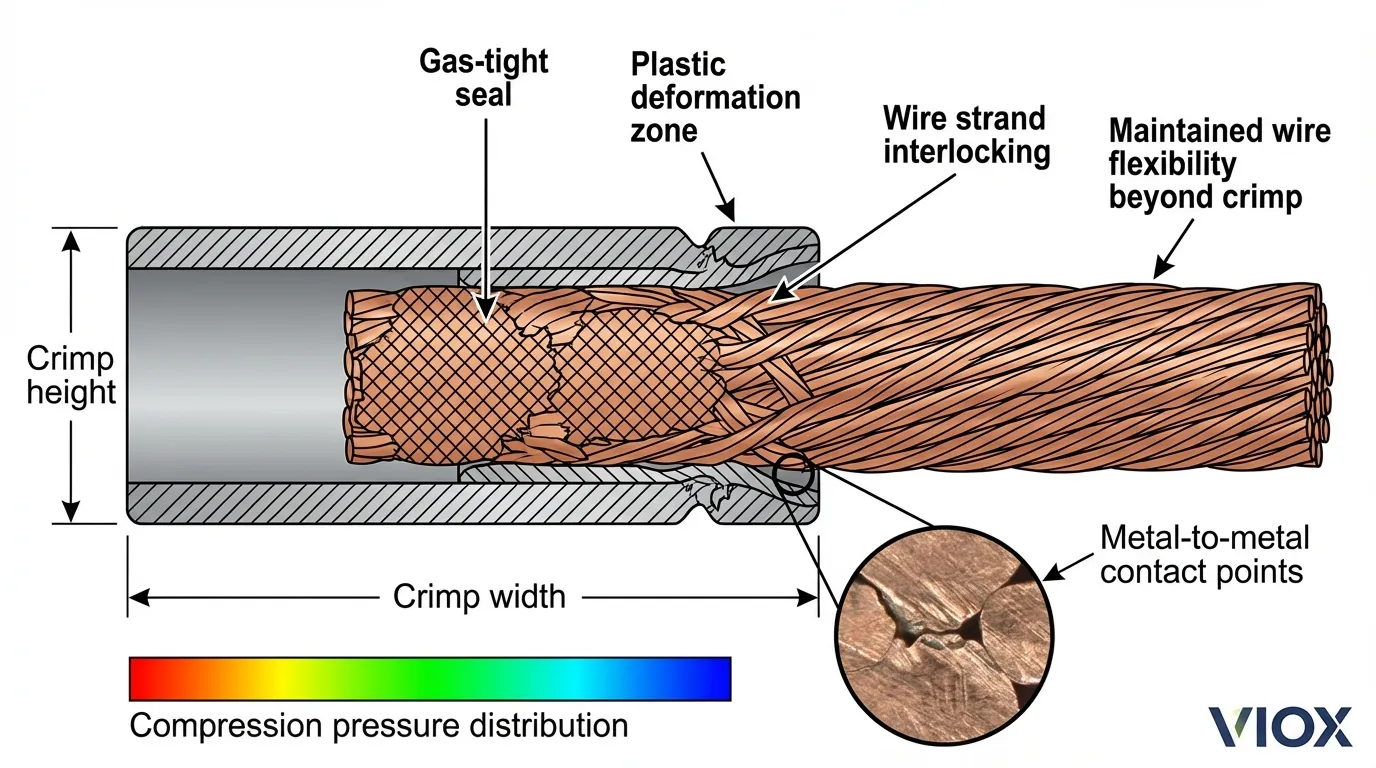
Η πρεσάριστη σύνδεση επιτυγχάνει ηλεκτρική συνέχεια μέσω ελεγχόμενης πλαστικής παραμόρφωσης και όχι θερμικής σύνδεσης. Όταν μια μήτρα πρεσαρίσματος συμπιέζει ένα βαρέλι ακροδέκτη γύρω από έναν αγωγό καλωδίου, συμβαίνουν ταυτόχρονα τρεις διακριτές φυσικές διεργασίες: μηχανική σύμπλεξη των κλώνων του καλωδίου μέσα στην κοιλότητα του ακροδέκτη, ελαστική παραμόρφωση τόσο του υλικού του ακροδέκτη όσο και των αγωγών χαλκού που δημιουργούν δύναμη επαναφοράς και ο σχηματισμός σημείων επαφής μετάλλου-μετάλλου όπου τα στρώματα οξειδίου σπάνε υπό πίεση συμπίεσης.
Η προκύπτουσα σύνδεση παρουσιάζει χαρακτηριστικά μιας ψυχρής συγκόλλησης—μιας διαδικασίας σύνδεσης στερεάς κατάστασης όπου επαρκής πίεση προκαλεί πρόσφυση σε ατομικό επίπεδο μεταξύ καθαρών μεταλλικών επιφανειών. Σε αντίθεση με τη συγκόλληση σύντηξης ή τη συγκόλληση, η ψυχρή συγκόλληση δεν απαιτεί εισαγωγή θερμότητας και δεν παράγει διαμεταλλικές ενώσεις ή ζώνες που επηρεάζονται από τη θερμότητα. Η συμμόρφωση του βαρελιού του ακροδέκτη επιτρέπει στη σύνδεση να προσαρμόζεται στις διαφορές θερμικής διαστολής μεταξύ του καλωδίου και του ακροδέκτη, διατηρώντας παράλληλα σταθερή πίεση επαφής.
Κρίσιμη για την επιτυχία της πρεσαριστής σύνδεσης είναι η επίτευξη της σωστής αναλογίας συμπίεσης—η σχέση μεταξύ του τελικού συμπιεσμένου ύψους του βαρελιού του ακροδέκτη και της εγκάρσιας περιοχής του αγωγού του καλωδίου. Τα βιομηχανικά πρότυπα καθορίζουν αναλογίες συμπίεσης μεταξύ 15-20% για εφαρμογές αυτοκινητοβιομηχανίας, με αυστηρότερες ανοχές που απαιτούνται για αεροδιαστημικές και στρατιωτικές προδιαγραφές. Η υπο-πρεσάριστη σύνδεση έχει ως αποτέλεσμα ανεπαρκή πίεση επαφής και υψηλή αντίσταση. η υπερ-πρεσάριστη σύνδεση προκαλεί θραύση των κλώνων του καλωδίου και μειωμένη αντοχή έλξης. Τα σύγχρονα εργαλεία πρεσαρίσματος ενσωματώνουν παρακολούθηση δύναμης και επαλήθευση ύψους πρεσαρίσματος για να διασφαλίσουν ότι κάθε σύνδεση πληροί τις προδιαγραφές.
Γιατί οι Συγκολλημένες Συνδέσεις Αστοχούν Υπό Καταπόνηση
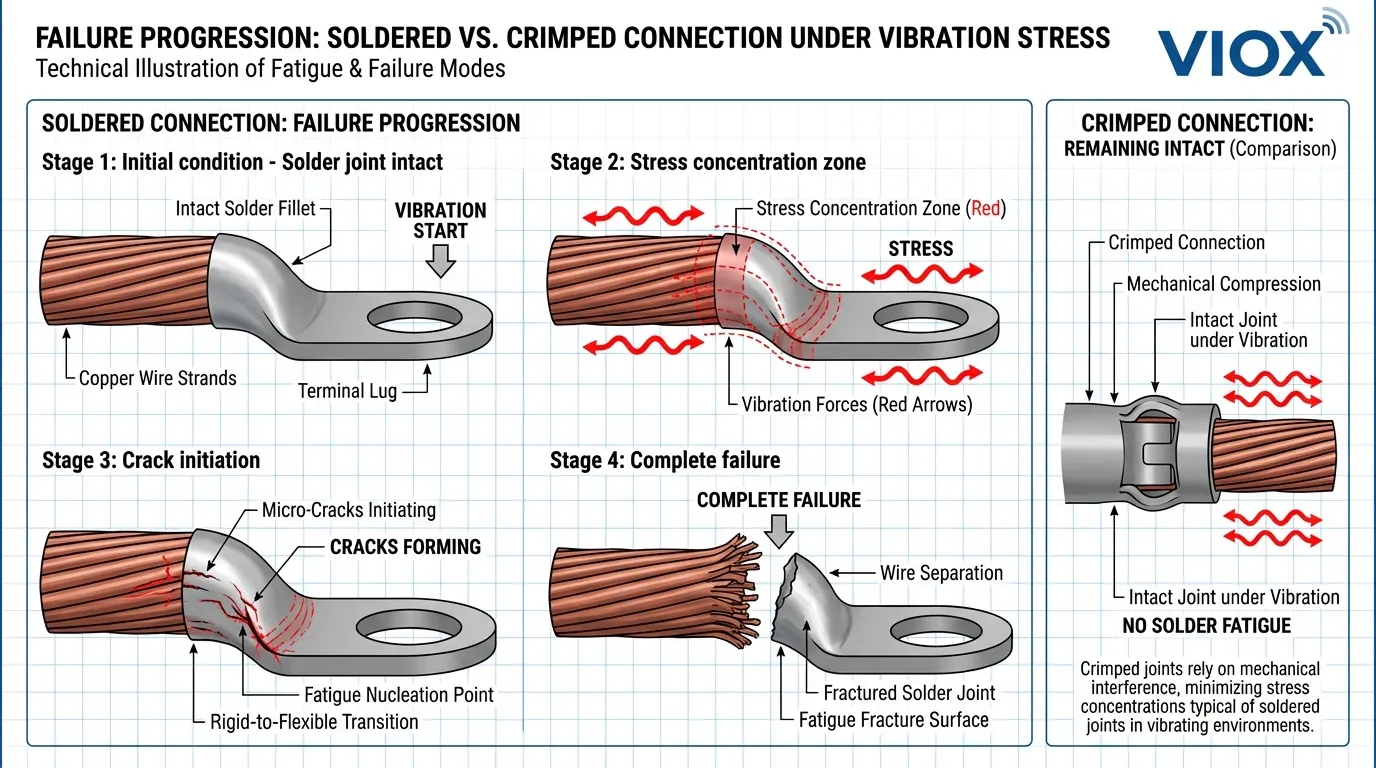
Η θεμελιώδης αδυναμία των συγκολλημένων συνδέσεων καλωδίων πηγάζει από την αναντιστοιχία των ιδιοτήτων των υλικών μεταξύ των εύκαμπτων αγωγών χαλκού και των άκαμπτων κραμάτων συγκόλλησης. Η συγκόλληση—είτε παραδοσιακός κασσίτερος-μόλυβδος (Sn60/Pb40) είτε σύγχρονες συνθέσεις χωρίς μόλυβδο (SAC305, Sn96.5/Ag3.0/Cu0.5)—στερεοποιείται σε μια κρυσταλλική δομή με περιορισμένη ολκιμότητα. Όταν ένα συγκολλημένο καλώδιο υφίσταται κραδασμούς ή κάμψη, η καταπόνηση συγκεντρώνεται ακριβώς στο σημείο τερματισμού της συγκόλλησης όπου το άκαμπτο μέταλλο συναντά το εύκαμπτο πολύκλωνο καλώδιο.
Αυτή η συγκέντρωση καταπόνησης ξεκινά ρωγμές κόπωσης που διαδίδονται μέσω της συγκολλημένης σύνδεσης με κάθε κύκλο κραδασμών. Η μεταλλουργική ανάλυση των αποτυχημένων συγκολλημένων συνδέσεων αποκαλύπτει σταθερά την έναρξη ρωγμών στη διεπαφή συγκόλλησης-καλωδίου, προχωρώντας μέσω της μήτρας συγκόλλησης έως ότου συμβεί πλήρης διαχωρισμός. Ο τρόπος αστοχίας είναι προβλέψιμος και καλά τεκμηριωμένος σε αναφορές ανάλυσης αστοχιών αυτοκινητοβιομηχανίας και αεροδιαστημικής.
Η θερμική καταπόνηση επιταχύνει την υποβάθμιση της συγκολλημένης σύνδεσης μέσω πολλαπλών μηχανισμών. Η διαφορική θερμική διαστολή μεταξύ του καλωδίου χαλκού (16,5 ppm/°C), του κράματος συγκόλλησης (22-25 ppm/°C) και των υλικών του ακροδέκτη δημιουργεί διατμητική καταπόνηση στις διεπαφές. Οι επαναλαμβανόμενοι κύκλοι θέρμανσης και ψύξης προάγουν την ανακρυστάλλωση της συγκόλλησης—μια μεταλλουργική διαδικασία όπου τα όρια των κόκκων αναδιοργανώνονται, αυξάνοντας την ευθραυστότητα και μειώνοντας την αντοχή στην κόπωση. Οι συγκολλήσεις χωρίς μόλυβδο παρουσιάζουν ιδιαίτερα κακή απόδοση θερμικής καταπόνησης σε σύγκριση με τα παραδοσιακά κράματα κασσίτερου-μολύβδου, με ορισμένα κράματα SAC να παρουσιάζουν μείωση 50% στη διάρκεια ζωής κόπωσης υπό επιταχυνόμενες δοκιμές.
Οι πρόσθετοι μηχανισμοί αστοχίας περιλαμβάνουν την απορρόφηση συγκόλλησης—όπου η λιωμένη συγκόλληση ρέει μεταξύ των κλώνων του καλωδίου μέσω τριχοειδούς δράσης, δημιουργώντας μια άκαμπτη ζώνη που εκτείνεται αρκετά χιλιοστά πέρα από την προβλεπόμενη σύνδεση. Αυτή η απορροφημένη περιοχή εξαλείφει την ευελιξία του καλωδίου και δημιουργεί μια εκτεταμένη ζώνη συγκέντρωσης καταπόνησης. Το υπόλειμμα ροής, εάν δεν καθαριστεί σωστά, προσελκύει υγρασία και προάγει την ηλεκτροχημική διάβρωση. Σε περιβάλλοντα κάτω από το καπό του αυτοκινήτου όπου οι διακυμάνσεις της θερμοκρασίας από -40°C έως +150°C είναι ρουτίνα, οι συγκολλημένες συνδέσεις σπάνια επιβιώνουν πέρα από 5-7 χρόνια πριν παρουσιάσουν αυξημένη αντίσταση ή διαλείπουσες αστοχίες.
Βιομηχανικά Πρότυπα: Γιατί οι Κανονισμοί Επιβάλλουν τη Χρήση Πρεσσαριστών Συνδέσεων
Οι βιομηχανίες αυτοκινήτων και αεροδιαστημικής λειτουργούν υπό αυστηρά πρότυπα ποιότητας που απαγορεύουν ρητά τη συγκόλληση για τερματισμούς καλωδίων σε παραγωγικές πλεξούδες καλωδίων. Η προδιαγραφή SAE/USCAR-21—που αναπτύχθηκε από κοινού από μεγάλους κατασκευαστές αυτοκινήτων, συμπεριλαμβανομένων των Ford, GM, Stellantis και διεθνών συνεργατών—καθορίζει τις απαιτήσεις απόδοσης για πρεσσαριστούς ηλεκτρικούς ακροδέκτες σε εφαρμογές αυτοκινήτων. Αυτό το πρότυπο επιβάλλει στις πρεσσαριστές συνδέσεις να επιβιώνουν 15 χρόνια ή 150.000 μίλια υπηρεσίας υπό συνθήκες που περιλαμβάνουν θερμική καταπόνηση από -40°C έως +125°C, δοκιμή κραδασμών σε πολλαπλές ζώνες συχνοτήτων και έκθεση σε υγρά αυτοκινήτων, αλατούχο ψεκασμό και υγρασία.
Το πρότυπο IPC/WHMA-A-620, το οποίο διέπει τις απαιτήσεις συναρμολόγησης καλωδίων και πλεξούδων καλωδίων, δηλώνει ρητά στην Ενότητα 9.3 ότι “η συγκόλληση ακροδεκτών τύπου πρεσσαρίσματος δεν είναι αποδεκτή”, επειδή καλύπτει κακές πρεσσαριστές συνδέσεις και εισάγει θερμική καταπόνηση. Αυτή η απαγόρευση αντανακλά δεκαετίες δεδομένων αστοχίας πεδίου που αποδεικνύουν ότι οι συγκολλημένες πρεσσαριστές συνδέσεις αποδίδουν χειρότερα από τις σωστά εκτελεσμένες μηχανικές πρεσσαριστές συνδέσεις και μόνο. Το πρότυπο απαιτεί κριτήρια οπτικού ελέγχου, επαλήθευση διαστάσεων του ύψους και του πλάτους πρεσσαρίσματος και δοκιμή δύναμης έλξης για την επικύρωση της ακεραιότητας της σύνδεσης.
Οι αεροδιαστημικές εφαρμογές ακολουθούν ακόμη πιο αυστηρές απαιτήσεις σύμφωνα με το AS7928 (πρώην MIL-T-7928), το οποίο καθορίζει το πρεσάρισμα καλωδίων και συρμάτων για ηλεκτρικά συστήματα αεροσκαφών. Αυτές οι προδιαγραφές αναγνωρίζουν ότι οι αστοχίες σύνδεσης σε συστήματα κρίσιμης σημασίας για την πτήση έχουν καταστροφικές συνέπειες, καθιστώντας την αξιοπιστία μη διαπραγματεύσιμη. Τα εργαλεία πρεσαρίσματος που χρησιμοποιούνται σε αεροδιαστημικές εφαρμογές πρέπει να βαθμονομούνται ετησίως και κάθε πρεσσαριστή σύνδεση υποβάλλεται σε τεκμηριωμένο έλεγχο με ιχνηλασιμότητα στο συγκεκριμένο εργαλείο, χειριστή και παρτίδα ακροδεκτών που χρησιμοποιούνται.
Έλεγχος Ποιότητας Πρεσαρίσματος: Οι Κρίσιμες Παράμετροι
Η επίτευξη αξιόπιστων πρεσσαριστών συνδέσεων απαιτεί ακριβή έλεγχο τριών αλληλεξαρτώμενων μεταβλητών: ύψος πρεσαρίσματος, πλάτος πρεσαρίσματος και αναλογία συμπίεσης καλωδίου. Το ύψος πρεσαρίσματος—που μετράται στη συμπιεσμένη διάσταση του κυλίνδρου του ακροδέκτη κάθετα στον άξονα του καλωδίου—καθορίζει άμεσα την πίεση επαφής και την αντοχή έλξης. Οι προδιαγραφές συνήθως καθορίζουν ανοχές ύψους πρεσαρίσματος εντός ±0,05 mm για ακροδέκτες αυτοκινήτων, με αυστηρότερες ανοχές που απαιτούνται για μικρότερα εύρη καλωδίων και κρίσιμες εφαρμογές.
Η μέτρηση του πλάτους πρεσαρίσματος επαληθεύει ότι τα πτερύγια του ακροδέκτη έχουν διπλωθεί σωστά γύρω από το καλώδιο χωρίς υπερβολική παραμόρφωση ή ρωγμές. Οι προδιαγραφές πλάτους ποικίλλουν ανάλογα με το σχέδιο του ακροδέκτη, αλλά γενικά απαιτούν ότι ο πρεσσαριστός κύλινδρος διατηρεί τη δομική ακεραιότητα χωρίς σχισμές ή κατάγματα που θα μπορούσαν να θέσουν σε κίνδυνο τη στεγανή σφράγιση αερίου. Ο οπτικός έλεγχος υπό μεγέθυνση (10-30x) αποκαλύπτει επιφανειακά ελαττώματα, συμπεριλαμβανομένης της ατελούς συμπίεσης, της ρωγμής του ακροδέκτη ή της προεξοχής των κλώνων του καλωδίου.
Η πιο κρίσιμη μετρική ποιότητας είναι η δοκιμή δύναμης έλξης—μια καταστροφική δοκιμή που μετρά τη δύναμη που απαιτείται για να διαχωριστεί ο ακροδέκτης από το καλώδιο. Τα πρότυπα καθορίζουν ελάχιστες δυνάμεις έλξης με βάση το εύρος του καλωδίου, με τιμές που κυμαίνονται από 15 Newtons για καλώδιο 24 AWG έως 400+ Newtons για αγωγούς 10 AWG. Οι σωστές πρεσσαριστές συνδέσεις συνήθως επιτυγχάνουν το 90-95% της ονομαστικής αντοχής εφελκυσμού του καλωδίου, πράγμα που σημαίνει ότι το ίδιο το καλώδιο σπάει πριν βγει η πρεσσαριστή σύνδεση. Η δοκιμή έλξης πρέπει να εκτελείται σε ελεγχόμενους ρυθμούς (50-250 mm/λεπτό σύμφωνα με το USCAR-21) για να διασφαλιστούν συνεπή αποτελέσματα.
Οι μέθοδοι στατιστικού ελέγχου διεργασιών (SPC) παρακολουθούν τις τάσεις ποιότητας πρεσαρίσματος σε όλες τις σειρές παραγωγής, εντοπίζοντας τη φθορά του εργαλείου, την κακή ευθυγράμμιση της μήτρας ή τις παραλλαγές της τεχνικής του χειριστή πριν παράγουν συνδέσεις εκτός προδιαγραφών. Τα σύγχρονα αυτοματοποιημένα συστήματα πρεσαρίσματος ενσωματώνουν ενσωματωμένη παρακολούθηση δύναμης που μετρά την πραγματική δύναμη πρεσαρίσματος και επισημαίνει οποιαδήποτε σύνδεση εκτός αποδεκτών παραμέτρων για άμεση επανεπεξεργασία.

Οδηγός Εφαρμογής: Πότε να Χρησιμοποιήσετε Κάθε Μέθοδο
Παρά τα πλεονεκτήματα του πρεσαρίσματος για πλεξούδες παραγωγής και εφαρμογές υψηλής αξιοπιστίας, η συγκόλληση παραμένει κατάλληλη για συγκεκριμένες περιπτώσεις χρήσης. Η συναρμολόγηση πλακέτας κυκλώματος, ιδιαίτερα για εξαρτήματα διαμπερούς οπής και επανεπεξεργασία επιφανειακής τοποθέτησης, επωφελείται από την ικανότητα συγκόλλησης να δημιουργεί μόνιμες συνδέσεις σε άκαμπτα υποστρώματα όπου η καταπόνηση από κραδασμούς είναι ελάχιστη. Η ανάπτυξη πρωτοτύπων και οι εργαστηριακές δοκιμές συχνά χρησιμοποιούν συγκολλημένες συνδέσεις για την ευκολία τροποποίησης και τις ελάχιστες απαιτήσεις εργαλείων.
Το πρεσάρισμα γίνεται υποχρεωτικό σε πλεξούδες καλωδίων αυτοκινήτων, ηλεκτρικά συστήματα αεροδιαστημικής, βιομηχανικούς πίνακες ελέγχου και οποιαδήποτε εφαρμογή όπου οι συνδέσεις υφίστανται κραδασμούς, θερμική καταπόνηση ή έκθεση σε σκληρό περιβάλλον. Η επένδυση σε κατάλληλα εργαλεία πρεσαρίσματος—που κυμαίνονται από 200 € για χειροκίνητα πρεσσαριστά εργαλεία καστάνιας έως 50.000+ € για αυτοματοποιημένες μηχανές πρεσαρίσματος—αποδίδει με μειωμένες αξιώσεις εγγύησης, βελτιωμένη αξιοπιστία συστήματος και συμμόρφωση με τα βιομηχανικά πρότυπα. Για σχετικές πληροφορίες σχετικά με την επιλογή κατάλληλης προστασίας κυκλώματος για πρεσσαριστές συνδέσεις, ανατρέξτε στον οδηγό μας για επιλογή διακόπτη κυκλώματος για βιομηχανικούς πίνακες.
Οι ναυτιλιακές και εξωτερικές εφαρμογές επωφελούνται ιδιαίτερα από την αντοχή του πρεσαρίσματος στην υγρασία. Η στεγανή σφράγιση αερίου που δημιουργείται από τη σωστή συμπίεση αποτρέπει την εισροή νερού και την επακόλουθη ηλεκτροχημική διάβρωση που υποβαθμίζει γρήγορα τις συγκολλημένες συνδέσεις σε υγρά ή αλατούχα περιβάλλοντα. Όταν συνδυάζονται με θερμοσυστελλόμενους σωλήνες ή περιβαλλοντικές στεγανωτικές μπότες, οι πρεσσαριστοί ακροδέκτες επιτυγχάνουν επίπεδα προστασίας IP67/IP68 κατάλληλα για υποβρύχιες εφαρμογές.
Οι εφαρμογές υψηλού ρεύματος (>10 amperes) απαιτούν καθολικά πρεσσαριστές συνδέσεις λόγω της ανώτερης ικανότητας μεταφοράς ρεύματος και της χαμηλότερης αντίστασης επαφής. Τα πολλαπλά σημεία επαφής που δημιουργούνται από συμπιεσμένους κλώνους καλωδίων κατανέμουν τη ροή ρεύματος πιο αποτελεσματικά από τις συγκολλήσεις, μειώνοντας την τοπική θέρμανση και βελτιώνοντας τη μακροπρόθεσμη σταθερότητα. Για καθοδήγηση σχετικά με τη σωστή διαστασιολόγηση καλωδίων και τους υπολογισμούς χωρητικότητας ρεύματος, ανατρέξτε στον οδηγό διαστασιολόγησης καλωδίων.
Το Πλεονέκτημα VIOX: Λύσεις Πρεσαρίσματος Ακριβείας
Η VIOX Electric ειδικεύεται στην κατασκευή ηλεκτρικών εξαρτημάτων υψηλής αξιοπιστίας που έχουν σχεδιαστεί για απαιτητικές βιομηχανικές, αυτοκινητοβιομηχανικές και εφαρμογές ανανεώσιμης ενέργειας. Το χαρτοφυλάκιο προϊόντων μας περιλαμβάνει ακροδέκτες χαλκού ακριβείας, πλεξούδες καλωδίων αυτοκινητοβιομηχανίας και προσαρμοσμένες ηλεκτρικές συναρμολογήσεις που πληρούν ή υπερβαίνουν τα διεθνή πρότυπα ποιότητας, συμπεριλαμβανομένων των προδιαγραφών UL, IEC και OEM αυτοκινήτων.
Η ομάδα μηχανικών μας παρέχει ολοκληρωμένη υποστήριξη για τη βελτιστοποίηση του σχεδιασμού σύνδεσης, συμπεριλαμβανομένης της επιλογής ακροδεκτών, της προδιαγραφής εργαλείου πρεσαρίσματος και της ανάπτυξης πρωτοκόλλου ποιοτικού ελέγχου. Διατηρούμε εσωτερικές δυνατότητες δοκιμών για την επικύρωση της δύναμης έλξης, τη θερμική καταπόνηση, τη δοκιμή κραδασμών και την προσομοίωση περιβαλλοντικής έκθεσης—διασφαλίζοντας ότι κάθε προϊόν παρέχει τεκμηριωμένη αξιοπιστία υπό πραγματικές συνθήκες λειτουργίας.
Για εφαρμογές που απαιτούν προσαρμοσμένα σχέδια ακροδεκτών, μη τυπικά εύρη καλωδίων ή εξειδικευμένη περιβαλλοντική στεγανοποίηση, η VIOX προσφέρει ταχεία δημιουργία πρωτοτύπων και δυνατότητες παραγωγής μικρών παρτίδων. Το σύστημα διαχείρισης ποιότητας διατηρεί πλήρη ιχνηλασιμότητα από την πιστοποίηση πρώτων υλών έως τον τελικό έλεγχο, παρέχοντας την τεκμηρίωση που απαιτείται για αεροδιαστημικές, ιατρικές και εφαρμογές κρίσιμης σημασίας για την ασφάλεια. Μάθετε περισσότερα για τις λύσεις ακροδεκτών και επιλογές βιομηχανικών συνδετήρων.

Συχνές Ερωτήσεις
Ε: Μπορώ να συγκολλήσω ένα καλώδιο μετά το πρεσάρισμα για επιπλέον αντοχή;
Α: Όχι—αυτή η πρακτική απαγορεύεται ρητά από τα πρότυπα IPC/WHMA-A-620 και αυτοκινήτων. Η συγκόλληση μετά το πρεσάρισμα δεν παρέχει κανένα όφελος αντοχής, επειδή η πρεσσαριστή σύνδεση έχει ήδη δημιουργήσει μέγιστη επαφή. Η προσθήκη συγκόλλησης στην πραγματικότητα υποβαθμίζει την απόδοση εισάγοντας θερμική καταπόνηση, καλύπτοντας κακές πρεσσαριστές συνδέσεις κατά τη διάρκεια της επιθεώρησης και δημιουργώντας μια εύθραυστη ζώνη. Εάν μια πρεσσαριστή σύνδεση εκτελείται σωστά, η συγκόλληση δεν προσθέτει τίποτα. εάν η πρεσσαριστή σύνδεση είναι ελαττωματική, η συγκόλληση αποκρύπτει το πρόβλημα έως ότου συμβεί αστοχία στο πεδίο.
Ε: Πώς μπορώ να ξέρω εάν το εργαλείο πρεσαρίσματος παράγει καλές συνδέσεις;
Α: Εκτελέστε τακτικές δοκιμές δύναμης έλξης σε δείγματα συνδέσεων και μετρήστε το ύψος πρεσαρίσματος με ένα μικρόμετρο. Συγκρίνετε τα αποτελέσματα με τις προδιαγραφές του κατασκευαστή του ακροδέκτη. Ο οπτικός έλεγχος θα πρέπει να αποκαλύψει πλήρες κλείσιμο του κυλίνδρου, καμία προεξοχή κλώνων καλωδίου, καμία ρωγμή ακροδέκτη και σωστή εμπλοκή πρεσαρίσματος μόνωσης. Εάν δεν διαθέτετε εξοπλισμό δοκιμών, η ανάλυση διατομής (κόψιμο μέσω της πρεσσαριστής σύνδεσης και εξέταση υπό μεγέθυνση) αποκαλύπτει την εσωτερική ποιότητα συμπίεσης καλωδίου. Για περισσότερα σχετικά με διαδικασίες ηλεκτρικών δοκιμών, συμβουλευτείτε τον οδηγό δοκιμών μας.
Ε: Ποια μεγέθη καλωδίων μπορούν να πρεσαριστούν έναντι συγκόλλησης;
Α: Το πρεσάρισμα φιλοξενεί μεγέθη καλωδίων από 30 AWG (0,05 mm²) έως 4/0 AWG (107 mm²) και μεγαλύτερα με κατάλληλους ακροδέκτες και εργαλεία. Η συγκόλληση γίνεται όλο και πιο δύσκολη και αναξιόπιστη πάνω από 12 AWG λόγω των προκλήσεων απαγωγής θερμότητας και της μεγάλης άκαμπτης ζώνης που δημιουργείται. Για εφαρμογές υψηλού ρεύματος, οι πρεσσαριστές συνδέσεις με μηχανικά συνδετικά στοιχεία (βιδωτές ωτίδες) είναι συνήθης πρακτική.
Ε: Είναι οι πρεσσαριστές συνδέσεις κατάλληλες για περιβάλλοντα υψηλών κραδασμών όπως η αυτοκινητοβιομηχανία ή η αεροδιαστημική;
Α: Ναι—οι πρεσσαριστές συνδέσεις έχουν σχεδιαστεί ειδικά για εφαρμογές υψηλών κραδασμών και επιβάλλονται από τα πρότυπα αυτοκινήτων (USCAR-21) και αεροδιαστημικής (AS7928) ακριβώς επειδή υπερτερούν των συγκολλημένων συνδέσεων υπό καταπόνηση κραδασμών. Η διατηρούμενη ευελιξία στη μετάβαση από την πρεσσαριστή σύνδεση στο καλώδιο αποτρέπει τις αστοχίες κόπωσης που μαστίζουν τις συγκολλημένες συνδέσεις. Για σχετικές πληροφορίες σχετικά με προστασία κυκλώματος ανθεκτική στους κραδασμούς, ανατρέξτε στον οδηγό επιλογής διακόπτη μας.
Ε: Πόσο διαρκούν οι πρεσσαριστές συνδέσεις σε σύγκριση με τις συγκολλημένες συνδέσεις;
Α: Οι σωστά εκτελεσμένες πρεσσαριστές συνδέσεις σε εφαρμογές αυτοκινήτων έχουν σχεδιαστεί για διάρκεια ζωής 15+ ετών (σύμφωνα με τις απαιτήσεις δοκιμών USCAR-21), συμπεριλαμβανομένης της έκθεσης σε θερμική καταπόνηση, κραδασμούς, υγρασία και χημική έκθεση. Οι συγκολλημένες συνδέσεις σε παρόμοια περιβάλλοντα συνήθως αρχίζουν να εμφανίζουν υποβάθμιση εντός 5-7 ετών. Σε ήπια περιβάλλοντα (ελεγχόμενο κλίμα, χωρίς κραδασμούς), και οι δύο μέθοδοι μπορούν να διαρκέσουν δεκαετίες, αν και το πρεσάρισμα εξακολουθεί να προσφέρει ανώτερη μακροπρόθεσμη σταθερότητα αντίστασης επαφής.
Ε: Ποια είναι η διαφορά μεταξύ μονωμένων και μη μονωμένων πρεσσαριστών ακροδεκτών;
Α: Οι μονωμένοι ακροδέκτες περιλαμβάνουν ένα πλαστικό μανίκι που παρέχει ανακούφιση από την καταπόνηση και ηλεκτρική μόνωση, κατάλληλο για γενικές εφαρμογές καλωδίωσης. Οι μη μονωμένοι (γυμνοί) ακροδέκτες προσφέρουν υψηλότερη χωρητικότητα ρεύματος και προτιμώνται για συνδέσεις υψηλής έντασης ή όταν θα εφαρμοστεί προσαρμοσμένος θερμοσυστελλόμενος σωλήνας. Οι απαιτήσεις ποιότητας πρεσαρίσματος είναι πανομοιότυπες. η επιλογή εξαρτάται από τις απαιτήσεις της εφαρμογής και εάν απαιτείται πρόσθετη περιβαλλοντική στεγανοποίηση. Για καθοδήγηση σχετικά με την επιλογή ακροδεκτών, ανατρέξτε στον οδηγό σύγκρισης ακροδεκτών.
Συμπέρασμα: Μηχανική Αξιοπιστία Μέσω Σωστού Σχεδιασμού Σύνδεσης
Η συζήτηση μεταξύ πρεσαρίσματος και συγκόλλησης τελικά επιλύεται στις απαιτήσεις της εφαρμογής και στις προτεραιότητες απόδοσης. Για πλεξούδες καλωδίων παραγωγής, συστήματα αυτοκινήτων, αεροδιαστημικές εφαρμογές και οποιοδήποτε περιβάλλον που περιλαμβάνει κραδασμούς, θερμική καταπόνηση ή σκληρή έκθεση, το πρεσάρισμα παρέχει αποδεδειγμένα ανώτερη αξιοπιστία που υποστηρίζεται από δεκαετίες δεδομένων πεδίου και κωδικοποιείται σε διεθνή πρότυπα. Η αρχική επένδυση σε κατάλληλα εργαλεία πρεσαρίσματος και εκπαίδευση αποδίδει άμεσα με μειωμένα ποσοστά αστοχίας, απλοποιημένο ποιοτικό έλεγχο και συμμόρφωση με τις βιομηχανικές απαιτήσεις.
Η συγκόλληση διατηρεί τη θέση της στη συναρμολόγηση ηλεκτρονικών για συνδέσεις πλακέτας κυκλώματος και εφαρμογές όπου η μηχανική καταπόνηση είναι ελάχιστη. Ωστόσο, η αντίληψη ότι οι συγκολλημένες συνδέσεις καλωδίου με ακροδέκτη προσφέρουν ανώτερη αξιοπιστία έχει αποδειχθεί διεξοδικά τόσο από εργαστηριακές δοκιμές όσο και από ανάλυση αστοχίας πεδίου. Ο σύγχρονος σχεδιασμός ηλεκτρικού συστήματος αναγνωρίζει ότι η ακεραιότητα της σύνδεσης καθορίζει τη συνολική αξιοπιστία του συστήματος—καθιστώντας την επιλογή της μεθόδου τερματισμού μια κρίσιμη μηχανική απόφαση και όχι θέμα προσωπικής προτίμησης ή παράδοσης.
Η VIOX Electric είναι έτοιμη να υποστηρίξει τις απαιτήσεις σχεδιασμού σύνδεσης με ακροδέκτες κατασκευασμένους με ακρίβεια, προσαρμοσμένες λύσεις πρεσαρίσματος και μηχανική τεχνογνωσία που υποστηρίζεται από ολοκληρωμένες δοκιμές και διασφάλιση ποιότητας. Είτε σχεδιάζετε πλεξούδες αυτοκινήτων, βιομηχανικά συστήματα ελέγχου ή εγκαταστάσεις ανανεώσιμης ενέργειας, η σωστή τεχνολογία σύνδεσης διασφαλίζει ότι τα προϊόντα σας παρέχουν την αξιοπιστία που απαιτούν οι πελάτες σας. Επικοινωνήστε με την ομάδα μηχανικών μας για να συζητήσετε τις συγκεκριμένες απαιτήσεις της εφαρμογής σας και να ανακαλύψετε πώς οι λύσεις πρεσαρίσματος VIOX μπορούν να εξαλείψουν τις αστοχίες που σχετίζονται με τη σύνδεση στα ηλεκτρικά σας συστήματα.
Για πρόσθετους τεχνικούς πόρους σχετικά με το σχεδιασμό ηλεκτρικού συστήματος και την επιλογή εξαρτημάτων, εξερευνήστε τους ολοκληρωμένους οδηγούς μας σχετικά με προστασία κυκλώματος, υπολογισμούς διαστασιολόγησης καλωδίων, και σχεδιασμό βιομηχανικού πίνακα.
