
Bezpośrednia odpowiedź
Zaciskanie zapewnia większą niezawodność niż lutowanie w zastosowaniach narażonych na silne wibracje, cykle termiczne i trudne warunki środowiskowe. Podczas gdy lutowanie tworzy połączenie metalurgiczne poprzez fuzję cieplną, zaciskanie tworzy gazoszczelne złącze na zimno poprzez kompresję mechaniczną – eliminując strefy wpływu ciepła, zapobiegając kruchości lutu i zachowując elastyczność przewodu w punktach naprężeń. Normy branżowe, w tym SAE/USCAR-21, IEC 60352-2 i IPC/WHMA-A-620, nakazują stosowanie połączeń zaciskanych w zastosowaniach motoryzacyjnych i lotniczych, gdzie 15-letnia żywotność w ekstremalnych warunkach jest niepodważalna.
Kluczowe wnioski
Zrozumienie fundamentalnych różnic między zaciskaniem a lutowaniem ma kluczowe znaczenie dla niezawodności systemu elektrycznego. Połączenia zaciskane zapewniają wytrzymałość mechaniczną dzięki kontrolowanej deformacji plastycznej, tworząc hermetyczne uszczelnienia, które są odporne na wnikanie wilgoci i utlenianie. Brak ciepła eliminuje naprężenia termiczne na izolacji przewodu i zapobiega tworzeniu się kruchych związków międzymetalicznych. Natomiast połączenia lutowane wprowadzają sztywną strefę przejściową, w której elastyczny przewód łączy się ze zestalonym lutem – notoryczny punkt awarii pod wpływem wibracji. Nowoczesne normy motoryzacyjne i przemysłowe w dużej mierze zrezygnowały z lutowania na rzecz zaciskania w przypadku wiązek produkcyjnych, uznając, że prawidłowo zaciśnięte końcówki konsekwentnie przewyższają połączenia lutowane w testach siły wyrywania, odporności na szok termiczny i długotrwałej trwałości.
Dlaczego metoda połączenia ma znaczenie: Ukryty koszt awarii
Niezawodność połączenia bezpośrednio determinuje wydajność na poziomie systemu w zespołach elektrycznych. Gdy wiązka przewodów służy jako ścieżka przesyłu energii i sygnału, każda słabość połączenia rozprzestrzenia się na katastrofalną awarię systemu. Wybór między zaciskaniem a lutowaniem to nie tylko preferencja produkcyjna – to decyzja inżynierska z wymiernymi konsekwencjami dla żywotności produktu, kosztów gwarancji i zgodności z przepisami bezpieczeństwa.
Lutowanie dominuje w montażu elektroniki od dziesięcioleci, szczególnie w zastosowaniach z płytkami drukowanymi, gdzie komponenty pozostają nieruchome. Jednak ten sam proces łączenia termicznego, który dobrze sprawdza się w przypadku ścieżek PCB, staje się obciążeniem w połączeniach przewód-zacisk narażonych na naprężenia mechaniczne. Podstawowy problem tkwi w materiałoznawstwie: lut tworzy kruchą strefę międzymetaliczną, która nie może kompensować różnic w ruchu między sztywnymi zaciskami a elastycznymi przewodnikami.
Nowoczesne systemy elektryczne wymagają połączeń, które wytrzymują ponad 100 000 cykli termicznych, wytrzymują częstotliwości wibracji przekraczające 2000 Hz i utrzymują rezystancję styku poniżej 1 milioma przez cały okres eksploatacji. Wymagania te skłoniły producentów OEM z branży motoryzacyjnej, producentów lotniczych i konstruktorów urządzeń przemysłowych do stosowania zaciskania jako podstawowej metody zakończenia. Zrozumienie, dlaczego zaciskanie przewyższa lutowanie, wymaga zbadania fizyki każdego rodzaju połączenia i ich zachowania w rzeczywistych warunkach obciążeniowych.

Zaciskanie a lutowanie: Porównanie techniczne
Mechaniczne i elektryczne właściwości połączeń zaciskanych i lutowanych ujawniają, dlaczego normy branżowe preferują zaciskanie w wymagających zastosowaniach. Poniższe porównanie analizuje krytyczne parametry wydajności, które bezpośrednio wpływają na niezawodność połączenia i żywotność.
| Czynnik wydajności | Zaciskanie (bez lutowania) | Lutowanie |
|---|---|---|
| Mechanizm połączenia | Kompresja mechaniczna tworząca gazoszczelne złącze na zimno | Połączenie metalurgiczne poprzez fuzję termiczną |
| Temperatura procesu | Temperatura otoczenia (bez doprowadzania ciepła) | 183-450°C w zależności od stopu lutu |
| Strefa wpływu ciepła | Brak – izolacja pozostaje nienaruszona | Ryzyko uszkodzenia termicznego izolacji przewodu i sąsiednich komponentów |
| Odporność na wibracje | Doskonała – zachowuje elastyczność w punktach naprężeń | Słaba – sztywny lut tworzy koncentrację naprężeń i pęknięcia zmęczeniowe |
| Wydajność w cyklu termicznym | Doskonała – kompensuje różnice w rozszerzalności | Pogorszona – rekrystalizacja lutu i wzrost związków międzymetalicznych |
| Rezystancja styków | 0,5-1,0 milioma (stabilna w czasie) | Początkowo niska, ale wzrasta z utlenianiem i starzeniem termicznym |
| Siła utrzymania przy wyrywaniu | Utrzymuje 90% + wytrzymałości na rozciąganie przewodu | Słabnie z czasem z powodu pełzania lutu i umocnienia przez zgniot |
| Odporność na wilgoć | Gazoszczelne uszczelnienie zapobiega utlenianiu | Pozostałości topnika przyciągają wilgoć; działanie kapilarne między żyłami |
| Powtarzalność procesu | Bardzo spójna przy użyciu odpowiednich narzędzi i kontroli jakości | Zmienna – zależy od umiejętności operatora, kontroli temperatury, czasu przebywania |
| Metoda inspekcji | Badanie wzrokowe i pomiar wymiarowy (wysokość/szerokość zacisku) | Tylko wzrokowa – wewnętrzne puste przestrzenie i zimne luty niewidoczne |
| Możliwość przeróbki | Wymagana wymiana zacisku | Można ponownie przelutować (z ryzykiem degradacji) |
| Aprobata motoryzacyjna/lotnicza | Wymagana przez SAE/USCAR-21, AS7928, IEC 60947-4-1 | Zabroniona dla wiązek produkcyjnych zgodnie z IPC/WHMA-A-620 |
| Inwestycja w sprzęt | Umiarkowana – wymaga kalibrowanych narzędzi do zaciskania i matryc | Niska – podstawowa lutownica wystarczająca do prac na małą skalę |
| Czas cyklu (na połączenie) | 2-5 sekund (ręcznie); <1 second (automated) | 10-30 sekund, w tym ogrzewanie, chłodzenie, inspekcja |
| Wpływ na środowisko | Brak oparów, topnika lub narażenia na ołów | Wymaga odciągu oparów; alternatywy lutu bezołowiowego trudniejsze |
Fizyka połączeń zaciskanych: Dlaczego zgrzewanie na zimno działa
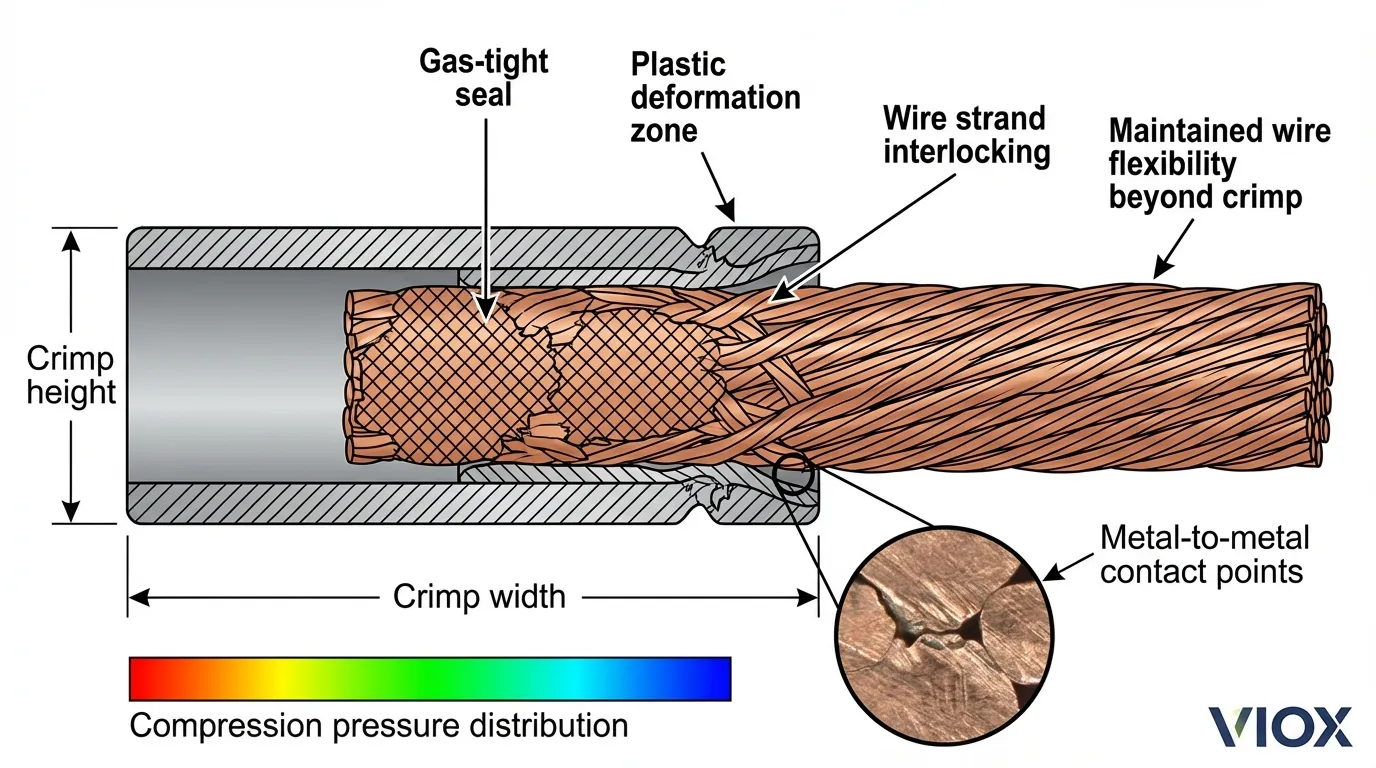
Zaciskanie osiąga ciągłość elektryczną poprzez kontrolowaną deformację plastyczną, a nie łączenie termiczne. Gdy matryca zaciskająca ściska tuleję zacisku wokół przewodnika, jednocześnie zachodzą trzy odrębne procesy fizyczne: mechaniczne zazębianie się żył przewodu wewnątrz komory zacisku, elastyczna deformacja zarówno materiału zacisku, jak i przewodników miedzianych, tworząca siłę sprężystości, oraz tworzenie się punktów kontaktu metal-metal, w których warstwy tlenków pękają pod ciśnieniem ściskania.
Powstałe połączenie wykazuje cechy zgrzewania na zimno – procesu łączenia w stanie stałym, w którym wystarczające ciśnienie powoduje adhezję na poziomie atomowym między czystymi powierzchniami metalu. W przeciwieństwie do spawania topliwego lub lutowania, zgrzewanie na zimno nie wymaga doprowadzania ciepła i nie wytwarza żadnych związków międzymetalicznych ani stref wpływu ciepła. Elastyczność tulei zacisku pozwala połączeniu kompensować różnice w rozszerzalności cieplnej między przewodem a zaciskiem, przy jednoczesnym utrzymaniu stałego nacisku styku.
Kluczowe dla sukcesu zaciskania jest osiągnięcie prawidłowego współczynnika kompresji – relacji między końcową, ściśniętą wysokością tulei zacisku a polem przekroju poprzecznego przewodnika. Normy branżowe określają współczynniki kompresji między 15-20% dla zastosowań motoryzacyjnych, z bardziej rygorystycznymi tolerancjami wymaganymi dla specyfikacji lotniczych i wojskowych. Niedostateczne zaciskanie powoduje niewystarczający nacisk styku i wysoką rezystancję; nadmierne zaciskanie powoduje pękanie żył przewodu i zmniejszenie siły wyrywania. Nowoczesne narzędzia do zaciskania zawierają monitorowanie siły i weryfikację wysokości zacisku, aby zapewnić, że każde połączenie spełnia specyfikację.
Dlaczego połączenia lutowane zawodzą pod wpływem naprężeń
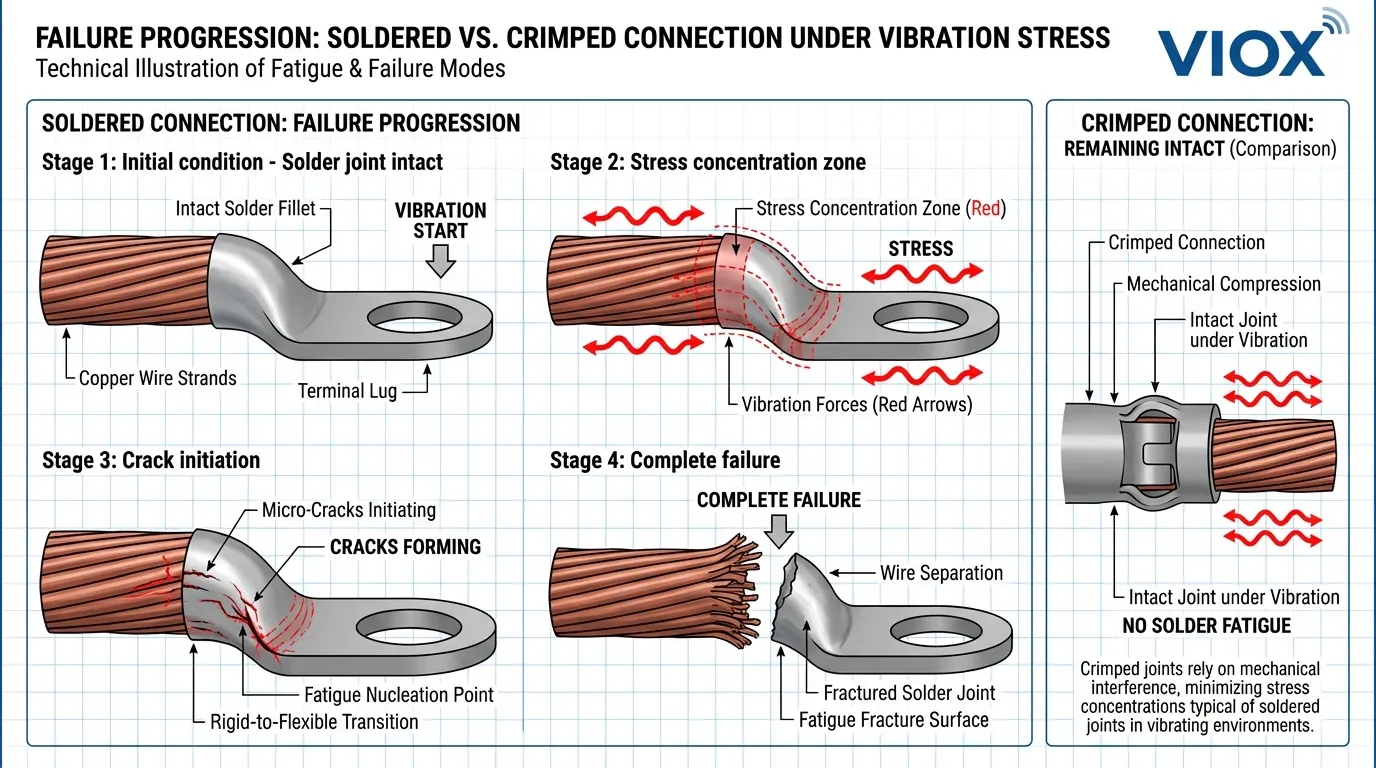
Podstawowa słabość lutowanych połączeń przewodów wynika z niedopasowania właściwości materiałowych między elastycznymi przewodnikami miedzianymi a sztywnymi stopami lutowniczymi. Lut – niezależnie od tego, czy jest to tradycyjny cyna-ołów (Sn60/Pb40), czy nowoczesne kompozycje bezołowiowe (SAC305, Sn96.5/Ag3.0/Cu0.5) – zestala się w strukturę krystaliczną o ograniczonej plastyczności. Gdy lutowany przewód jest poddawany wibracjom lub zginaniu, naprężenia koncentrują się dokładnie w punkcie zakończenia lutowania, gdzie sztywny metal łączy się z elastycznym przewodem wielodrutowym.
Ta koncentracja naprężeń inicjuje pęknięcia zmęczeniowe, które rozprzestrzeniają się przez złącze lutowane z każdym cyklem wibracji. Analiza metalurgiczna uszkodzonych złączy lutowanych konsekwentnie ujawnia inicjację pęknięć na granicy lut-przewód, postępującą przez matrycę lutu aż do całkowitego rozdzielenia. Tryb awarii jest przewidywalny i dobrze udokumentowany w raportach z analizy awarii w branży motoryzacyjnej i lotniczej.
Cykle termiczne przyspieszają degradację złącza lutowanego poprzez wiele mechanizmów. Różnicowa rozszerzalność cieplna między przewodem miedzianym (16,5 ppm/°C), stopem lutowniczym (22-25 ppm/°C) i materiałami zaciskowymi tworzy naprężenia ścinające na powierzchniach styku. Powtarzające się cykle nagrzewania i chłodzenia sprzyjają rekrystalizacji lutu – procesowi metalurgicznemu, w którym granice ziaren reorganizują się, zwiększając kruchość i zmniejszając odporność na zmęczenie. Luty bezołowiowe wykazują szczególnie słabą wydajność w cyklach termicznych w porównaniu z tradycyjnymi stopami cyna-ołów, przy czym niektóre stopy SAC wykazują 50% redukcję żywotności zmęczeniowej w testach przyspieszonych.
Dodatkowe mechanizmy awarii obejmują wnikanie lutu – gdzie stopiony lut przepływa między żyłami przewodu poprzez działanie kapilarne, tworząc sztywną strefę rozciągającą się kilka milimetrów poza zamierzone złącze. Ten obszar wnikania eliminuje elastyczność przewodu i tworzy rozszerzoną strefę koncentracji naprężeń. Pozostałości topnika, jeśli nie zostaną odpowiednio oczyszczone, przyciągają wilgoć i sprzyjają korozji elektrochemicznej. W środowiskach pod maską samochodu, gdzie wahania temperatury od -40°C do +150°C są rutynowe, połączenia lutowane rzadko wytrzymują dłużej niż 5-7 lat przed wykazaniem zwiększonej rezystancji lub sporadycznych awarii.
Normy branżowe: Dlaczego przepisy nakazują zaciskanie
Przemysł motoryzacyjny i lotniczy działają w oparciu o surowe normy jakości, które wyraźnie zabraniają lutowania zakończeń wiązek przewodów produkcyjnych. Specyfikacja SAE/USCAR-21 — opracowana wspólnie przez głównych producentów samochodów, w tym Ford, GM, Stellantis i partnerów międzynarodowych — określa wymagania dotyczące wydajności zaciskanych złączy elektrycznych w zastosowaniach motoryzacyjnych. Norma ta nakazuje, aby połączenia zaciskane wytrzymywały 15 lat lub 150 000 mil eksploatacji w warunkach obejmujących cykle termiczne od -40°C do +125°C, testy wibracyjne w wielu pasmach częstotliwości oraz narażenie na płyny samochodowe, mgłę solną i wilgotność.
Norma IPC/WHMA-A-620, która reguluje wymagania dotyczące montażu kabli i wiązek przewodów, wyraźnie stwierdza w sekcji 9.3, że “lutowanie złączy zaciskanych jest niedopuszczalne”, ponieważ maskuje słabe zaciski i wprowadza naprężenia termiczne. Zakaz ten odzwierciedla dziesięciolecia danych dotyczących awarii w terenie, które pokazują, że lutowane zaciski działają gorzej niż prawidłowo wykonane same zaciski mechaniczne. Norma wymaga wizualnych kryteriów kontroli, weryfikacji wymiarowej wysokości i szerokości zacisku oraz testów siły wyrywania w celu potwierdzenia integralności połączenia.
Zastosowania w lotnictwie podlegają jeszcze bardziej rygorystycznym wymaganiom zgodnie z AS7928 (dawniej MIL-T-7928), która określa zaciskanie przewodów i kabli dla systemów elektrycznych statków powietrznych. Specyfikacje te uznają, że awarie połączeń w systemach o krytycznym znaczeniu dla lotu niosą ze sobą katastrofalne konsekwencje, co sprawia, że niezawodność jest bezdyskusyjna. Narzędzia do zaciskania stosowane w lotnictwie muszą być kalibrowane co roku, a każde połączenie zaciskane podlega udokumentowanej kontroli z możliwością śledzenia do konkretnego narzędzia, operatora i partii użytych złączy.
Kontrola jakości zaciskania: Krytyczne parametry
Osiągnięcie niezawodnych połączeń zaciskanych wymaga precyzyjnej kontroli trzech współzależnych zmiennych: wysokości zacisku, szerokości zacisku i współczynnika zagęszczenia drutu. Wysokość zacisku — mierzona na skompresowanym wymiarze tulei złącza prostopadle do osi drutu — bezpośrednio określa nacisk styku i siłę wyrywania. Specyfikacje zazwyczaj określają tolerancje wysokości zacisku w granicach ±0,05 mm dla złączy samochodowych, przy czym dla mniejszych przekrojów przewodów i zastosowań krytycznych wymagane są węższe tolerancje.
Pomiar szerokości zacisku weryfikuje, czy skrzydełka złącza prawidłowo złożyły się wokół drutu bez nadmiernej deformacji lub pęknięć. Specyfikacje szerokości różnią się w zależności od konstrukcji złącza, ale generalnie wymagają, aby zaciskana tuleja zachowywała integralność strukturalną bez pęknięć lub złamań, które mogłyby naruszyć gazoszczelność. Kontrola wizualna pod powiększeniem (10-30x) ujawnia wady powierzchni, w tym niepełną kompresję, pękanie złącza lub wystawanie żył drutu.
Najważniejszym wskaźnikiem jakości jest test siły wyrywania — test destrukcyjny, który mierzy siłę potrzebną do oddzielenia złącza od drutu. Normy określają minimalne siły wyrywania w zależności od przekroju drutu, z wartościami od 15 niutonów dla drutu 24 AWG do ponad 400 niutonów dla przewodów 10 AWG. Prawidłowe zaciski zazwyczaj osiągają 90-95% znamionowej wytrzymałości na rozciąganie drutu, co oznacza, że sam drut pęka, zanim zacisk się wysunie. Testy wyrywania muszą być przeprowadzane z kontrolowaną prędkością (50-250 mm/min zgodnie z USCAR-21), aby zapewnić spójne wyniki.
Metody statystycznej kontroli procesu (SPC) śledzą trendy jakości zaciskania w seriach produkcyjnych, identyfikując zużycie narzędzi, niewspółosiowość matryc lub zmiany w technice operatora, zanim spowodują one połączenia niespełniające specyfikacji. Nowoczesne zautomatyzowane systemy zaciskania zawierają wbudowany monitoring siły, który mierzy rzeczywistą siłę zaciskania i oznacza każde połączenie poza dopuszczalnymi parametrami do natychmiastowej przeróbki.

Przewodnik po zastosowaniach: Kiedy używać każdej metody
Pomimo zalet zaciskania w przypadku wiązek produkcyjnych i zastosowań o wysokiej niezawodności, lutowanie pozostaje odpowiednie dla określonych przypadków użycia. Montaż płytek drukowanych, szczególnie w przypadku komponentów przewlekanych i przeróbek montażu powierzchniowego, korzysta z możliwości lutowania w zakresie tworzenia trwałych połączeń na sztywnych podłożach, gdzie naprężenia wibracyjne są minimalne. Opracowywanie prototypów i testy laboratoryjne często wykorzystują połączenia lutowane ze względu na łatwość modyfikacji i minimalne wymagania dotyczące oprzyrządowania.
Zaciskanie staje się obowiązkowe w samochodowych wiązkach przewodów, lotniczych systemach elektrycznych, przemysłowych panelach sterowania i wszelkich zastosowaniach, w których połączenia są narażone na wibracje, cykle termiczne lub trudne warunki środowiskowe. Inwestycja w odpowiednie narzędzia do zaciskania — od 200 USD za ręczne zaciskarki z mechanizmem zapadkowym do ponad 50 000 USD za zautomatyzowane maszyny do zaciskania — zwraca się poprzez zmniejszenie liczby roszczeń gwarancyjnych, poprawę niezawodności systemu i zgodność z normami branżowymi. Aby uzyskać powiązane informacje na temat doboru odpowiedniego zabezpieczenia obwodów dla połączeń zaciskanych, zobacz nasz przewodnik na temat doboru wyłączników automatycznych do paneli przemysłowych.
Zastosowania morskie i zewnętrzne szczególnie korzystają z odporności zaciskania na wilgoć. Gazoszczelne uszczelnienie utworzone przez prawidłową kompresję zapobiega wnikaniu wody i wynikającej z tego korozji elektrochemicznej, która szybko pogarsza jakość połączeń lutowanych w wilgotnym środowisku lub środowisku z mgłą solną. W połączeniu z rurkami termokurczliwymi lub uszczelkami środowiskowymi, zaciskane złącza osiągają poziomy ochrony IP67/IP68 odpowiednie do zastosowań w zanurzeniu.
Zastosowania wysokoprądowe (>10 amperów) powszechnie wymagają połączeń zaciskanych ze względu na lepszą obciążalność prądową i niższą rezystancję styku. Wiele punktów styku utworzonych przez skompresowane żyły drutu skuteczniej rozprowadza przepływ prądu niż złącza lutowane, zmniejszając miejscowe nagrzewanie i poprawiając długoterminową stabilność. Aby uzyskać wskazówki dotyczące prawidłowego doboru rozmiaru przewodów i obliczeń obciążalności prądowej, zapoznaj się z naszym przewodnikiem po doborze rozmiaru kabli.
Przewaga VIOX: Precyzyjne rozwiązania do zaciskania
VIOX Electric specjalizuje się w produkcji wysoce niezawodnych komponentów elektrycznych przeznaczonych do wymagających zastosowań przemysłowych, motoryzacyjnych i związanych z energią odnawialną. Nasze portfolio produktów obejmuje precyzyjnie obrabiane złącza miedziane, wiązki przewodów klasy samochodowej i niestandardowe zespoły elektryczne, które spełniają lub przekraczają międzynarodowe normy jakości, w tym specyfikacje UL, IEC i OEM dla branży motoryzacyjnej.
Nasz zespół inżynierów zapewnia kompleksowe wsparcie w zakresie optymalizacji konstrukcji połączeń, w tym doboru złączy, specyfikacji narzędzi do zaciskania i opracowywania protokołów kontroli jakości. Utrzymujemy wewnętrzne możliwości testowania w zakresie walidacji siły wyrywania, cykli termicznych, testów wibracyjnych i symulacji narażenia na środowisko — zapewniając, że każdy produkt zapewnia udokumentowaną niezawodność w rzeczywistych warunkach pracy.
W przypadku zastosowań wymagających niestandardowych konstrukcji złączy, niestandardowych przekrojów przewodów lub specjalistycznych uszczelnień środowiskowych, VIOX oferuje szybkie prototypowanie i możliwości produkcji małoseryjnej. Nasz system zarządzania jakością utrzymuje pełną identyfikowalność od certyfikacji surowców po kontrolę końcową, zapewniając dokumentację wymaganą w zastosowaniach lotniczych, medycznych i krytycznych dla bezpieczeństwa. Dowiedz się więcej o naszych rozwiązaniach w zakresie listew zaciskowych oraz opcjach złączy przemysłowych.

Pytania i odpowiedzi
P: Czy mogę polutować przewód po jego zaciśnięciu, aby uzyskać dodatkową wytrzymałość?
O: Nie — ta praktyka jest wyraźnie zabroniona przez IPC/WHMA-A-620 i normy motoryzacyjne. Lutowanie po zaciskaniu nie zapewnia żadnych korzyści w zakresie wytrzymałości, ponieważ zacisk już zapewnił maksymalny kontakt. Dodany lut faktycznie pogarsza wydajność, wprowadzając naprężenia termiczne, maskując słabe zaciski podczas kontroli i tworząc kruchą strefę. Jeśli zacisk jest prawidłowo wykonany, lut nic nie dodaje; jeśli zacisk jest wadliwy, lut ukrywa problem do czasu wystąpienia awarii w terenie.
P: Skąd mam wiedzieć, czy moje narzędzie do zaciskania wytwarza dobre połączenia?
O: Regularnie przeprowadzaj testy siły wyrywania na próbnych połączeniach i mierz wysokość zacisku za pomocą mikrometru. Porównaj wyniki ze specyfikacjami producenta złącza. Kontrola wizualna powinna ujawnić całkowite zamknięcie tulei, brak wystawania żył drutu, brak pęknięć złącza i prawidłowe zazębienie zacisku izolacji. Jeśli nie masz sprzętu testującego, analiza przekroju (przecięcie zacisku i zbadanie pod powiększeniem) ujawnia wewnętrzną jakość zagęszczenia drutu. Aby uzyskać więcej informacji na temat procedur testów elektrycznych, zapoznaj się z naszym przewodnikiem po testach.
P: Jakie rozmiary przewodów można zaciskać w porównaniu z lutowaniem?
O: Zaciskanie obejmuje rozmiary przewodów od 30 AWG (0,05 mm²) do 4/0 AWG (107 mm²) i większe z odpowiednimi złączami i oprzyrządowaniem. Lutowanie staje się coraz trudniejsze i mniej niezawodne powyżej 12 AWG ze względu na wyzwania związane z rozpraszaniem ciepła i dużą sztywną strefę, która powstaje. W przypadku zastosowań wysokoprądowych standardową praktyką są połączenia zaciskane z łącznikami mechanicznymi (oczkami przykręcanymi).
P: Czy połączenia zaciskane nadają się do środowisk o wysokim poziomie wibracji, takich jak motoryzacja lub lotnictwo?
O: Tak — połączenia zaciskane są specjalnie zaprojektowane do zastosowań o wysokim poziomie wibracji i są wymagane przez normy motoryzacyjne (USCAR-21) i lotnicze (AS7928) właśnie dlatego, że działają lepiej niż połączenia lutowane pod wpływem naprężeń wibracyjnych. Utrzymywana elastyczność na przejściu zacisk-przewód zapobiega awariom zmęczeniowym, które nękają złącza lutowane. Aby uzyskać powiązane informacje na temat zabezpieczenia obwodów odpornego na wibracje, zobacz nasz przewodnik po doborze wyłączników.
P: Jak długo wytrzymują połączenia zaciskane w porównaniu z połączeniami lutowanymi?
O: Prawidłowo wykonane połączenia zaciskane w zastosowaniach motoryzacyjnych są zaprojektowane na ponad 15 lat eksploatacji (zgodnie z wymaganiami testowymi USCAR-21), w tym narażenie na cykle termiczne, wibracje, wilgotność i narażenie na chemikalia. Połączenia lutowane w podobnych środowiskach zazwyczaj zaczynają wykazywać degradację w ciągu 5-7 lat. W łagodnych środowiskach (klimatyzowanych, bez wibracji) obie metody mogą trwać dziesiątki lat, chociaż zaciskanie nadal oferuje lepszą długoterminową stabilność rezystancji styku.
P: Jaka jest różnica między izolowanymi i nieizolowanymi złączami zaciskanymi?
O: Złącza izolowane zawierają plastikową tuleję, która zapewnia odciążenie i izolację elektryczną, odpowiednią do ogólnych zastosowań okablowania. Złącza nieizolowane (gołe) oferują wyższą obciążalność prądową i są preferowane w przypadku połączeń o wysokim natężeniu prądu lub gdy zostanie zastosowana niestandardowa rurka termokurczliwa. Wymagania dotyczące jakości zaciskania są identyczne; wybór zależy od wymagań aplikacji i tego, czy potrzebne jest dodatkowe uszczelnienie środowiskowe. Aby uzyskać wskazówki dotyczące doboru złączy, zapoznaj się z naszym przewodnikiem porównawczym listew zaciskowych.
Wniosek: Inżynieria niezawodności poprzez prawidłową konstrukcję połączeń
Debata między zaciskaniem a lutowaniem ostatecznie sprowadza się do wymagań aplikacji i priorytetów wydajności. W przypadku wiązek przewodów produkcyjnych, systemów motoryzacyjnych, zastosowań lotniczych i każdego środowiska obejmującego wibracje, cykle termiczne lub trudne warunki narażenia, zaciskanie zapewnia wyraźnie lepszą niezawodność, popartą dziesięcioleciami danych terenowych i skodyfikowaną w międzynarodowych normach. Początkowa inwestycja w odpowiednie narzędzia do zaciskania i szkolenia przynosi natychmiastowe korzyści dzięki zmniejszeniu liczby awarii, uproszczeniu kontroli jakości i zgodności z wymaganiami branżowymi.
Lutowanie zachowuje swoje miejsce w montażu elektroniki do połączeń płytek drukowanych i zastosowań, w których naprężenia mechaniczne są minimalne. Jednak pogląd, że lutowane połączenia przewód-złącze oferują lepszą niezawodność, został dokładnie obalony zarówno przez testy laboratoryjne, jak i analizę awarii w terenie. Nowoczesna konstrukcja systemu elektrycznego uznaje, że integralność połączenia determinuje ogólną niezawodność systemu — co sprawia, że wybór metody zakończenia jest krytyczną decyzją inżynierską, a nie kwestią osobistych preferencji lub tradycji.
VIOX Electric jest gotowy wesprzeć Twoje wymagania dotyczące konstrukcji połączeń dzięki precyzyjnie produkowanym złączom, niestandardowym rozwiązaniom do zaciskania i wiedzy inżynierskiej popartej kompleksowymi testami i zapewnieniem jakości. Niezależnie od tego, czy projektujesz wiązki samochodowe, przemysłowe systemy sterowania, czy instalacje energii odnawialnej, odpowiednia technologia połączeń zapewnia, że Twoje produkty zapewniają niezawodność, której wymagają Twoi klienci. Skontaktuj się z naszym zespołem inżynierów, aby omówić specyficzne wymagania Twojej aplikacji i dowiedzieć się, jak rozwiązania do zaciskania VIOX mogą wyeliminować awarie związane z połączeniami w Twoich systemach elektrycznych.
Aby uzyskać dodatkowe zasoby techniczne dotyczące projektowania systemów elektrycznych i doboru komponentów, zapoznaj się z naszymi kompleksowymi przewodnikami na temat zabezpieczenie obwodu, obliczeń doboru rozmiaru przewodóworaz projektowania paneli przemysłowych.
