
Endüstriyel Kabin Üretimini Farklı Kılan Nedir?
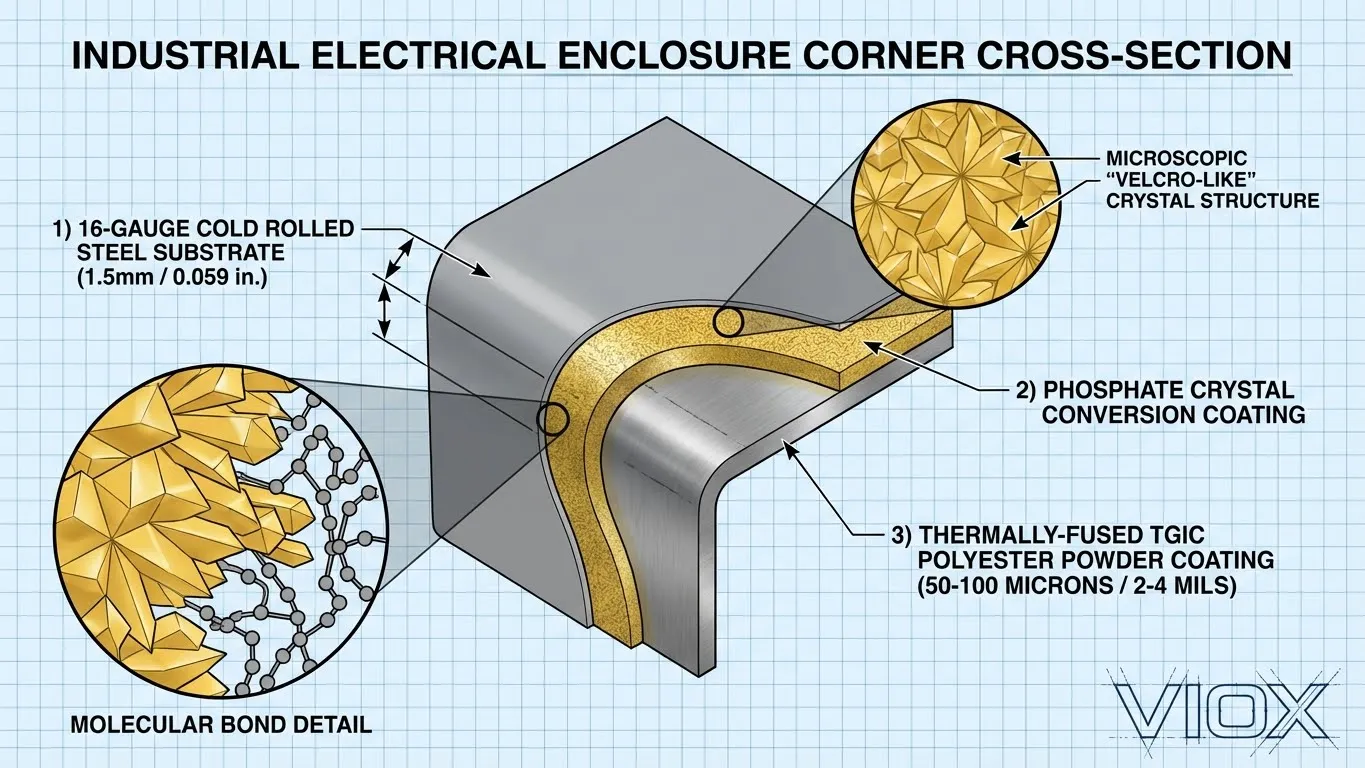
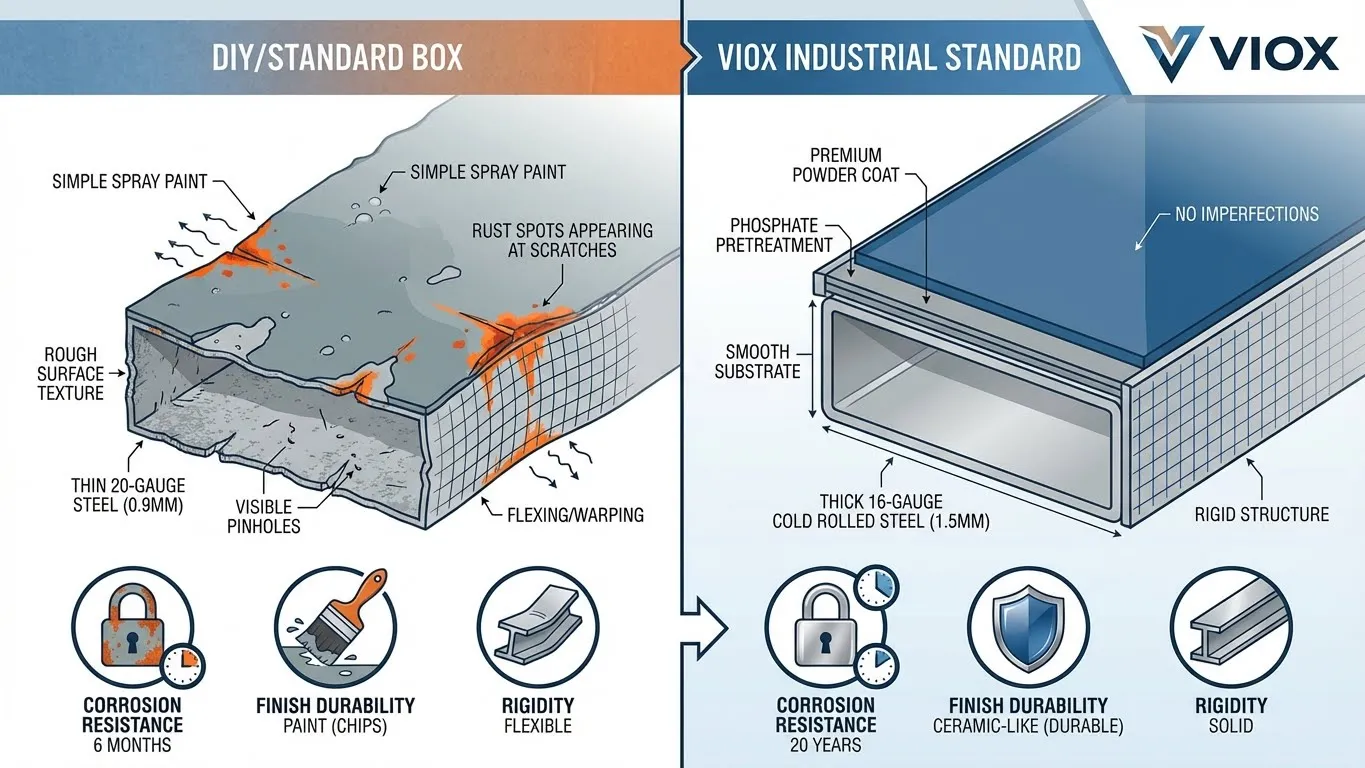
Tırnağınızı bir hırdavatçı dükkanındaki bağlantı kutusunun üzerinde gezdirin. Boyalı metal gibi hissedilir ve vurulduğunda çınlar. Şimdi VIOX, Rittal veya Hoffman gibi üreticilerin birinci sınıf endüstriyel kabinlerine dokunun. Yüzey seramik kadar pürüzsüz hissedilir ve vurulduğunda tok, sönümlü bir ses çıkarır. Bu somut fark, temel bir gerçeği ortaya koymaktadır: endüstriyel kabin üretimi, metali büküp boya uygulamakla ilgili değildir; kritik elektrikli ekipmanları onlarca yıl korumak için tasarlanmış eksiksiz bir korozyon savunma sistemi tasarlamaktır.
Kaliteli kabin üretimi, elektrik altyapınızın 20 yıl dayanıp dayanmayacağını veya aylar içinde arızalanıp arızalanmayacağını belirler. Fark, üç kritik üretim aşamasında yatmaktadır: alt tabaka seçimi, kimyasal ön işlem ve termal kaplama uygulaması. Bu süreçleri anlamak, mühendislerin, tesis yöneticilerinin ve satın alma profesyonellerinin sahte ekonomi yerine gerçek uzun vadeli değer sunan kabinleri belirtmelerine yardımcı olur.

Temel: Kabin Üretiminde Çelik Alt Tabaka Seçimi
Soğuk Haddelenmiş Çelik ve Sıcak Haddelenmiş Çelik
Çelik alt tabaka, herhangi bir elektrik kabininin temelini oluşturur. Her çelik eşit performans sağlamaz ve yanlış malzeme seçimi, sonraki işlemlerden bağımsız olarak erken arızayı garanti eder.
| Mülkiyet | Soğuk Haddelenmiş Çelik (CRS) | Sıcak Haddelenmiş Çelik (HRS) |
|---|---|---|
| Yüzey Cilası | Pürüzsüz, düzgün, pulsuz | Değirmen tufalı ile pürüzlü (demir oksit) |
| Boyutsal Tolerans | ±0.001" (sıkı tolerans) | ±0.015" (gevşek tolerans) |
| Değirmen Tufalı | Yok (oda sıcaklığında işlenir) | Mevcut (çıkarılması gerekir) |
| Boya Yapışması | Mükemmel (temiz yüzey) | Zayıf (tufal zayıf bağ oluşturur) |
| Göreceli Maliyet | -25 daha yüksek | Daha düşük başlangıç maliyeti |
| Tipik Uygulamalar | Endüstriyel kabinler, hassas parçalar | Yapısal çelik, inşaat |
| Yoğunluk | Daha yüksek (sıkıştırılmış yapı) | Daha düşük (daha az işlem) |
Soğuk haddelenmiş çelik, oda sıcaklığında sıkıştırmaya tabi tutularak üstün boyutsal kararlılığa sahip daha yoğun bir moleküler yapı oluşturur. Bu işlem, 1.700°F'yi aşan sıcaklıklarda sıcak haddeleme sırasında oluşan demir oksit tufalını ortadan kaldırır. Pulsuz yüzey, kimyasal ön işlem ve toz boya için optimum yapışma sağlar; bu da uzun vadeli korozyon direncinin anahtarıdır.
Çelik Kalınlığı: Kalınlık Standartlarını Anlamak
Çelik kalınlığı, kabin sertliğini, montaj kapasitesini ve genel dayanıklılığı doğrudan etkiler. Daha ince kalınlıklar yük altında esner, bu da kapı hizalamasının bozulmasına ve conta sızdırmazlığının bozulmasına neden olur.
| Kalınlık | Kalınlık (mm) | Kalınlık (inç) | Ağırlık (lb/ft²) | Sertlik Derecesi | Tipik Uygulamalar | NEMA Uygunluğu |
|---|---|---|---|---|---|---|
| 20 Kalınlık | 0,91 mm | 0.036″ | 1.50 | Düşük | Konut tipi bağlantı kutuları, hafif hizmet | Yalnızca NEMA 1 |
| 16 Kalınlık | 1,52 mm | 0.060″ | 2.50 | Orta-Yüksek | Endüstriyel duvara montaj, kontrol panelleri | NEMA 1, 3R, 4, 12 |
| 14 Kalınlık | 1,90 mm | 0.075″ | 3.13 | Yüksek | Zeminde duran kabinler, ağır ekipman | Tüm NEMA türleri |
| 12 Kalınlık | 2,66 mm | 0.105″ | 4.38 | Çok Yüksek | Endüstriyel kontrol merkezleri, dış mekan | NEMA 3R, 4X |
VIOX standardı, duvara monte kabinler için 16 gauge soğuk haddelenmiş çelik ve zeminde duran üniteler için 14 gauge belirtir. Bu, ağır DIN rayları, transformatörler veya motor kontrol cihazları monte edilirken panelin esnemesini önlemek için yeterli sertlik sağlar. 20 gauge'lik bir kabin vurulduğunda ucuz bir fırın tepsisi gibi ses çıkarır; 16 gauge, bir araba kapısının tok sesini çıkarır; bu da işitsel bir kalite göstergesidir.
Kimyasal Fosfatlama: Gizli Kalite Adımı
Fosfatlama, kabin üretimindeki en kritik ancak en az görünen adımı temsil eder. Bu kimyasal dönüşüm işlemi, toz boyanın kalıcı olarak yapışıp yapışmayacağını veya aylar içinde tabakalar halinde soyulup soyulmayacağını belirler.
Fosfat Dönüşüm Kaplaması Nasıl Çalışır?
Fosfatlama, temizlenmiş çeliğin metal iyonları (demir, çinko veya manganez) içeren seyreltik bir fosforik asit çözeltisine daldırılmasını içerir. Asit, kontrollü bir kimyasal reaksiyon yoluyla kristal bir fosfat tabakası biriktirirken aynı anda çelik yüzeyini aşındırır.
İşlem birden fazla aşamada gerçekleşir:
- Alkali Temizleme: Yağları, gresleri ve kirleticileri temizler
- Asit Aktivasyonu: Yüzeyi fosfat birikimi için hazırlar
- Fosfat Dönüşümü: Kristal kaplama oluşturur (tipik olarak 5-20 dakika)
- Durulama Sonrası: Kalan kimyasalları temizler
- Conta Uygulaması: Korozyon direncini artırmak için isteğe bağlı conta
Fosfat Kaplama Türleri
| Tip | Kaplama Ağırlığı | Birincil Kullanım | Korozyon Direnci | Göreceli Maliyet | Kristal Yapı |
|---|---|---|---|---|---|
| Demir Fosfat | 50-150 mg/ft² | Boya bazı, toz boya hazırlığı | İyi | Düşük | Amorf (kristal olmayan) |
| Çinko Fosfat | 100-3.000 mg/ft² | Korozyon koruması, boya bazı | Mükemmel | Orta | Kristal (iğneler) |
| Manganez Fosfat | 1.000-4.000 mg/ft² | Aşınma direnci, aşınmayı önleme | Çok güzel | Yüksek | Kristal (yoğun) |
Demir fosfat, çelik, galvanizli yüzeyler ve alüminyum üzerinde etkili bir şekilde çalıştığı ve minimum tehlikeli atık ürettiği için muhafaza üretim ön işlemi için endüstri standardı olarak hizmet vermektedir. 50-150 mg/ft² kaplama ağırlığı, aşırı birikme olmadan toz boya yapışması için yeterli “diş” sağlar.
Fosfat kristalleri, mikroskobik bir “Velcro etkisi” yaratır - toz boya ile mekanik olarak bağlanan milyonlarca kristal kanca. Daha da önemlisi, fosfat kaplama paslanmanın alttan yayılmasını önler. Toz boya çıplak metale çizildiğinde, fosfatlanmamış çelik, pasın çevredeki boyanın altına doğru ilerlemesine izin verir. Fosfat kaplama, bu yanal korozyon yayılmasını durdurur ve hasarı çizikle sınırlar.
Toz Boya: Termal Füzyon Teknolojisi
Endüstriyel muhafazalar boya kullanmaz - kimyasal olarak çapraz bağlı bir polimer kabuk oluşturan temelde farklı bir teknoloji olan elektrostatik toz boya kullanırlar.
Elektrostatik Toz Boya İşlemi
- Toz Uygulama: Elektrostatik olarak yüklenmiş polimer parçacıkları (50-100 mikron) topraklanmış metal üzerine püskürtülür. Zıt yükler, karmaşık geometrileri bile kaplayan manyetik çekim yaratır.
- Termal Kürleme: Kaplamalı muhafaza, 160-200°C (320-392°F) sıcaklıkta bir konveksiyon fırınına 10-20 dakika boyunca girer.
- Moleküler Çapraz Bağlanma: Isı, tozu sıvıya eritir, bu da yüzey boyunca akmadan önce kimyasal olarak reaksiyona girerek (çapraz bağlanarak) tek bir sürekli polimer film oluşturur - kurutulmuş boya değil, termal olarak kaynaşmış plastik.
Bu işlem, sıvı boya ile imkansız olan kaplama kalınlığı düzgünlüğü oluştururken iğne deliklerini, çözücüleri ve uçucu organik bileşikleri (VOC'ler) ortadan kaldırır. Sonuç seramik kadar pürüzsüz hissedilir çünkü esasen moleküler düzeyde çeliğe bağlanmış bir plastik zırhtır.
Toz Boya Kimyası Karşılaştırması
| Mülkiyet | Epoksi | TGIC Polyester | Üretan Polyester |
|---|---|---|---|
| UV Dayanımı | Zayıf (dışarıda tebeşirlenir) | Mükemmel (3-5 yıl+) | Mükemmel (5-10 yıl) |
| Kimyasal Dayanım | Mükemmel | İyi | Çok güzel |
| Mekanik Sertlik | Çok Yüksek | Yüksek | Orta-Yüksek |
| Esneklik | Orta | Mükemmel | Mükemmel |
| Kürleme Sıcaklığı | 160-180°C | 180-200°C | 180-200°C |
| Aşırı Pişirme Toleransı | Düşük (sararır) | Yüksek | Orta |
| Tipik Uygulamalar | İç mekan ekipmanları, astarlar | Dış mekan muhafazaları, mimari | Otomotiv, premium dış mekan |
| Maliyet (göreceli) | Düşük | Orta | Yüksek |
VIOX, dış mekan dereceli muhafazalar için TGIC (triglisidil izosiyanürat) polyesteri standartlaştırır çünkü tebeşirlenme veya renk solması olmadan üstün UV stabilitesi sağlar. TGIC kimyası mükemmel aşırı pişirme direnci sağlar - kürleme sıcaklığı biraz değişse bile kaplama rengini ve parlaklığını korur, bu da üretim tutarlılığını artırır.
Epoksi toz boya, kimyasal maruziyetin meydana geldiği ancak UV ışığının olmadığı iç mekan kontrol panelleri ve otomasyon ekipmanları için mükemmeldir. Olağanüstü sertlik ve kimyasal direnç, UV sınırlamasını haklı çıkarır. Üretan polyesterler, premium dış mekan dayanıklılığı (TGIC için 3-5 yıla karşı 5-10 yıl) sunar, ancak -40 daha pahalıdır ve hassas kürleme profilleri gerektirir.
Endüstri Standartları: NEMA ve UL Derecelendirmeleri
Muhafaza üretim kalitesi, NEMA (Ulusal Elektrik Üreticileri Birliği) ve UL (Underwriters Laboratories) standartları tarafından resmi olarak tanımlanır. Bu derecelendirmeler, inşaat yöntemlerinden ziyade çevresel koruma seviyelerini belirtir, ancak daha yüksek derecelendirmeleri karşılamak üstün üretim gerektirir.
Endüstriyel Muhafazalar için Temel NEMA Derecelendirmeleri
- NEMA Tip 1: İç mekan kullanımı, düşen kirlere karşı koruma. Temel yapı kabul edilebilir - genellikle basit emaye kaplamalı 20 gauge çelik.
- NEMA Tip 3R: Dış mekan kullanımı, yağmur koruması. Contalı yapı, korozyona dayanıklı kaplama, tipik olarak drenaj hükümleri ile minimum 16 gauge gerektirir.
- NEMA Tip 4/4X: İç/dış mekan, hortumla yönlendirilen su dahil olmak üzere su geçirmez. Sürekli kaynak yapısı, yüksek kaliteli contalar ve korozyona dayanıklı malzemeler gerektirir (4X, paslanmaz çelik veya eşdeğer korozyon direnci belirtir).
- NEMA Tip 12: Endüstriyel iç mekan kullanımı, toz, tüy, elyaf, yağ/soğutucu sızıntısına karşı koruma. Contalı toz geçirmez yapı, tipik olarak 16 gauge çelik gerektirir, genellikle üretim otomasyonu için belirtilir.
UL 50/50E, bağımsız üçüncü taraf test gereksinimleri ile paralel standartlar sağlar. NEMA, üreticinin kendi kendine sertifikalandırmasına izin verirken, UL bağımsız laboratuvar testleri ve devam eden fabrika denetimleri zorunlu kılar. Birçok endüstriyel spesifikasyon hem NEMA derecelendirmesi hem de UL listesi gerektirir.
Üretim etkileri önemlidir: bir NEMA 12 muhafazası, knockout'lar olmadan toz geçirmez yapı, sürekli kaynak dikişleri ve kanıtlanmış bir conta sistemi gerektirir. Bu, minimum gauge gereksinimlerini zorlar ve maliyet düşürücü üretim kısayollarını ortadan kaldırır. Bir NEMA 4X derecelendirmesi, etkili bir şekilde premium malzemeler - 304/316 paslanmaz çelik veya fosfat ön işlemi üzerinde TGIC polyester toz boya ile kanıtlanmış uzun vadeli korozyon direncine sahip karbon çeliği zorunlu kılar.
VIOX Üretim Standardı
VIOX Electric, muhafaza üretimi için minimum NEMA gereksinimlerini aşan üç sütunlu bir kalite sistemi uygulamaktadır:
1. Malzeme Spesifikasyonu
- Duvara Monte Muhafazalar: Minimum 16 gauge (1.52mm) soğuk haddelenmiş çelik
- Zeminde Duran Kabinler: Minimum 14 gauge (1.90mm) soğuk haddelenmiş çelik
- Açık Hava Uygulamaları: Aşırı korozif ortamlar için opsiyonel 304 veya 316 paslanmaz çelik
- Kalite Kontrol: Tüm çelikler, değirmen test raporları ile ASTM A1008 standartlarına göre sertifikalandırılmıştır
2. Yüzey Hazırlığı
- Çok Aşamalı Temizleme: Alkali yıkama, üretim yağlarını ve kirleticileri temizler
- Demir Fosfat Dönüşümü: Tam daldırma fosfatlama, 75-125 mg/ft² kaplama ağırlığı oluşturur
- Kalite Testi: ASTM D3359'a göre günlük fosfat ağırlığı doğrulaması ve yapışma testi
3. Son Kat Uygulaması
- TGIC Polyester Tozu: AAMA 2604 spesifikasyonlarını karşılayan dış mekan sınıfı formülasyon
- Kaplama Kalınlığı: Kırılganlık olmadan optimum dayanıklılık için 2.0-3.0 mils (50-75 mikron)
- Kürleme Profili: Minimum 12 dakika boyunca 180°C, tam çapraz bağlanmayı sağlar
- Tuz Püskürtme Testi: ASTM B117'ye göre rastgele numuneler test edilir (minimum 1.000 saatte %5 yüzey pası)
Bu sistematik yaklaşım, endüstriyel ortamlarda elektrikli ekipmanları, ekonomik alternatiflerin tipik 3-7 yılı yerine 15-25 yıl koruyan muhafazalar sunar. Premium üretimin artan maliyeti (genellikle ekonomik seçeneklerden -20 daha yüksek), ortadan kaldırılan değiştirme maliyetleri, azaltılmış arıza süresi ve korunan ekipman koruması yoluyla yaşam döngüsü değerine dönüşür.
Sıkça Sorulan Sorular
Elektrik panolarında toz boya ve yaş boya arasındaki fark nedir?
Toz boya, 160-200°C'de ısıyla çapraz bağlı bir plastik kabuğa dönüşen kuru polimer partiküllerinin elektrostatik olarak uygulanmasını içerir. Boya, buharlaşan sıvı çözücüler kullanır ve bu da iğne deliklerine yatkın ve daha zayıf yapışma özelliğine sahip bir kaplama bırakır. Toz boya, 2-3 kat daha fazla dayanıklılık, daha iyi kimyasal direnç sağlar ve VOC emisyonlarını ortadan kaldırır.
Muhafaza performansı için çelik kalınlığı neden önemlidir?
Çelik kalınlığı, sağlamlığı ve montaj kapasitesini belirler. İnce 20 gauge çelik (0.9mm) yük altında esner, bu da kapı hizasının bozulmasına ve conta arızasına neden olur. Endüstriyel 16 gauge çelik (1.5mm), transformatörler veya motor kontrol cihazları gibi ağır bileşenleri monte ederken boyutsal kararlılığı korumak için yeterli sağlamlık sağlar ve uzun vadeli sızdırmazlık bütünlüğünü garanti eder.
Bir endüstriyel muhafaza ne kadar süre dayanmalıdır?
16 gauge soğuk haddelenmiş çelik, fosfat ön işlemi ve TGIC polyester toz boya kaplamalı birinci sınıf panolar tipik olarak endüstriyel iç ortamlarda 15-25 yıl ve dış ortamlarda 10-15 yıl dayanır. İnce çelik ve basit boyalı ekonomik panolar, korozyon ve yapısal bozulma nedeniyle genellikle 3-7 yıl içinde arızalanır.
Uygulamam için hangi NEMA derecesine ihtiyacım var?
NEMA Tip 1, temiz iç ortamlar için yeterlidir. NEMA Tip 12, toz, soğutucu ve yağ maruziyetine sahip üretim tesisleri için standarttır. Dış mekan kurulumları için NEMA Tip 3R veya 4 gereklidir. NEMA Tip 4X, deniz veya kimyasal ortamlar için korozyona dayanıklı yapıyı (paslanmaz çelik veya eşdeğer kaplama sistemi) belirtir.
Toz boya öncesinde fosfat kaplama gerçekten gerekli mi?
Evet. Fosfat dönüşüm kaplaması, toz boya ile mekanik olarak bağlanan ve çiziklerde paslanmanın alttan oyulmasını önleyen mikroskobik kristal yapılar oluşturur. Fosfatlama olmadan, toz boya başlangıçta kabul edilebilir görünebilir, ancak korozyon kaplama katmanının altında yayıldıkça 6-18 ay içinde tabakalar halinde soyulacaktır.
Bir Sonraki Muhafaza Projenizde Kaliteyi Belirtin
Muhafaza üretim kalitesi, elektrik sisteminin güvenilirliğini, bakım maliyetlerini ve toplam sahip olma maliyetini doğrudan etkiler. Ekonomik ve premium üretim arasındaki farklar (soğuk haddelenmiş çelik alt tabaka, fosfat ön işlemi ve TGIC polyester toz kaplama), yatırımınızın ekipmanı onlarca yıl koruyup korumayacağını veya yıllar içinde değiştirme gerektirip gerektirmeyeceğini belirler.
VIOX Electric, NEMA gereksinimlerini aşan ve kanıtlanmış uzun vadeli performans sağlayan endüstriyel muhafazaları tasarlar ve üretir. Teknik ekibimiz, zorlu ortamlar için paslanmaz çelik seçenekleri de dahil olmak üzere muhafaza seçimi, özel yapılandırma ve uygulamaya özel malzeme önerileri konusunda yardımcı olur.
VIOX Electric ile iletişime geçin today Bir sonraki elektrik muhafazası projeniz için mühendislik danışmanlığı için. Uygulama mühendislerimiz ayrıntılı spesifikasyonlar sağlar, NEMA/UL derecelendirme rehberliği ve zorlu endüstriyel uygulamalar için özel çözümler.
