سیدھا جواب
ہائی وائبریشن، تھرمل سائیکلنگ اور سخت ماحول کی ایپلی کیشنز میں سولڈرنگ کے مقابلے میں کرمپنگ اعلیٰ قابلِ اعتمادگی فراہم کرتی ہے۔. اگرچہ سولڈرنگ حرارتی فیوژن کے ذریعے ایک دھاتی بانڈ بناتی ہے، کرمپنگ میکانکی کمپریشن کے ذریعے گیس سے بند کولڈ ویلڈ قائم کرتی ہے—حرارت سے متاثرہ زونز کو ختم کرتی ہے، سولڈر ایمبریٹلمنٹ کو روکتی ہے، اور تناؤ کے مقامات پر تار کی لچک کو برقرار رکھتی ہے۔ صنعتی معیارات بشمول SAE/USCAR-21، IEC 60352-2، اور IPC/WHMA-A-620 آٹوموٹو اور ایرو اسپیس ایپلی کیشنز کے لیے کرمپڈ کنکشنز لازمی قرار دیتے ہیں جہاں انتہائی حالات میں 15 سالہ سروس لائف غیر گفت و شنید ہے۔.
کلیدی ٹیک ویز
الیکٹریکل سسٹم کی قابلِ اعتمادگی کے لیے کرمپنگ اور سولڈرنگ کے درمیان بنیادی فرق کو سمجھنا بہت ضروری ہے۔ کرمپڈ کنکشنز کنٹرولڈ پلاسٹک ڈیفارمیشن کے ذریعے میکانکی طاقت فراہم کرتے ہیں، جو ہوا سے بند سیل بناتے ہیں جو نمی کے داخلے اور آکسیڈیشن کے خلاف مزاحمت کرتے ہیں۔ حرارت کی عدم موجودگی تار کی موصلیت پر تھرمل تناؤ کو ختم کرتی ہے اور ٹوٹنے والے انٹرمیٹالک مرکبات کی تشکیل کو روکتی ہے۔ اس کے برعکس، سولڈرڈ جوائنٹس ایک سخت ٹرانزیشن زون متعارف کراتے ہیں جہاں لچکدار تار ٹھوس سولڈر سے ملتی ہے—جو وائبریشن کے تحت ایک بدنام زمانہ ناکامی کا مقام ہے۔ جدید آٹوموٹو اور صنعتی معیارات نے بڑے پیمانے پر پروڈکشن ہارنسز کے لیے سولڈرنگ کو ترک کر کے کرمپنگ کو اپنا لیا ہے، اس بات کو تسلیم کرتے ہوئے کہ مناسب کرمپڈ ٹرمینلز پل-فورس ٹیسٹنگ، تھرمل شاک ریزسٹنس اور طویل مدتی پائیداری میں مسلسل سولڈر جوائنٹس سے بہتر کارکردگی کا مظاہرہ کرتے ہیں۔.
کنکشن کا طریقہ کیوں اہم ہے: ناکامی کی پوشیدہ قیمت
کنکشن کی قابلِ اعتمادگی براہ راست الیکٹریکل اسمبلیوں میں سسٹم کی سطح کی کارکردگی کا تعین کرتی ہے۔ جب ایک وائر ہارنس توانائی اور سگنل ٹرانسمیشن کے راستے کے طور پر کام کرتا ہے، تو کوئی بھی کنکشن کی کمزوری تباہ کن سسٹم کی ناکامی کا باعث بنتی ہے۔ کرمپنگ اور سولڈرنگ کے درمیان انتخاب محض ایک مینوفیکچرنگ ترجیح نہیں ہے—یہ ایک انجینئرنگ فیصلہ ہے جس کے پروڈکٹ کی لائف اسپین، وارنٹی لاگت اور حفاظتی تعمیل کے لیے قابل پیمائش نتائج ہیں۔.
سولڈرنگ نے دہائیوں سے الیکٹرانکس اسمبلی پر غلبہ حاصل کیا ہے، خاص طور پر سرکٹ بورڈ ایپلی کیشنز میں جہاں اجزاء ساکن رہتے ہیں۔ تاہم، وہی تھرمل بانڈنگ کا عمل جو پی سی بی ٹریسز کے لیے اچھی طرح کام کرتا ہے، وائر ٹو ٹرمینل کنکشنز میں ایک ذمہ داری بن جاتا ہے جو میکانکی تناؤ کا شکار ہوتے ہیں۔ بنیادی مسئلہ مٹیریل سائنس میں مضمر ہے: سولڈر ایک ٹوٹنے والا انٹرمیٹالک زون بناتا ہے جو سخت ٹرمینلز اور لچکدار کنڈکٹرز کے درمیان مختلف حرکت کو ایڈجسٹ نہیں کر سکتا۔.
جدید الیکٹریکل سسٹمز کو ایسے کنکشنز کی ضرورت ہوتی ہے جو 100,000+ تھرمل سائیکلز سے بچ سکیں، 2000 Hz سے زیادہ وائبریشن فریکوئنسیوں کو برداشت کر سکیں، اور اپنی سروس لائف کے دوران 1 ملی اوہم سے کم کنٹیکٹ ریزسٹنس کو برقرار رکھیں۔ ان ضروریات نے آٹوموٹو OEMs، ایرو اسپیس مینوفیکچررز اور صنعتی آلات بنانے والوں کو کرمپنگ کی طرف بطور بنیادی ٹرمینیشن طریقہ کار دھکیل دیا ہے۔ یہ سمجھنا کہ کرمپنگ سولڈرنگ سے بہتر کارکردگی کا مظاہرہ کیوں کرتی ہے، ہر کنکشن کی قسم کی فزکس اور حقیقی دنیا کے تناؤ کے حالات میں ان کے رویے کا جائزہ لینا ضروری ہے۔.

کرمپنگ بمقابلہ سولڈرنگ: تکنیکی موازنہ
کرمپڈ بمقابلہ سولڈرڈ کنکشنز کی میکانکی اور الیکٹریکل خصوصیات سے پتہ چلتا ہے کہ صنعتی معیارات سخت ایپلی کیشنز کے لیے کرمپنگ کو کیوں ترجیح دیتے ہیں۔ درج ذیل موازنہ اہم کارکردگی کے پیرامیٹرز کا جائزہ لیتا ہے جو براہ راست کنکشن کی قابلِ اعتمادگی اور سروس لائف پر اثر انداز ہوتے ہیں۔.
| کارکردگی کا عنصر | کرمپنگ (سولڈر لیس) | سولڈرنگ |
|---|---|---|
| کنکشن میکانزم | گیس سے بند کولڈ ویلڈ بنانے والا میکانکی کمپریشن | تھرمل فیوژن کے ذریعے دھاتی بانڈنگ |
| عمل کا درجہ حرارت | محیطی (کوئی حرارت نہیں لگائی جاتی) | سولڈر الائے پر منحصر 183-450°C |
| حرارت سے متاثرہ زون | کوئی نہیں—موصلیت برقرار رہتی ہے | تار کی موصلیت اور ملحقہ اجزاء کو تھرمل نقصان کا خطرہ |
| کمپن مزاحمت | بہترین—تناؤ کے مقامات پر لچک کو برقرار رکھتا ہے | ناقص—سخت سولڈر تناؤ کا ارتکاز اور تھکاوٹ کی دراڑیں پیدا کرتا ہے |
| تھرمل سائیکلنگ کی کارکردگی | اعلیٰ—مختلف پھیلاؤ کو ایڈجسٹ کرتا ہے | خراب—سولڈر ریکریسٹلائزیشن اور انٹرمیٹالک گروتھ |
| مزاحمت سے رابطہ کریں۔ | 0.5-1.0 ملی اوہم (وقت کے ساتھ مستحکم) | ابتدائی طور پر کم لیکن آکسیڈیشن اور تھرمل ایجنگ کے ساتھ بڑھتا ہے |
| پل-فورس ریٹینشن | تار کی ٹینسائل طاقت کا 90%+ برقرار رکھتا ہے | سولڈر کریپ اور ورک ہارڈننگ کی وجہ سے وقت کے ساتھ کمزور ہوتا ہے |
| نمی مزاحمت | گیس سے بند سیل آکسیڈیشن کو روکتا ہے | فلکس کی باقیات نمی کو اپنی طرف متوجہ کرتی ہیں۔ اسٹرینڈز کے درمیان کیپیلری وِکنگ |
| عمل کی تکرار پذیری | مناسب ٹولنگ اور کوالٹی کنٹرول کے ساتھ انتہائی مستقل مزاج | متغیر—آپریٹر کی مہارت، درجہ حرارت کنٹرول، ڈویل ٹائم پر منحصر ہے |
| معائنہ کا طریقہ | بصری معائنہ اور جہتی پیمائش (کرمپ اونچائی/چوڑائی) | صرف بصری—اندرونی خلا اور کولڈ جوائنٹس پوشیدہ |
| دوبارہ کام کرنے کی صلاحیت | ٹرمینل کی تبدیلی درکار ہے | دوبارہ سولڈر کیا جا سکتا ہے (تنزل کے خطرے کے ساتھ) |
| آٹوموٹو/ایرو اسپیس کی منظوری | SAE/USCAR-21، AS7928، IEC 60947-4-1 کے ذریعے درکار ہے | IPC/WHMA-A-620 کے مطابق پروڈکشن ہارنسز کے لیے ممنوع ہے |
| آلات کی سرمایہ کاری | معتدل—کیلیبریٹڈ کرمپنگ ٹولز اور ڈائیز کی ضرورت ہے | کم—چھوٹے پیمانے پر کام کے لیے بنیادی سولڈرنگ آئرن کافی ہے |
| سائیکل کا وقت (فی کنکشن) | 2-5 سیکنڈ (دستی)؛; <1 second (automated) | حرارت، کولنگ، معائنہ سمیت 10-30 سیکنڈ |
| ماحولیاتی اثرات | کوئی دھواں، فلکس یا لیڈ کی نمائش نہیں | دھوئیں کے اخراج کی ضرورت ہے؛ لیڈ فری سولڈر کے متبادل زیادہ مشکل |
کرمپڈ کنکشنز کی فزکس: کولڈ ویلڈنگ کیوں کام کرتی ہے
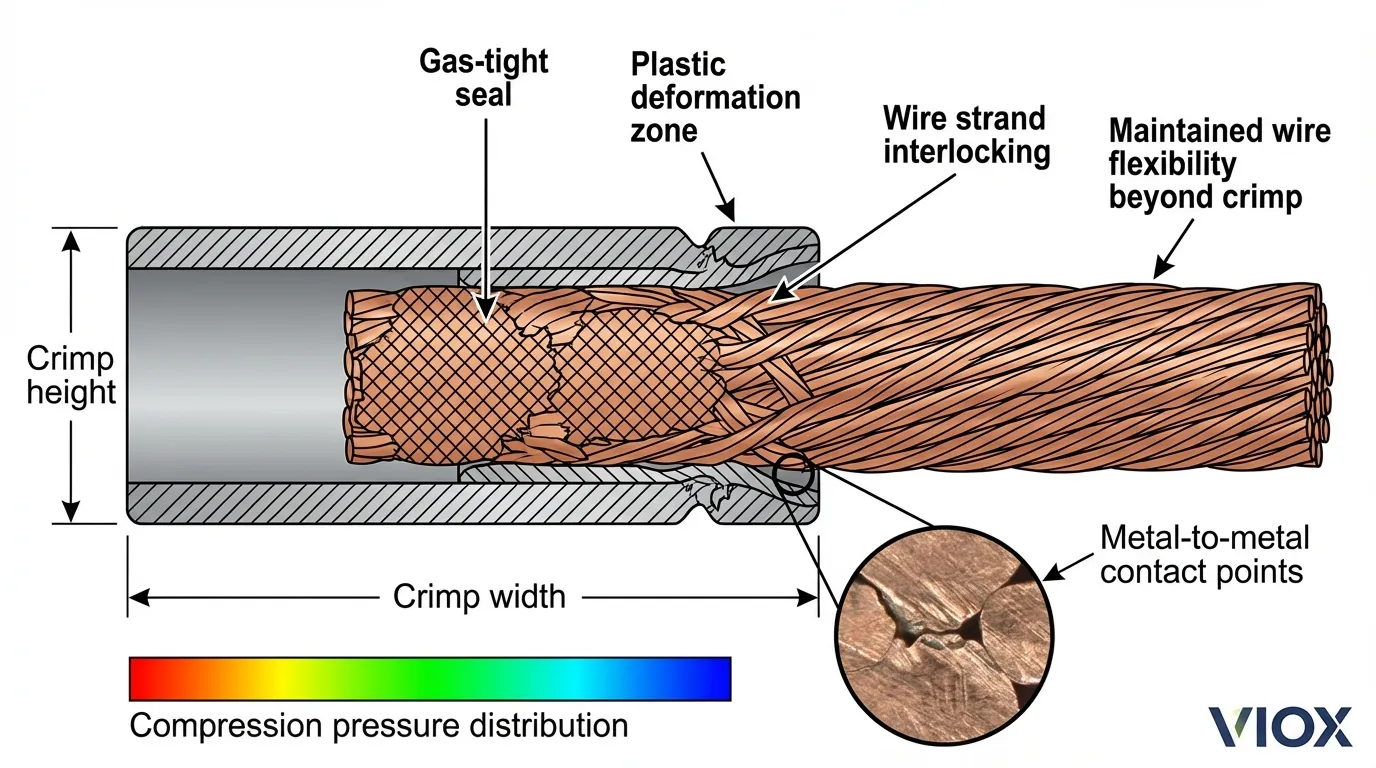
کرمپنگ تھرمل بانڈنگ کے بجائے کنٹرولڈ پلاسٹک ڈیفارمیشن کے ذریعے الیکٹریکل تسلسل حاصل کرتی ہے۔ جب ایک کرمپنگ ڈائی ایک تار کنڈکٹر کے گرد ایک ٹرمینل بیرل کو کمپریس کرتی ہے، تو تین الگ الگ جسمانی عمل بیک وقت ہوتے ہیں: ٹرمینل کیویٹی کے اندر تار کے اسٹرینڈز کی میکانکی انٹر لاکنگ، ٹرمینل میٹریل اور کاپر کنڈکٹرز دونوں کی لچکدار ڈیفارمیشن جو اسپرنگ بیک فورس پیدا کرتی ہے، اور دھات سے دھات کے رابطے کے پوائنٹس کی تشکیل جہاں کمپریشن پریشر کے تحت آکسائیڈ کی تہیں ٹوٹ جاتی ہیں۔.
نتیجے میں آنے والا کنکشن کولڈ ویلڈ کی خصوصیات کو ظاہر کرتا ہے—ایک ٹھوس حالت کا بانڈنگ عمل جہاں کافی دباؤ صاف دھاتی سطحوں کے درمیان ایٹمی سطح کے چپکنے کا سبب بنتا ہے۔ فیوژن ویلڈنگ یا سولڈرنگ کے برعکس، کولڈ ویلڈنگ کے لیے کسی حرارت کی ضرورت نہیں ہوتی اور یہ کوئی انٹرمیٹالک مرکبات یا حرارت سے متاثرہ زونز پیدا نہیں کرتی ہے۔ ٹرمینل بیرل کی تعمیل کنکشن کو تار اور ٹرمینل کے درمیان تھرمل پھیلاؤ کے فرق کو ایڈجسٹ کرنے کی اجازت دیتی ہے جبکہ مسلسل رابطے کے دباؤ کو برقرار رکھتی ہے۔.
کرمپنگ کی کامیابی کے لیے اہم چیز درست کمپریشن ریشو حاصل کرنا ہے—ٹرمینل بیرل کی حتمی کمپریسڈ اونچائی اور تار کنڈکٹر کے کراس سیکشنل ایریا کے درمیان تعلق۔ صنعتی معیارات آٹوموٹو ایپلی کیشنز کے لیے 15-20% کے درمیان کمپریشن ریشو کی وضاحت کرتے ہیں، ایرو اسپیس اور ملٹری کی خصوصیات کے لیے سخت تر ٹولرنس درکار ہیں۔ انڈر-کرمپنگ کے نتیجے میں ناکافی رابطے کا دباؤ اور زیادہ مزاحمت ہوتی ہے۔ اوور-کرمپنگ تار کے اسٹرینڈ کے ٹوٹنے اور پل کی طاقت میں کمی کا سبب بنتی ہے۔ جدید کرمپنگ ٹولز ہر کنکشن کو تصریح کے مطابق یقینی بنانے کے لیے فورس مانیٹرنگ اور کرمپ اونچائی کی تصدیق کو شامل کرتے ہیں۔.
تناؤ کے تحت سولڈرڈ کنکشنز کیوں ناکام ہوتے ہیں
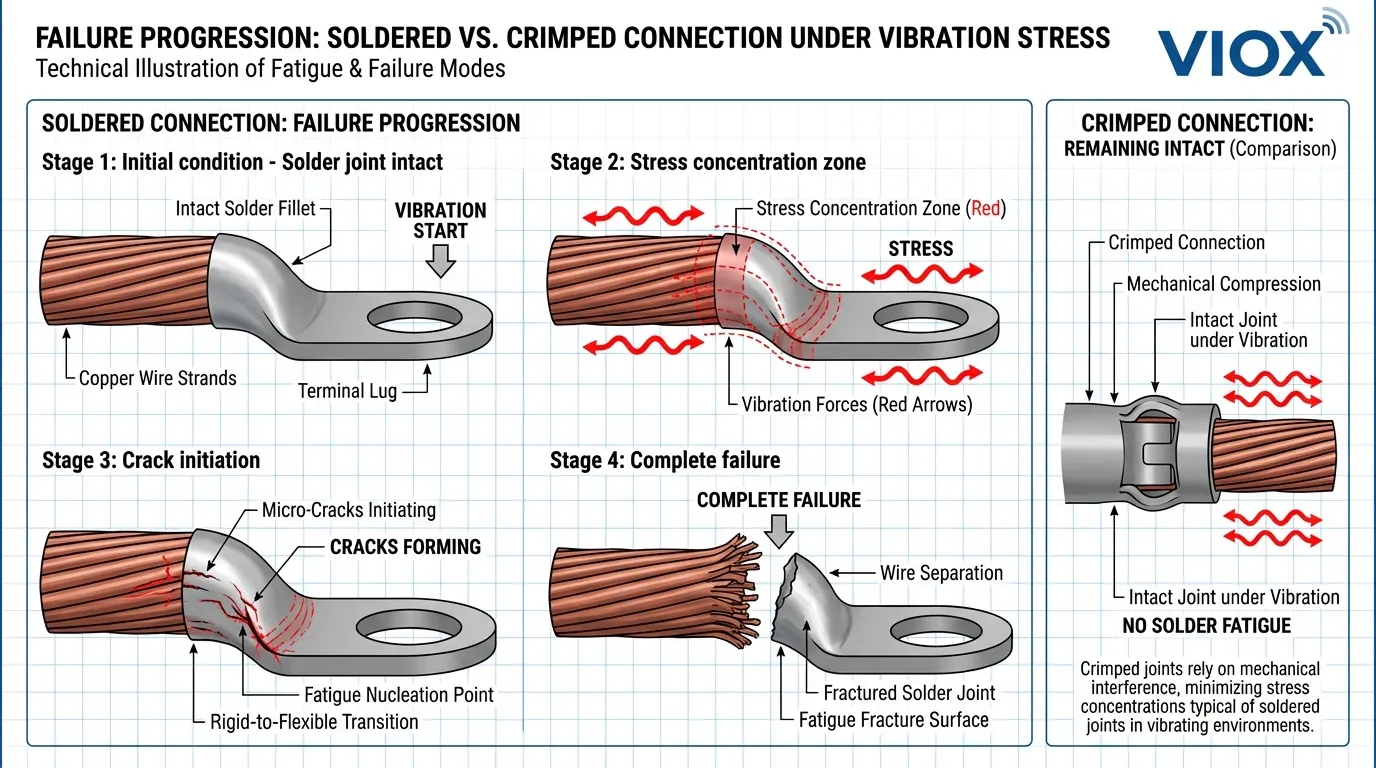
سولڈرڈ وائر کنکشنز کی بنیادی کمزوری لچکدار کاپر کنڈکٹرز اور سخت سولڈر الائیز کے درمیان مٹیریل پراپرٹی کی عدم مطابقت سے پیدا ہوتی ہے۔ سولڈر—چاہے روایتی ٹن-لیڈ (Sn60/Pb40) ہو یا جدید لیڈ فری کمپوزیشنز (SAC305، Sn96.5/Ag3.0/Cu0.5)—محدود ڈکٹیلیٹی کے ساتھ ایک کرسٹل لائن ڈھانچے میں ٹھوس ہو جاتا ہے۔ جب ایک سولڈرڈ وائر وائبریشن یا فلیکسنگ کا تجربہ کرتی ہے، تو تناؤ بالکل سولڈر ٹرمینیشن پوائنٹ پر مرتکز ہوتا ہے جہاں سخت دھات لچکدار اسٹرینڈڈ وائر سے ملتی ہے۔.
یہ تناؤ کا ارتکاز تھکاوٹ کی دراڑوں کو شروع کرتا ہے جو ہر وائبریشن سائیکل کے ساتھ سولڈر جوائنٹ کے ذریعے پھیلتی ہیں۔ ناکام سولڈر جوائنٹس کا دھاتی تجزیہ مسلسل سولڈر-وائر انٹرفیس پر دراڑ کے آغاز کو ظاہر کرتا ہے، جو سولڈر میٹرکس کے ذریعے اس وقت تک آگے بڑھتا ہے جب تک کہ مکمل علیحدگی نہ ہو جائے۔ ناکامی کا طریقہ کار قابل پیش گوئی ہے اور آٹوموٹو اور ایرو اسپیس کی ناکامی کے تجزیہ کی رپورٹس میں اچھی طرح سے دستاویزی ہے۔.
تھرمل سائیکلنگ متعدد میکانزم کے ذریعے سولڈر جوائنٹ کے تنزل کو تیز کرتی ہے۔ کاپر وائر (16.5 ppm/°C)، سولڈر الائے (22-25 ppm/°C)، اور ٹرمینل میٹریلز کے درمیان مختلف تھرمل پھیلاؤ انٹرفیس پر شیئر تناؤ پیدا کرتا ہے۔ بار بار حرارت اور کولنگ سائیکلز سولڈر ریکریسٹلائزیشن کو فروغ دیتے ہیں—ایک دھاتی عمل جہاں اناج کی حدود دوبارہ منظم ہوتی ہیں، ٹوٹنے کے رجحان کو بڑھاتی ہیں اور تھکاوٹ کے خلاف مزاحمت کو کم کرتی ہیں۔ لیڈ فری سولڈرز روایتی ٹن-لیڈ الائیز کے مقابلے میں خاص طور پر ناقص تھرمل سائیکلنگ کارکردگی کا مظاہرہ کرتے ہیں، کچھ SAC الائیز تیز رفتار جانچ کے تحت تھکاوٹ کی زندگی میں 50% کمی دکھاتے ہیں۔.
اضافی ناکامی کے میکانزم میں سولڈر وِکنگ شامل ہے—جہاں پگھلا ہوا سولڈر کیپیلری ایکشن کے ذریعے تار کے اسٹرینڈز کے درمیان بہتا ہے، جو مطلوبہ جوائنٹ سے کئی ملی میٹر آگے تک ایک سخت زون بناتا ہے۔ یہ وِکڈ ریجن تار کی لچک کو ختم کر دیتا ہے اور ایک توسیعی تناؤ کے ارتکاز کا زون بناتا ہے۔ فلکس کی باقیات، اگر مناسب طریقے سے صاف نہ کی جائیں، تو نمی کو اپنی طرف متوجہ کرتی ہیں اور الیکٹرو کیمیکل کورروشن کو فروغ دیتی ہیں۔ آٹوموٹو انڈر ہوڈ ماحول میں جہاں درجہ حرارت -40°C سے +150°C تک ہوتا ہے، سولڈرڈ کنکشنز شاذ و نادر ہی 5-7 سال سے زیادہ زندہ رہتے ہیں اس سے پہلے کہ وہ بڑھی ہوئی مزاحمت یا وقفے وقفے سے ناکامیوں کا مظاہرہ کریں۔.
صنعتی معیارات: ضوابط کرمپنگ کو کیوں لازمی قرار دیتے ہیں
آٹوموٹو اور ایرو اسپیس صنعتیں سخت کوالٹی معیارات کے تحت کام کرتی ہیں جو پیداواری وائر ہارنس ٹرمینیشن کے لیے سولڈرنگ کو واضح طور پر منع کرتی ہیں۔ SAE/USCAR-21 تفصیلات—جو فورڈ، جی ایم، سٹیلنٹیس اور بین الاقوامی شراکت داروں سمیت بڑے آٹوموٹو مینوفیکچررز نے مشترکہ طور پر تیار کی ہیں—آٹوموٹو ایپلی کیشنز میں کرمپڈ الیکٹریکل ٹرمینلز کے لیے کارکردگی کے تقاضے کی وضاحت کرتی ہے۔ یہ معیار لازمی قرار دیتا ہے کہ کرمپڈ کنکشن -40°C سے +125°C تک تھرمل سائیکلنگ، متعدد فریکوئنسی بینڈز پر وائبریشن ٹیسٹنگ، اور آٹوموٹو سیال، نمک کے اسپرے اور نمی سمیت حالات میں 15 سال یا 150,000 میل تک سروس لائف کو برداشت کریں۔.
IPC/WHMA-A-620 معیار، جو کیبل اور وائر ہارنس اسمبلی کے تقاضوں کو کنٹرول کرتا ہے، سیکشن 9.3 میں واضح طور پر بیان کرتا ہے کہ “کرمپ-اسٹائل ٹرمینلز کی سولڈرنگ قابل قبول نہیں ہے” کیونکہ یہ ناقص کرمپ کو چھپاتی ہے اور تھرمل تناؤ کا باعث بنتی ہے۔ یہ ممانعت فیلڈ فیل ہونے کے عشروں کے اعداد و شمار کی عکاسی کرتی ہے جو یہ ظاہر کرتے ہیں کہ سولڈرڈ کرمپ اکیلے مناسب طریقے سے کیے گئے مکینیکل کرمپ سے بدتر کارکردگی کا مظاہرہ کرتے ہیں۔ اس معیار کے لیے بصری معائنہ کے معیار، کرمپ اونچائی اور چوڑائی کی جہتی تصدیق، اور کنکشن کی سالمیت کی توثیق کے لیے پل-فورس ٹیسٹنگ کی ضرورت ہے۔.
ایرو اسپیس ایپلی کیشنز AS7928 (سابقہ MIL-T-7928) کے تحت اور بھی سخت تقاضوں پر عمل کرتی ہیں، جو ہوائی جہاز کے الیکٹریکل سسٹمز کے لیے وائر اور کیبل کرمپنگ کی وضاحت کرتی ہے۔ یہ تفصیلات تسلیم کرتی ہیں کہ پرواز کے لیے اہم سسٹمز میں کنکشن کی ناکامی کے تباہ کن نتائج ہوتے ہیں، جو قابلِ اعتماد ہونے کو غیر گفت و شنید بناتی ہے۔ ایرو اسپیس ایپلی کیشنز میں استعمال ہونے والے کرمپنگ ٹولز کو سالانہ کیلیبریٹ کیا جانا چاہیے، اور ہر کرمپڈ کنکشن کا دستاویزی معائنہ کیا جاتا ہے جس میں مخصوص ٹول، آپریٹر اور استعمال شدہ ٹرمینلز کے بیچ تک ٹریس ایبلٹی ہوتی ہے۔.
کرمپ کوالٹی کنٹرول: اہم پیرامیٹرز
قابل اعتماد کرمپڈ کنکشن حاصل کرنے کے لیے تین باہم مربوط متغیرات کے درست کنٹرول کی ضرورت ہوتی ہے: کرمپ اونچائی، کرمپ چوڑائی، اور وائر کمپیکشن تناسب۔ کرمپ اونچائی—جو ٹرمینل بیرل کے کمپریسڈ ڈائمینشن پر وائر محور کے عمودی طور پر ماپی جاتی ہے—براہ راست رابطہ دباؤ اور پل کی طاقت کا تعین کرتی ہے۔ تفصیلات عام طور پر آٹوموٹو ٹرمینلز کے لیے ±0.05 ملی میٹر کے اندر کرمپ اونچائی کی رواداری کی وضاحت کرتی ہیں، چھوٹی وائر گیجز اور اہم ایپلی کیشنز کے لیے سخت رواداری کی ضرورت ہوتی ہے۔.
کرمپ چوڑائی کی پیمائش اس بات کی تصدیق کرتی ہے کہ ٹرمینل ونگز نے ضرورت سے زیادہ خرابی یا کریکنگ کے بغیر وائر کے گرد مناسب طریقے سے فولڈ کیا ہے۔ چوڑائی کی تفصیلات ٹرمینل ڈیزائن کے لحاظ سے مختلف ہوتی ہیں لیکن عام طور پر اس بات کی ضرورت ہوتی ہے کہ کرمپڈ بیرل گیس سے تنگ مہر کو خطرے میں ڈالے بغیر اسپلٹس یا فریکچرز کے بغیر ساختی سالمیت کو برقرار رکھے۔ میگنیفیکیشن (10-30x) کے تحت بصری معائنہ سطح کے نقائص کو ظاہر کرتا ہے جس میں نامکمل کمپریشن، ٹرمینل کریکنگ، یا وائر اسٹرینڈ پروٹروژن شامل ہیں۔.
سب سے اہم کوالٹی میٹرک پل-فورس ٹیسٹنگ ہے—ایک تباہ کن ٹیسٹ جو ٹرمینل کو وائر سے الگ کرنے کے لیے درکار قوت کی پیمائش کرتا ہے۔ معیارات وائر گیج کی بنیاد پر کم از کم پل فورسز کی وضاحت کرتے ہیں، جن کی قدریں 24 AWG وائر کے لیے 15 نیوٹن سے لے کر 10 AWG کنڈکٹرز کے لیے 400+ نیوٹن تک ہوتی ہیں۔ مناسب کرمپ عام طور پر وائر کی ریٹیڈ ٹینسائل طاقت کا 90-95% حاصل کرتے ہیں، یعنی کرمپ کے باہر نکلنے سے پہلے وائر خود ٹوٹ جاتا ہے۔ مستقل نتائج کو یقینی بنانے کے لیے پل ٹیسٹنگ کو کنٹرولڈ ریٹس (USCAR-21 کے مطابق 50-250 ملی میٹر/منٹ) پر انجام دیا جانا چاہیے۔.
شماریاتی عمل کنٹرول (SPC) کے طریقے پیداواری رنز میں کرمپ کوالٹی کے رجحانات کو ٹریک کرتے ہیں، ٹول کے پہننے، ڈائی مس الائنمنٹ، یا آپریٹر تکنیک کی تبدیلیوں کی نشاندہی کرتے ہیں اس سے پہلے کہ وہ غیر متعینہ کنکشن تیار کریں۔ جدید خودکار کرمپنگ سسٹمز میں ان لائن فورس مانیٹرنگ شامل ہوتی ہے جو اصل کرمپنگ فورس کی پیمائش کرتی ہے اور فوری طور پر دوبارہ کام کرنے کے لیے قابل قبول پیرامیٹرز سے باہر کسی بھی کنکشن کو فلیگ کرتی ہے۔.

ایپلی کیشن گائیڈ: ہر طریقہ کب استعمال کریں۔
پیداواری ہارنس اور اعلیٰ قابل اعتماد ایپلی کیشنز کے لیے کرمپنگ کے فوائد کے باوجود، سولڈرنگ مخصوص استعمال کے معاملات کے لیے مناسب ہے۔ سرکٹ بورڈ اسمبلی، خاص طور پر تھرو ہول کمپوننٹس اور سرفیس ماؤنٹ ری ورک کے لیے، سولڈرنگ کی اس صلاحیت سے فائدہ اٹھاتی ہے کہ وہ سخت سبسٹریٹس پر مستقل کنکشن بنائے جہاں وائبریشن تناؤ کم سے کم ہو۔ پروٹوٹائپ ڈیولپمنٹ اور لیبارٹری ٹیسٹنگ اکثر ترمیم میں آسانی اور کم سے کم ٹولنگ کی ضروریات کے لیے سولڈرڈ کنکشن استعمال کرتے ہیں۔.
کرمپنگ آٹوموٹو وائر ہارنس، ایرو اسپیس الیکٹریکل سسٹمز، انڈسٹریل کنٹرول پینلز، اور کسی بھی ایسی ایپلی کیشن میں لازمی ہو جاتی ہے جہاں کنکشن وائبریشن، تھرمل سائیکلنگ، یا سخت ماحولیاتی نمائش کا تجربہ کرتے ہیں۔ مناسب کرمپنگ ٹولز میں سرمایہ کاری—دستی ریچیٹنگ کرمپر کے لیے $200 سے لے کر خودکار کرمپنگ مشینوں کے لیے $50,000+ تک—وارنٹی کے دعووں میں کمی، سسٹم کی بہتر قابل اعتمادی، اور صنعتی معیارات کی تعمیل کے ذریعے منافع ادا کرتی ہے۔ کرمپڈ کنکشن کے لیے مناسب سرکٹ پروٹیکشن کو منتخب کرنے کے بارے میں متعلقہ معلومات کے لیے، صنعتی پینلز کے لیے ہمارے سرکٹ بریکر سلیکشن گائیڈ کو دیکھیں۔ میرین اور آؤٹ ڈور ایپلی کیشنز خاص طور پر کرمپنگ کی نمی مزاحمت سے فائدہ اٹھاتی ہیں۔ مناسب کمپریشن کے ذریعے بنائی گئی گیس سے تنگ مہر پانی کے داخلے اور اس کے نتیجے میں ہونے والے الیکٹرو کیمیکل کورروژن کو روکتی ہے جو مرطوب یا نمک کے اسپرے والے ماحول میں سولڈرڈ کنکشن کو تیزی سے خراب کرتی ہے۔ ہیٹ شرنک ٹیوبنگ یا ماحولیاتی سیلنگ بوٹس کے ساتھ مل کر، کرمپڈ ٹرمینلز IP67/IP68 پروٹیکشن لیولز حاصل کرتے ہیں جو سبمرسیبل ایپلی کیشنز کے لیے موزوں ہیں۔.
ہائی کرنٹ ایپلی کیشنز (>10 ایمپیئرز) کو عالمگیر طور پر کرمپڈ کنکشن کی ضرورت ہوتی ہے کیونکہ ان میں کرنٹ لے جانے کی اعلیٰ صلاحیت اور کم رابطہ مزاحمت ہوتی ہے۔ کمپریسڈ وائر اسٹرینڈز کے ذریعے بنائے گئے متعدد رابطہ پوائنٹس سولڈر جوائنٹس کے مقابلے میں کرنٹ کے بہاؤ کو زیادہ مؤثر طریقے سے تقسیم کرتے ہیں، مقامی حرارت کو کم کرتے ہیں اور طویل مدتی استحکام کو بہتر بناتے ہیں۔ مناسب وائر سائزنگ اور کرنٹ کی صلاحیت کے حساب کتاب کے بارے میں رہنمائی کے لیے، ہماری کیبل سائزنگ گائیڈ سے رجوع کریں۔.
ہماری انجینئرنگ ٹیم کنکشن ڈیزائن آپٹیمائزیشن کے لیے جامع سپورٹ فراہم کرتی ہے، بشمول ٹرمینل سلیکشن، کرمپنگ ٹول کی تفصیلات، اور کوالٹی کنٹرول پروٹوکول ڈیولپمنٹ۔ ہم پل-فورس ویلیڈیشن، تھرمل سائیکلنگ، وائبریشن ٹیسٹنگ، اور ماحولیاتی نمائش سمولیشن کے لیے اندرون ملک ٹیسٹنگ کی صلاحیتوں کو برقرار رکھتے ہیں—اس بات کو یقینی بناتے ہوئے کہ ہر پروڈکٹ حقیقی دنیا کے آپریٹنگ حالات میں دستاویزی قابل اعتمادی فراہم کرتی ہے۔
کسٹم ٹرمینل ڈیزائن، غیر معیاری وائر گیجز، یا خصوصی ماحولیاتی سیلنگ کی ضرورت والی ایپلی کیشنز کے لیے، VIOX ریپڈ پروٹوٹائپنگ اور چھوٹے بیچ پروڈکشن کی صلاحیتیں پیش کرتا ہے۔ ہمارا کوالٹی مینجمنٹ سسٹم خام مال کی سرٹیفیکیشن سے لے کر حتمی معائنہ تک مکمل ٹریس ایبلٹی کو برقرار رکھتا ہے، جو ایرو اسپیس، میڈیکل اور سیفٹی کے لیے اہم ایپلی کیشنز کے لیے درکار دستاویزات فراہم کرتا ہے۔ ہمارے ٹرمینل بلاک سلوشنز کے بارے میں مزید جانیں۔.
صنعتی کنیکٹر آپشنز.
شکل 5: VIOX الیکٹرک پریسیشن کاپر ٹرمینلز اور کرمپڈ وائر اسمبلیاں پیشہ ورانہ کرمپنگ ٹولز اور کوالٹی سرٹیفیکیشن کے ساتھ۔ سوال: کیا میں اضافی طاقت کے لیے کرمپنگ کے بعد وائر کو سولڈر کر سکتا ہوں؟ اور جواب: نہیں—اس عمل کو IPC/WHMA-A-620 اور آٹوموٹو معیارات کے ذریعے واضح طور پر منع کیا گیا ہے۔ کرمپنگ کے بعد سولڈرنگ کوئی طاقت کا فائدہ نہیں دیتی کیونکہ کرمپ نے پہلے ہی زیادہ سے زیادہ رابطہ قائم کر لیا ہے۔ اضافی سولڈر درحقیقت تھرمل تناؤ متعارف کروا کر، معائنہ کے دوران ناقص کرمپ کو چھپا کر، اور ایک ٹوٹنے والا زون بنا کر کارکردگی کو کم کرتا ہے۔ اگر کرمپ مناسب طریقے سے کیا گیا ہے، تو سولڈر کچھ نہیں ڈالتا؛ اگر کرمپ ناقص ہے، تو سولڈر فیلڈ فیل ہونے تک مسئلے کو چھپا دیتا ہے۔.

اکثر پوچھے گئے سوالات
جواب: نمونے کے کنکشن پر باقاعدگی سے پل-فورس ٹیسٹنگ کریں اور مائکرومیٹر سے کرمپ اونچائی کی پیمائش کریں۔ نتائج کا موازنہ ٹرمینل مینوفیکچرر کی تفصیلات سے کریں۔ بصری معائنہ میں مکمل بیرل بندش، کوئی وائر اسٹرینڈ پروٹروژن، کوئی ٹرمینل کریکنگ، اور مناسب انسولیشن کرمپ انگیجمنٹ ظاہر ہونا چاہیے۔ اگر آپ کے پاس ٹیسٹنگ کا سامان نہیں ہے، تو کراس سیکشنل تجزیہ (کرمپ کے ذریعے کاٹنا اور میگنیفیکیشن کے تحت جانچنا) اندرونی وائر کمپیکشن کوالٹی کو ظاہر کرتا ہے۔ الیکٹریکل ٹیسٹنگ کے طریقہ کار کے بارے میں مزید معلومات کے لیے، ہماری ٹیسٹنگ گائیڈ سے مشورہ کریں۔
سوال: کون سے وائر سائز کرمپ کیے جا سکتے ہیں بمقابلہ سولڈر کیے جا سکتے ہیں؟.
جواب: کرمپنگ مناسب ٹرمینلز اور ٹولنگ کے ساتھ 30 AWG (0.05mm²) سے لے کر 4/0 AWG (107mm²) اور اس سے بڑے وائر سائز کو ایڈجسٹ کرتی ہے۔ حرارت کی کھپت کے چیلنجوں اور بنائے گئے بڑے سخت زون کی وجہ سے 12 AWG سے اوپر سولڈرنگ تیزی سے مشکل اور ناقابل اعتماد ہو جاتی ہے۔ ہائی کرنٹ ایپلی کیشنز کے لیے، مکینیکل فاسٹنرز (بولٹڈ لگز) کے ساتھ کرمپڈ کنکشن معیاری عمل ہے۔
سوال: کیا کرمپڈ کنکشن ہائی وائبریشن ماحول جیسے آٹوموٹو یا ایرو اسپیس کے لیے موزوں ہیں؟ جواب: جی ہاں—کرمپڈ کنکشن خاص طور پر ہائی وائبریشن ایپلی کیشنز کے لیے ڈیزائن کیے گئے ہیں اور آٹوموٹو (USCAR-21) اور ایرو اسپیس (AS7928) معیارات کے ذریعے لازمی قرار دیے گئے ہیں کیونکہ وہ وائبریشن تناؤ کے تحت سولڈرڈ کنکشن سے بہتر کارکردگی کا مظاہرہ کرتے ہیں۔ کرمپ سے وائر ٹرانزیشن پر برقرار لچک تھکاوٹ کی ناکامیوں کو روکتی ہے جو سولڈرڈ جوائنٹس کو پریشان کرتی ہے۔ وائبریشن مزاحم سرکٹ پروٹیکشن کے بارے میں متعلقہ معلومات کے لیے، ہماری بریکر سلیکشن گائیڈ دیکھیں۔, سوال: سولڈرڈ کنکشن کے مقابلے میں کرمپڈ کنکشن کتنے عرصے تک چلتے ہیں؟.
جواب: آٹوموٹو ایپلی کیشنز میں مناسب طریقے سے کیے گئے کرمپڈ کنکشن 15+ سال کی سروس لائف کے لیے ڈیزائن کیے گئے ہیں (USCAR-21 ٹیسٹنگ کی ضروریات کے مطابق) جس میں تھرمل سائیکلنگ، وائبریشن، نمی اور کیمیکل کی نمائش شامل ہے۔ اسی طرح کے ماحول میں سولڈرڈ کنکشن عام طور پر 5-7 سال کے اندر انحطاط ظاہر کرنا شروع کر دیتے ہیں۔ بے ضرر ماحول میں (آب و ہوا پر قابو پایا ہوا، کوئی وائبریشن نہیں)، دونوں طریقے دہائیوں تک چل سکتے ہیں، حالانکہ کرمپنگ اب بھی طویل مدتی رابطہ مزاحمت کے استحکام کی پیش کش کرتی ہے۔
سوال: انسولیٹڈ اور ان انسولیٹڈ کرمپ ٹرمینلز میں کیا فرق ہے؟.
جواب: انسولیٹڈ ٹرمینلز میں ایک پلاسٹک کی آستین شامل ہوتی ہے جو تناؤ سے نجات اور الیکٹریکل انسولیشن فراہم کرتی ہے، جو عام وائرنگ ایپلی کیشنز کے لیے موزوں ہے۔ ان انسولیٹڈ (ننگے) ٹرمینلز زیادہ کرنٹ کی صلاحیت پیش کرتے ہیں اور ہائی ایمپریج کنکشن کے لیے یا جب کسٹم ہیٹ شرنک ٹیوبنگ لگائی جائے گی تو ترجیح دی جاتی ہے۔ کرمپ کوالٹی کی ضروریات ایک جیسی ہیں؛ انتخاب ایپلی کیشن کی ضروریات پر منحصر ہے اور آیا اضافی ماحولیاتی سیلنگ کی ضرورت ہے۔ ٹرمینل سلیکشن گائیڈنس کے لیے، ہماری ٹرمینل بلاک موازنہ گائیڈ کا جائزہ لیں۔
نتیجہ: مناسب کنکشن ڈیزائن کے ذریعے انجینئرنگ کی قابل اعتمادی کرمپنگ اور سولڈرنگ کے درمیان بحث بالآخر ایپلی کیشن کی ضروریات اور کارکردگی کی ترجیحات پر منتج ہوتی ہے۔ پروڈکشن وائر ہارنس، آٹوموٹو سسٹمز، ایرو اسپیس ایپلی کیشنز، اور کسی بھی ایسے ماحول کے لیے جس میں وائبریشن، تھرمل سائیکلنگ، یا سخت نمائش شامل ہو، کرمپنگ دہائیوں کے فیلڈ ڈیٹا کے ذریعے تائید شدہ اور بین الاقوامی معیارات میں کوڈفائیڈ قابل اعتماد کارکردگی فراہم کرتی ہے۔ مناسب کرمپنگ ٹولز اور تربیت میں ابتدائی سرمایہ کاری ناکامی کی شرح میں کمی، آسان کوالٹی کنٹرول، اور صنعتی ضروریات کی تعمیل کے ذریعے فوری منافع ادا کرتی ہے۔, سولڈرنگ الیکٹرانکس اسمبلی میں سرکٹ بورڈ کنکشن اور ان ایپلی کیشنز کے لیے اپنی جگہ برقرار رکھتی ہے جہاں مکینیکل تناؤ کم سے کم ہو۔ تاہم، یہ خیال کہ سولڈرڈ وائر سے ٹرمینل کنکشن اعلیٰ قابل اعتمادی پیش کرتے ہیں، لیبارٹری ٹیسٹنگ اور فیلڈ فیل ہونے کے تجزیے دونوں سے مکمل طور پر غلط ثابت ہو چکا ہے۔ جدید الیکٹریکل سسٹم ڈیزائن تسلیم کرتا ہے کہ کنکشن کی سالمیت مجموعی سسٹم کی قابل اعتمادی کا تعین کرتی ہے—ٹرمینیشن کے طریقہ کار کا انتخاب ذاتی ترجیح یا روایت کے بجائے ایک اہم انجینئرنگ فیصلہ بناتا ہے۔.
VIOX الیکٹرک آپ کی کنکشن ڈیزائن کی ضروریات کو درست طریقے سے تیار کردہ ٹرمینلز، کسٹم کرمپنگ سلوشنز، اور جامع ٹیسٹنگ اور کوالٹی اشورینس کے ذریعے تائید شدہ انجینئرنگ مہارت کے ساتھ سپورٹ کرنے کے لیے تیار ہے۔ چاہے آپ آٹوموٹو ہارنس، انڈسٹریل کنٹرول سسٹمز، یا قابل تجدید توانائی کی تنصیبات ڈیزائن کر رہے ہوں، مناسب کنکشن ٹیکنالوجی اس بات کو یقینی بناتی ہے کہ آپ کی مصنوعات وہ قابل اعتمادی فراہم کریں جو آپ کے صارفین چاہتے ہیں۔ اپنی مخصوص ایپلی کیشن کی ضروریات پر تبادلہ خیال کرنے کے لیے ہماری انجینئرنگ ٹیم سے رابطہ کریں اور دریافت کریں کہ VIOX کرمپنگ سلوشنز آپ کے الیکٹریکل سسٹمز میں کنکشن سے متعلق ناکامیوں کو کیسے ختم کر سکتے ہیں۔
الیکٹریکل سسٹم ڈیزائن اور کمپوننٹ سلیکشن پر اضافی تکنیکی وسائل کے لیے، وائر سائزنگ کے حساب کتاب اور صنعتی پینل ڈیزائن پر ہماری جامع گائیڈز کو دیکھیں۔.
الیکٹریکل مینوفیکچرنگ کی سہولت میں کرمپنگ ٹول اور سولڈرنگ اسٹیشن کا پیشہ ورانہ موازنہ جو وائر ٹرمینیشن کے طریقے دکھا رہا ہے۔
تکنیکی کٹ وے ڈایاگرام جو مناسب طریقے سے کرمپڈ الیکٹریکل ٹرمینل کنکشن کے اندرونی ڈھانچے اور کمپریشن زونز کو ظاہر کرتا ہے۔ تکنیکی ڈایاگرام جو وائبریشن تناؤ کے تحت سولڈرڈ وائر کنکشن کے مقابلے میں کرمپڈ کنکشن کے ترقی پسند ناکامی کے مراحل کو ظاہر کرتا ہے۔.
کوالٹی کنٹرول انسپیکشن اسٹیشن جو پیشہ ورانہ لیبارٹری میں کرمپڈ الیکٹریکل ٹرمینلز کی درست پیمائش اور پل-فورس ٹیسٹنگ دکھا رہا ہے۔
VIOX الیکٹرک پریسیشن کاپر ٹرمینلز اور کرمپڈ وائر اسمبلیاں پیشہ ورانہ کرمپنگ ٹولز اور کوالٹی سرٹیفیکیشن کے ساتھ۔.
وائر ٹرمینیشن کے لیے کرمپنگ بمقابلہ سولڈرنگ کا موازنہ کریں۔ جانیں کہ آٹوموٹو اور ایرو اسپیس معیارات (USCAR-21, IPC-620) سخت ماحول میں زیادہ سے زیادہ قابل اعتمادی کے لیے سولڈر لیس کنکشن کو کیوں لازمی قرار دیتے ہیں۔.
VIOX Electric stands ready to support your connection design requirements with precision-manufactured terminals, custom crimping solutions, and engineering expertise backed by comprehensive testing and quality assurance. Whether you’re designing automotive harnesses, industrial control systems, or renewable energy installations, proper connection technology ensures your products deliver the reliability your customers demand. Contact our engineering team to discuss your specific application requirements and discover how VIOX crimping solutions can eliminate connection-related failures in your electrical systems.
For additional technical resources on electrical system design and component selection, explore our comprehensive guides on سرکٹ تحفظ, wire sizing calculations، اور industrial panel design.
