
Közvetlen válasz: Hogyan válasszunk réz kábelsarut?
A megfelelő réz kábelsaru kiválasztásához igazítsa a saru hüvelyét a vezető méretéhez és sodratosztályához, a rögzítőfuratot a csavarhoz vagy gyűjtősín-csatlakozóhoz, válassza ki a csatlakozáshoz megfelelő sarutípust, és alkalmazza a megfelelő krimpelési vagy meghúzási módszert. A legtöbb tápcsatlakozásnál a vizuális illeszkedés nem elegendő; a kábelméretnek, a saruméretnek, a krimpelőbetétnek, a csatlakozófelületnek és a környezetnek mind összhangban kell lennie.
Lapos réz csatlakozóhoz vagy gyűjtősínhez történő csatlakoztatásnál általában réz gyűrűs sarut vagy kétlyukú préselhető réz kábelsarut használnak. Párás, kültéri, tengeri, akkumulátoros vagy korrozív környezetben gyakran az ónozott réz kábelsaru az előnyösebb, mivel az ónozás javítja a korrózióállóságot.
Réz kábelsaru kiválasztási táblázat
| Kiválasztási szempont | Mihez kell igazítani | Gyakori hiba |
|---|---|---|
| Kábelméret | AWG, kcmil vagy mm² | Választás vizuális illeszkedés, nem pedig érvéghüvely-méret alapján |
| Vezető anyag | Rézvezető, nem alumínium | Réz saru közvetlen használata alumínium kábelen |
| Hüvely típusa | Standard, hosszú hüvely, tölcséres bevezetés, keskeny saru | Nem megfelelő hüvely hajlékony vagy finomszálú kábelhez |
| Rögzítőfurat | M5, M6, M8, M10, M12, 1/4 coll, 3/8 coll, stb. | A túlméretezett furat csökkenti az érintkezési felületet |
| Sarutípus | Gyűrűs, villás, csapos, egylyukú, kétlyukú, préselhető, mechanikus | Laza vagy elforduló csatlakozás használata |
| Felületi befejezés | Csupasz réz vagy ónozott réz | Csupasz réz használata agresszív vagy korrozív környezetben |
| Szerszámozás | Megfelelő krimpelőszerszám és présbetét | A nem megfelelő krimpelés melegedő kötéseket okoz |
| Alkalmazás | Gyűjtősín, megszakító, akkumulátor, sorkapocs, földelés | Ugyanazon saru használata mindenhol, az illeszkedés ellenőrzése nélkül |
A kábelsarukkal kapcsolatos átfogóbb áttekintésért tekintse meg a VIOX teljes kábelsaru-útmutatóját. Ez a cikk kifejezetten a réz kábelsaruk méretére, típusára és kiválasztására összpontosít.
Réz kábelsaru mérettáblázat: AWG, kcmil és mm²
A kábelsaru hüvelyének meg kell felelnie a vezető méretének. Az AWG és a kcmil elterjedt Észak-Amerikában; az mm² az IEC és a nemzetközi piacokon használatos. Ezek nem tökéletesen felcserélhetőek, ezért az alábbi táblázat gyakorlati átváltási segédletként szolgál, nem helyettesíti a gyártó saját mérettáblázatát.
| AWG / kcmil | Hozzávetőleges vezetőkeresztmetszet | Gyakori metrikus referencia | Kábelvég kiválasztási megjegyzés |
|---|---|---|---|
| 8 AWG | 8,37 mm² | 10 mm²-es kategória | Ellenőrizze a hüvely illeszkedését; nem azonos a 10 mm²-essel |
| 6 AWG | 13.3 mm² | 16 mm²-es kategória | Gyakran hasonlítják a 16 mm²-eshez |
| 4 AWG | 21,2 mm² | 25 mm²-es kategória | Általános akkumulátor- és tápkábelméret |
| 2 AWG | 33.6 mm² | 35 mm²-es osztály | Ellenőrizze a kábelsaru és az érosztály megfelelőségét |
| 1 AWG | 42,4 mm² | 50 mm²-es osztály | 35 és 50 mm² közötti metrikus méretek |
| 1/0 AWG | 53.5 mm² | 50 mm²-es osztály | Közeli referencia az 50 mm²-es kábelhez |
| 2/0 AWG | 67,4 mm² | 70 mm²-es osztály | 50 és 70 mm² között |
| 3/0 AWG | 85.0 mm² | 95 mm²-es osztály | Ellenőrizze a pontos kábelsaru-táblázatot |
| 4/0 AWG | 107 mm² | 120 mm²-es osztály | Gyakran összehasonlítva a 120 mm²-essel |
| 250 kcmil | 127 mm² | 120/150 mm² osztály | A saru sorozatától függ |
| 350 kcmil | 177 mm² | 185 mm² osztály | 185 mm² körüli alkalmazások |
| 400 kcmil | 203 mm² | 200/240 mm² osztály | 185 mm²-nél nagyobb |
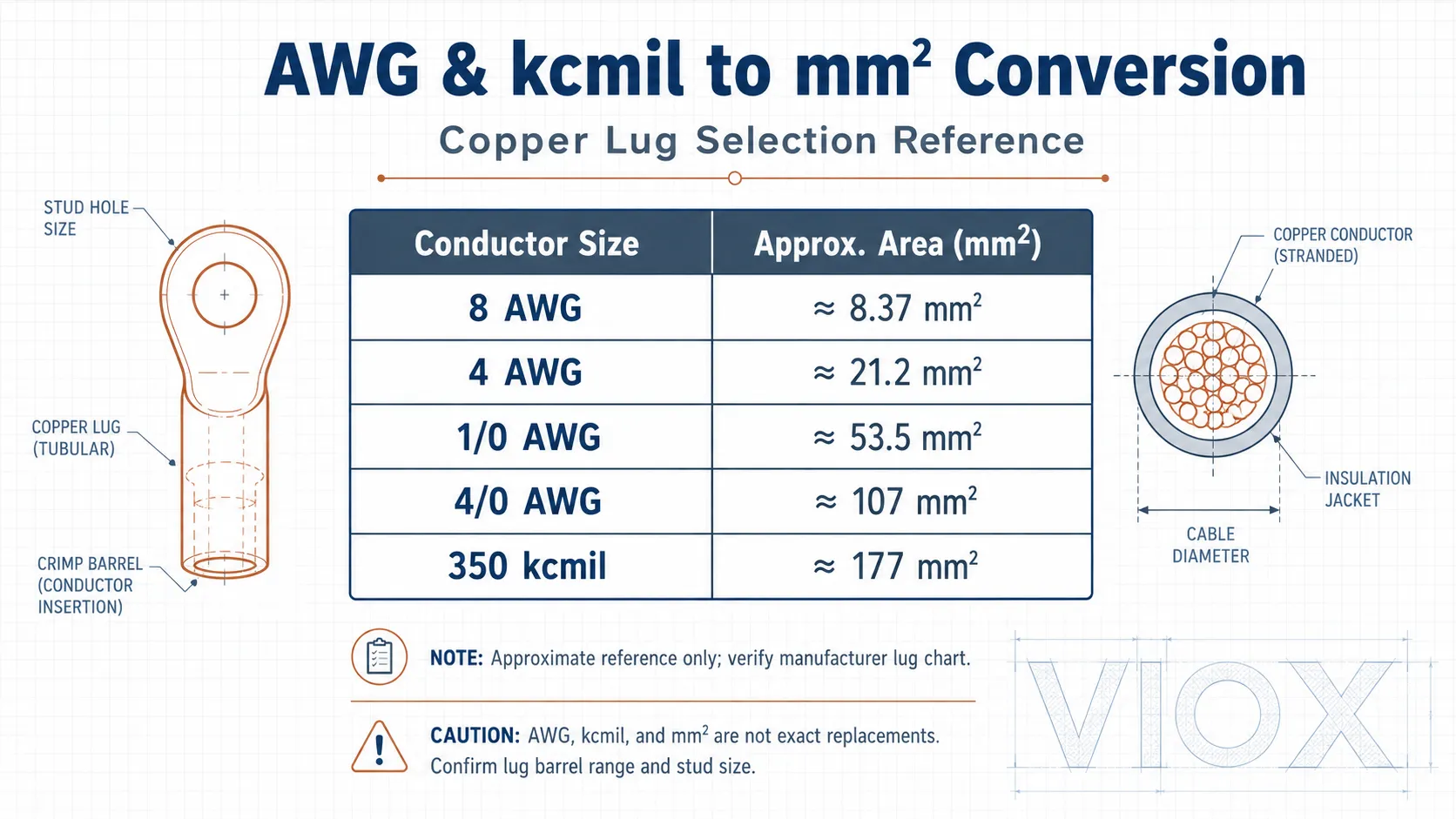
Az átváltás közelítő érték, mivel az AWG méretek és az IEC metrikus vezetőméretek különböző rendszereket követnek. Kábelsaru kiválasztásakor használja a kábelre nyomtatott pontos méretet és a gyártó mérettáblázatát.
Milyen méretű kábelsarut kell használni 50 mm²-es vagy 185 mm²-es kábelhez?
50 mm²-es rézkábelhez válasszon 50 mm²-es jelölésű sarut, ha metrikus sorozatú kábelsarut használ. AWG mértékegységben az 1/0 AWG áll közel az 50 mm²-hez, de nem pontos helyettesítője. A kábelsarunak minden esetben meg kell felelnie a vezető érszerkezetének és a krimpelő szerszámnak.
185 mm²-es rézkábelhez válasszon 185 mm²-es jelölésű sarut a metrikus sorozatból. Észak-amerikai hivatkozásokban a 350 kcmil áll közel a 185 mm²-hez, de a sarusorozatot és a krimpelési rendszert itt is ellenőrizni kell.
| Kábel mérete | Gyakorlati útmutató kábelsarukhoz |
|---|---|
| 50 mm² | Metrikus rendszerekben 50 mm²-es kábelsarut használjon; az 1/0 AWG csak hozzávetőleges referencia |
| 70 mm² | 70 mm²-es kábelsarut használjon; átváltáskor gondosan hasonlítsa össze a 2/0 AWG mérettel |
| 95 mm² | 95 mm²-es kábelsarut használjon; a 3/0 AWG közel áll hozzá, de nem azonos |
| 120 mm² | 120 mm²-es kábelsarut használjon; a 4/0 AWG hozzávetőleges összehasonlításként szolgálhat |
| 185 mm² | 185 mm²-es kábelsarut használjon; a 350 kcmil közeli referenciaérték |
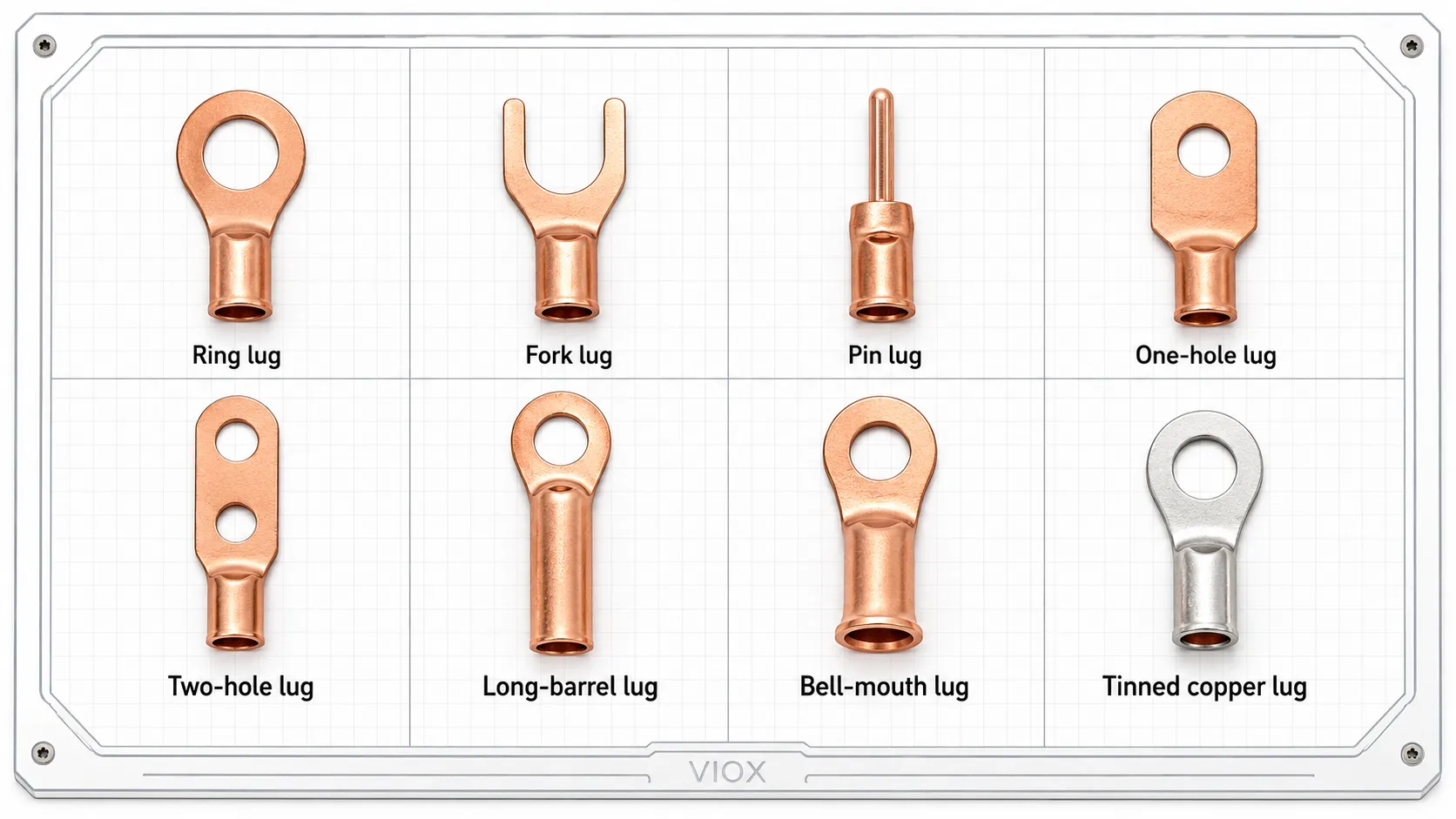
Réz kábelsaru típusok
A réz kábelsaruk különböző formákban készülnek, mivel nem minden csatlakozási pontnak azonosak a mechanikai követelményei.
| Réz kábelsaru típusa | Optimális felhasználás | A helytelen használat fő kockázata |
|---|---|---|
| Gyűrűs saru / O-típusú saru | Csavarozott gyűjtősínek, megszakítók, akkumulátorok, földelési pontok | Nem megfelelő furatméret vagy elégtelen érintkezési felület |
| Villás saru | Csavaros sorkapcsok, ahol a könnyű eltávolíthatóság követelmény | Rezgés hatására meglazulhat |
| Tűs saru | Sorkapcsok és kompakt vezérlővezetékek | A nem megfelelő méretű csap rossz rögzítést okoz |
| Egylyukú kábelsaru | Általános tápcsatlakozás | Megfelelő rögzítés hiányában elfordulhat |
| Kétlyukú kábelsaru | Gyűjtősínek, kapcsolóberendezések, nagy vibrációnak kitett csatlakozások | A furattávolságnak illeszkednie kell a csatlakozófelülethez |
| Hosszú szárú kábelsaru | Nagy teherbírású préselés és nagyobb kihúzási szilárdság | Megfelelő présszerszám és préselési darabszám szükséges |
| Tölcséres végű kábelsaru | Hajlékony vagy finoman sodrott vezetők | Meg kell felelnie a vezető osztályának |
| Keskeny talpú kábelsaru | Kompakt megszakító vagy sorkapocs helyek | Az érintkezési felületnek továbbra is megfelelőnek kell lennie |
| Ónozott réz saru | Kültéri, párás, tengeri, akkumulátoros vagy korrozív környezet | Továbbra is megfelelő krimpelés és méret szükséges |
Ha a csatlakozás vibrációnak, hőingadozásnak vagy nagy áramerősségnek van kitéve, a kétlyukú vagy hosszú szárú saru megfelelőbb lehet, mint az alapvető egylyukú saru.
Préselhető saruk kontra mechanikus saruk
A préselhető és a mechanikus saruk ugyanazt az alapvető problémát oldják meg: a vezető csatlakoztatását a berendezéshez. A telepítési mód eltérő.
| Saru típusa | Hogyan működik | Legjobb | Figyelem |
|---|---|---|---|
| Préselhető kábelsaru | Szerszámmal és présszerszámmal a vezetőre sajtolva | Tartós, kis ellenállású elektromos csatlakozások | A nem megfelelő présszerszám vagy a rossz sajtolás túlmelegedést okoz |
| Mechanikus fül | Csavaros vagy csapszeges vezetőrögzítés | Helyszíni karbantartás és bontható csatlakozások | A nyomaték és a vezető osztálya kritikus jelentőségű |
| Forrasztható saru | A vezető forrasztott | Kis vagy speciális alkalmazások | Számos nagyáramú csatlakozáshoz nem javasolt |
| Nyírható fejű csavaros saru | A csavarfej a célnyomatéknál letörik | Közüzemi és helyszíni szerelések | Kövesse pontosan a gyártói utasításokat |
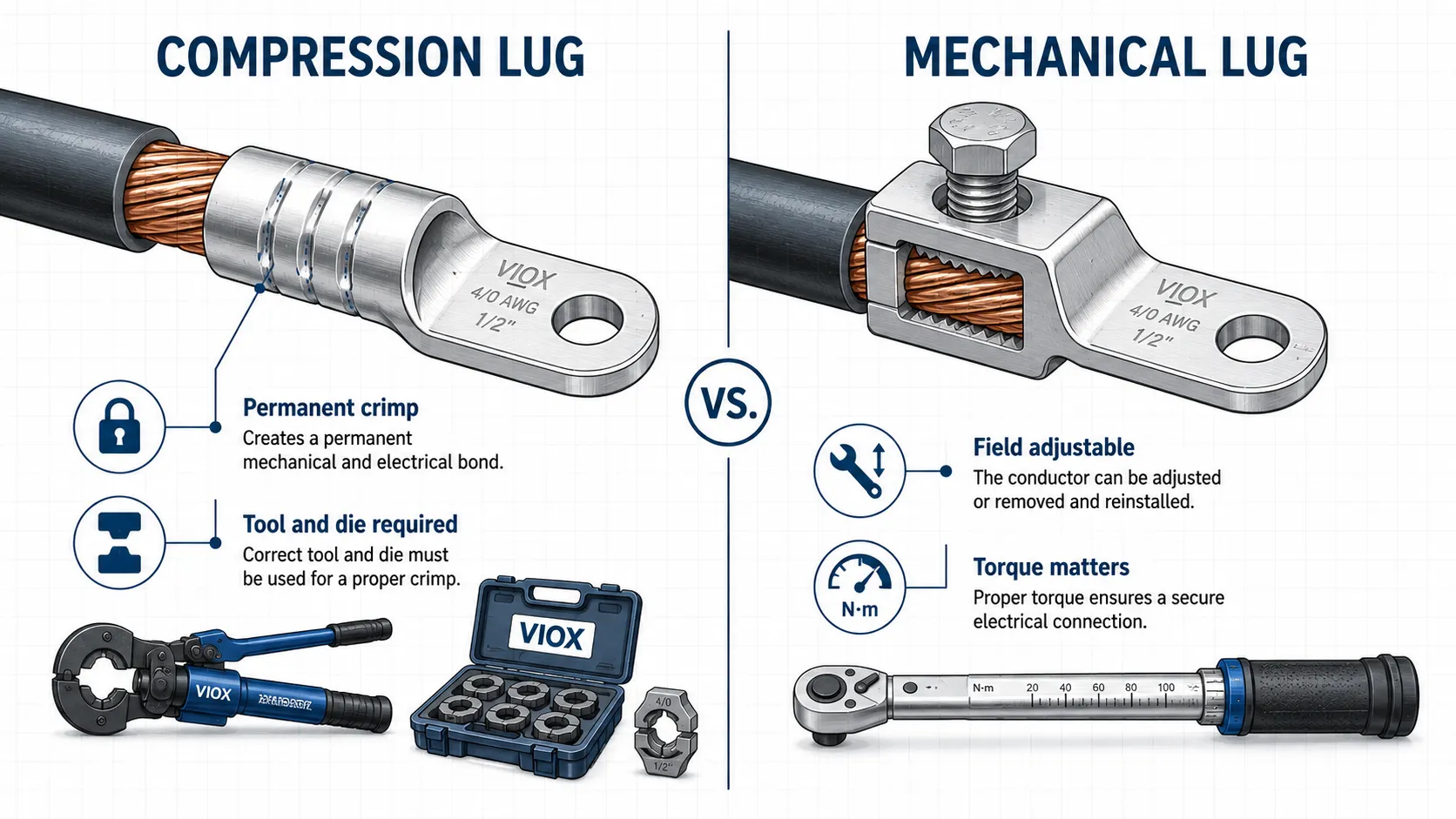
Nagyáramú elosztószekrényeknél a préselhető kábelsaruk elterjedtek, mivel a megfelelő krimpelés stabil, kis ellenállású kötést hoz létre. A mechanikus kábelsaruk akkor hasznosak, ha helyszíni állíthatóságra vagy bontható kötésre van szükség.
Csupasz réz vs. ónozott réz kábelsaruk
Az ónozott réz kábelsaruk ónozott felületű réz saruk. Az ónréteg segít megvédeni az oxidációtól és a korróziótól.
| Tétel | Csupasz réz kábelsaru | Ónozott réz kábelsaru |
|---|---|---|
| Megjelenés | Vöröses rézszín | Ezüstszínű ónozott felület |
| Vezetőképesség | Kiváló rézfelületi vezetőképesség | Az ónréteg korrózióvédelmet biztosít |
| Korrózióállóság | Megfelelő száraz beltéri elosztószekrényekben | Jobb választás párás, kültéri, tengeri, akkumulátoros vagy ipari környezetben |
| Legjobb felhasználás | Száraz beltéri réz-réz csatlakozásokhoz | Zord vagy korrozív környezetekhez |
| Költségek | Általában alacsonyabb | Általában magasabb |
| Kiválasztási figyelmeztetés | Zord környezetben oxidálódhat | Továbbra is meg kell felelnie a kábelméretnek, a szerszámnak és a csatlakozónak |

Az ónozott réz nem ellenszere a rossz krimpelésnek. Egy megfelelően méretezett csupasz réz saru száraz beltéri elosztószekrényben jól teljesíthet, míg egy rosszul krimpelett ónozott saru túlmelegedhet.
Anyagszintű összefüggésekért lásd a VIOX útmutatóját: vezetőképességről, fajlagos ellenállásról és az IACS-ről.
Hogyan válasszuk ki a megfelelő réz sarut lépésről lépésre
1. lépés: A kábelméret ellenőrzése
Használja a kábelköpenyre nyomtatott vagy a projekt dokumentációjában szereplő méretet. Ne a kábel átmérőjéből következtessen. A hajlékony kábelek, a tömör vezetők és a szabványos sodrott vezetők felépítése eltérő lehet.
2. lépés: A saruhüvely illesztése
A saruhüvelynek a gyártói táblázatnak megfelelően illeszkednie kell a vezető méretéhez és sodratosztályához. Ha a hüvely túl nagy, a krimpelés laza lehet. Ha túl kicsi, előfordulhat, hogy a vezető nem helyezhető be megfelelően.
3. lépés: A csavarfurat illesztése
A csavarfuratnak illeszkednie kell a csavarhoz vagy a berendezés csatlakozójához. A gyakori metrikus példák közé tartozik az M6, M8, M10 és M12. Az angolszász mértékegységrendszerben a gyakori furatméretek az 1/4 in, 5/16 in, 3/8 in és 1/2 in.
A túlméretezett csavarfurat csökkentheti az érintkezési felületet és elmozdulást okozhat. Az alulméretezett furat egyszerűen nem illeszkedik.
4. lépés: Válasszon egylyukú vagy kétlyukú kábelsarut
Használjon egylyukú kábelsarut általános csatlakozásokhoz, ahol az elfordulás nem jelent problémát. Használjon kétlyukú kábelsarut olyan helyeken, ahol a csatlakozás jobb elfordulásgátló támasztást igényel, például gyűjtősíneknél, kapcsolóberendezéseknél, földelésnél vagy vibrációnak kitett berendezéseknél.
5. lépés: Válasszon csupasz réz vagy ónozott réz kivitelt
Válasszon csupasz rezet száraz, beltéri réz-réz csatlakozásokhoz, ahol a korrózió nem jelent jelentős kockázatot. Válasszon ónozott rezet akkumulátorokhoz, kültéri elosztókhoz, párás területekhez, tengeri környezethez vagy ipari környezethez, ahol az oxidáció és a korrózió valószínűbb.
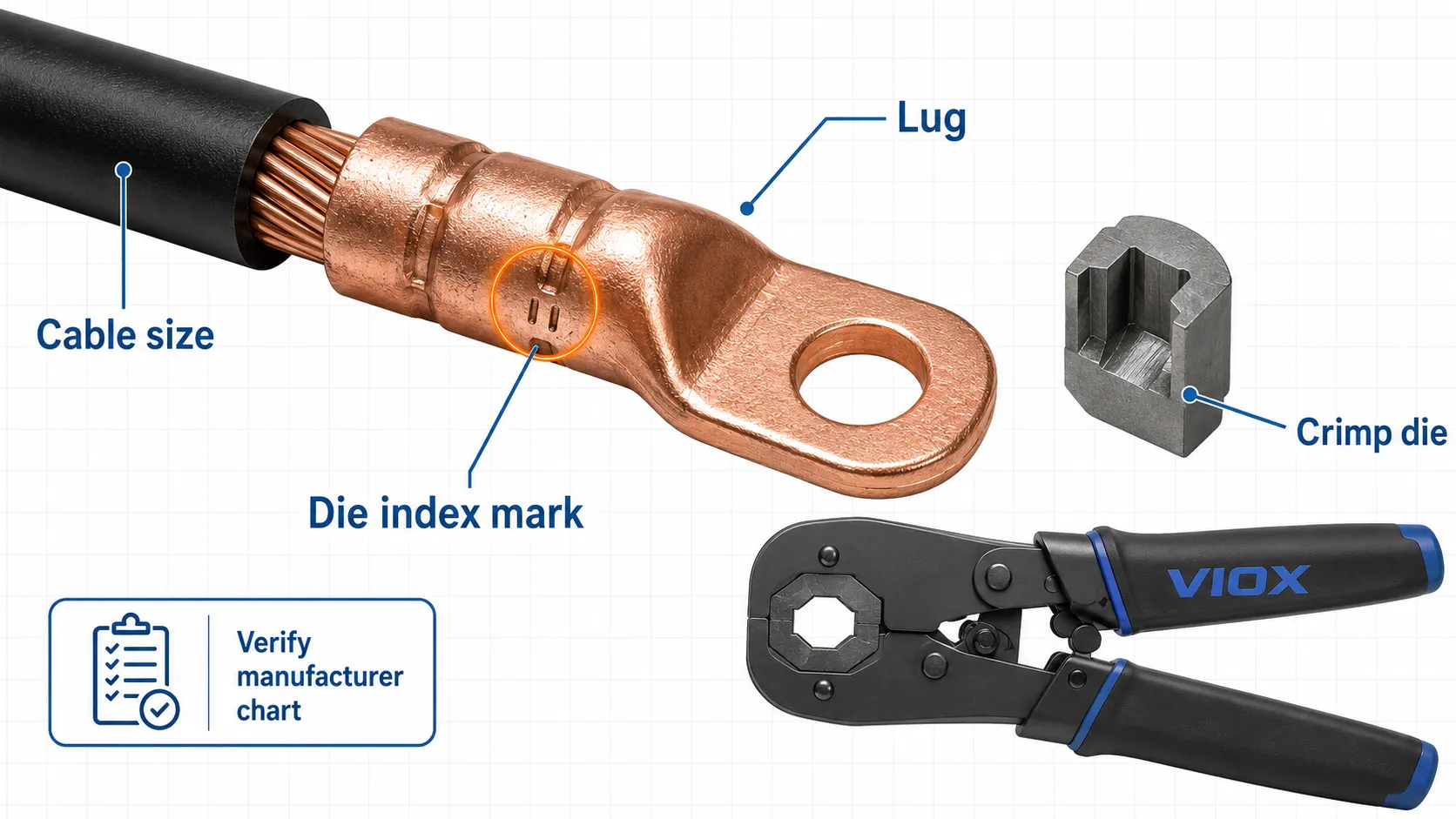
6. lépés: Használja a megfelelő krimpelőszerszámot és préspofát
A kábelsarunak, a kábelnek, a préspofának és a szerszámnak egyetlen rendszerként kell együttműködnie. A nem megfelelő krimpelés nagy ellenállást, hőképződést, feszültségesést és esetleges meghibásodást okoz.
Préselhető saruk esetében ellenőrizze a gyártó által megjelölt présbélyeg-indexet vagy kódot. Számos préselőrendszert úgy terveztek, hogy a szerszám és a bélyeg a préselést követően egy azonosító jelet hagyjon a saru hüvelyén. Ez a jel lehetővé teszi az ellenőrök számára annak igazolását, hogy a megfelelő bélyeget használták. Ha a saru, a bélyeg és a szerszám nem illeszkedik egymáshoz, a préselés kívülről megfelelőnek tűnhet, de belül nagy átmeneti ellenállás maradhat.
Ne használjon vegyesen különböző rendszerekből származó préselőszerszámokat, bélyegeket és sarukat, kivéve, ha a gyártói dokumentáció ezt kifejezetten megengedi. Kritikus tápcsatlakozásoknál a préselőrendszert a sarugyártó utasításai vagy a projekt által jóváhagyott szerszámlista alapján kell kiválasztani.
Akkumulátorsaru és rézsaru kiválasztása
Az akkumulátorkábeleknél gyakran használnak réz- vagy ónozott rézsarukat, mivel ezek nagy áramerősséget vezetnek, és ki lehetnek téve vibrációnak, nedvességnek, valamint vegyi hatásoknak.
Akkumulátorcsatlakozásoknál ellenőrizze a következőket:
- kábelméret
- az akkumulátorsaru vagy csapszeg mérete
- a saru furatának mérete
- ónozott felületi követelmény
- zsugorcső szigetelés
- rugalmasság és vibráció
- krimpelő szerszám kompatibilitás
Az ónozott réz sarukat gyakran előnyben részesítik akkumulátoros környezetben, mivel a korrózióállóság fontosabb, mint a megjelenés.
Használható-e réz saru alumínium kábelen?
Ne használjon szabványos réz sarut közvetlenül alumínium kábelen, kivéve, ha a saru kifejezetten az adott vezetőhöz és alkalmazáshoz van minősítve. Az alumínium-réz átmenetek nem megfelelő kezelés esetén galvánkorróziót, oxidációt, melegedést és laza csatlakozásokat okozhatnak.
Réz gyűjtősínhez vagy berendezéshez csatlakoztatott alumínium kábel esetén gyakran bimetál saru vagy megfelelően minősített csatlakozó szükséges. Ellenőrizze a projekt specifikációját, a csatlakozó jelölését és a gyártói utasításokat.
Gyakori hibák a réz kábelsaruk kiválasztásánál
| Hiba | Eredmény |
|---|---|
| Választás pusztán vizuális illeszkedés alapján | Laza préselés, kihúzódás, túlmelegedés |
| Az AWG és a mm² összekeverése | Nem megfelelő hüvelyméret |
| Helytelen csatlakozófurat használata | Gyenge érintkezés vagy mechanikai lazulás |
| Csupasz réz használata korrozív környezetben | Oxidáció és megnövekedett érintkezési ellenállás |
| Nem megfelelő krimpelő pofa vagy hiányzó pofaméret-ellenőrzés | Nagy ellenállású kötés, hőmérséklet-emelkedés, sikertelen ellenőrzés |
| Réz saru alumínium kábelen | Galvánkorrózió és túlmelegedési kockázat |
| A vezető érosztályának figyelmen kívül hagyása | Nem megfelelő behelyezés vagy hibás krimpelés |
| Egylyukú saru használata elfordulásgátlást igénylő helyen | Saru elmozdulása vibráció hatására |
GYIK
Milyen méretű réz kábelsarura van szükségem?
Olyan réz kábelsarut válasszon, amely megfelel a kábelméretnek, a vezető osztályának, a csavarfuratnak és a krimpelőszerszámnak. A szemrevételezés helyett használja a gyártó mérettáblázatát.
Hogyan válasszam ki a kábelsaru méretét?
Igazítsa a saru hüvelyét a vezető méretéhez, majd a saru furatát a berendezés csavarjához. Ezt követően ellenőrizze a saru típusát, felületkezelését, a szerszámkompatibilitást és a környezeti feltételeket.
Mi a különbség az AWG és a mm² között a kábelsaruknál?
Az AWG egy észak-amerikai vezeték-méretezési rendszer. A mm² a metrikus vezető keresztmetszeti területe. Ezek hozzávetőlegesen összehasonlíthatók, de nem helyettesítik egymást pontosan.
Milyen méretű kábelsaru szükséges 50 mm²-es kábelhez?
Használjon 50 mm²-es jelöléssel ellátott sarut a metrikus rendszerben. Az 1/0 AWG méret referenciaértékként közel áll az 50 mm²-hez, de a pontos sarut és a krimpelőszerszámot minden esetben ellenőrizni kell.
Milyen kábelsaru méretet kell használni 185 mm²-es kábelhez?
Metrikus rendszerben 185 mm²-es jelöléssel ellátott kábelsarut használjon. A 350 kcmil megközelítőleg megfelel a 185 mm²-nek, de ne tekintse őket automatikusan felcserélhetőnek.
Melyek a réz kábelsaruk fő típusai?
A gyakori típusok közé tartoznak a gyűrűs saruk, villás saruk, tüskés saruk, egylyukú saruk, kétlyukú saruk, hosszú szárú saruk, tölcséres bevezetésű saruk, csupasz réz saruk és ónozott réz saruk.
Jobbak az ónozott réz saruk, mint a csupasz réz saruk?
Az ónozott réz saruk korrózióállósága jobb. A csupasz réz saruk száraz, beltéri réz-réz csatlakozásokhoz megfelelőek lehetnek. A legjobb választás a környezettől és az alkalmazástól függ.
Mi a különbség a préselhető és a mechanikus kábelsaruk között?
A préselhető sarukat szerszámmal és préspofával véglegesen rögzítik. A mechanikus saruk csavarokkal rögzítik a vezetőt, és gyakran könnyebben szervizelhetők vagy cserélhetők.
Használhatok réz kábelsarut alumínium kábelhez?
Csak akkor, ha a csatlakozó kifejezetten erre a célra minősített. Számos alumínium-réz csatlakoztatásnál bimetál sarura vagy minősített átmeneti csatlakozóra van szükség.
Milyen sarut kell használni, ha rézvezetéket csatlakoztatunk lapos réz csatlakozóhoz?
Általában réz szemes sarut vagy kétlyukú réz préselhető sarut használnak, az áramerősségtől, a vibrációtól, a csatlakozófelület méretétől és a mechanikai követelményektől függően.
Következtetés
A rézsaru kiválasztása nem csupán a furat és a kábelméret meghatározását jelenti. A megfelelő sarunak illeszkednie kell a vezető méretéhez, az AWG vagy mm² rendszerhez, a csavarfurat méretéhez, a hüvely típusához, a krimpelő szerszámhoz, a vezető anyagához és a telepítési környezethez.
Egyszerű, száraz beltéri rézvezetékezéshez egy megfelelő méretű csupasz réz préselhető saru is elegendő lehet. Akkumulátorokhoz, kültéri panelekhez, párás környezethez vagy korrózióra hajlamos alkalmazásokhoz gyakran a ónozott rézsaru a biztonságosabb választás. Alumíniumkábel esetén ne használjon helyettesítőként szabványos rézsaru-t, kivéve, ha a csatlakozó kifejezetten erre a célra minősített.
