
Doğrudan Cevap
Sıkma, yüksek titreşim, termal döngü ve zorlu ortam uygulamalarında lehimlemeye göre üstün güvenilirlik sağlar. Lehimleme, ısı füzyonu yoluyla metalürjik bir bağ oluştururken, sıkma, mekanik sıkıştırma yoluyla gaz sızdırmaz bir soğuk kaynak oluşturur; ısıdan etkilenen bölgeleri ortadan kaldırır, lehim gevrekliğini önler ve gerilim noktalarında tel esnekliğini korur. SAE/USCAR-21, IEC 60352-2 ve IPC/WHMA-A-620 dahil olmak üzere endüstri standartları, aşırı koşullar altında 15 yıllık hizmet ömrünün pazarlık konusu olmadığı otomotiv ve havacılık uygulamaları için sıkılmış bağlantıları zorunlu kılar.
Önemli Çıkarımlar
Sıkma ve lehimleme arasındaki temel farklılıkları anlamak, elektrik sistemi güvenilirliği için kritik öneme sahiptir. Sıkılmış bağlantılar, nem girişine ve oksidasyona direnen hava geçirmez contalar oluşturarak kontrollü plastik deformasyon yoluyla mekanik mukavemet sağlar. Isının olmaması, tel yalıtımı üzerindeki termal gerilimi ortadan kaldırır ve kırılgan intermetalik bileşiklerin oluşumunu önler. Buna karşılık, lehimli bağlantılar, esnek telin katılaşmış lehimle buluştuğu sert bir geçiş bölgesi oluşturur; bu, titreşim altında kötü şöhretli bir arıza noktasıdır. Modern otomotiv ve endüstriyel standartlar, uygun sıkılmış terminallerin çekme kuvveti testlerinde, termal şok direncinde ve uzun vadeli dayanıklılıkta lehim bağlantılarından sürekli olarak daha iyi performans gösterdiğini kabul ederek, üretim kabloları için lehimlemeyi büyük ölçüde terk etmiştir.
Bağlantı Yöntemi Neden Önemli: Arızanın Gizli Maliyeti
Bağlantı güvenilirliği, elektrik tertibatlarında sistem düzeyinde performansı doğrudan belirler. Bir kablo demeti enerji ve sinyal iletim yolu olarak hizmet ettiğinde, herhangi bir bağlantı zayıflığı feci sistem arızasına dönüşür. Sıkma ve lehimleme arasındaki seçim sadece bir üretim tercihi değildir; ürün ömrü, garanti maliyetleri ve güvenlik uyumluluğu için ölçülebilir sonuçları olan bir mühendislik kararıdır.
Lehimleme, özellikle bileşenlerin sabit kaldığı devre kartı uygulamalarında, onlarca yıldır elektronik montajına hakim olmuştur. Bununla birlikte, PCB izleri için iyi çalışan aynı termal bağlama işlemi, mekanik gerilime maruz kalan telden terminale bağlantılarda bir yükümlülük haline gelir. Temel sorun malzeme biliminde yatmaktadır: lehim, sert terminaller ve esnek iletkenler arasındaki farklı hareketi karşılayamayan kırılgan bir intermetalik bölge oluşturur.
Modern elektrik sistemleri, 100.000'den fazla termal döngüye dayanabilen, 2000 Hz'i aşan titreşim frekanslarına dayanabilen ve hizmet ömrü boyunca 1 miliohm'un altında temas direncini koruyabilen bağlantılar gerektirir. Bu gereksinimler, otomotiv OEM'lerini, havacılık üreticilerini ve endüstriyel ekipman üreticilerini birincil sonlandırma yöntemi olarak sıkmaya yöneltmiştir. Sıkmanın lehimlemeden neden daha iyi performans gösterdiğini anlamak, her bağlantı türünün fiziğini ve gerçek dünya stres koşulları altındaki davranışlarını incelemeyi gerektirir.

Sıkma ve Lehimleme: Teknik Karşılaştırma
Sıkılmış ve lehimli bağlantıların mekanik ve elektriksel özellikleri, endüstri standartlarının neden zorlu uygulamalar için sıkmayı tercih ettiğini ortaya koymaktadır. Aşağıdaki karşılaştırma, bağlantı güvenilirliğini ve hizmet ömrünü doğrudan etkileyen kritik performans parametrelerini incelemektedir.
| Performans Faktörü | Sıkma (Lehimsiz) | Lehimleme |
|---|---|---|
| Bağlantı Mekanizması | Gaz sızdırmaz soğuk kaynak oluşturan mekanik sıkıştırma | Termal füzyon yoluyla metalürjik bağlama |
| İşlem Sıcaklığı | Ortam (ısı uygulanmaz) | Lehim alaşımına bağlı olarak 183-450°C |
| Isıdan Etkilenen Bölge | Yok—yalıtım sağlam kalır | Tel yalıtımına ve bitişik bileşenlere termal hasar riski |
| Titreşim Direnci | Mükemmel—gerilim noktalarında esnekliği korur | Zayıf—sert lehim, gerilim konsantrasyonu ve yorulma çatlakları oluşturur |
| Termal Döngü Performansı | Üstün—diferansiyel genleşmeyi karşılar | Bozulmuş—lehim yeniden kristalleşmesi ve intermetalik büyüme |
| Temas Direnci | 0,5-1,0 miliohm (zamanla kararlı) | Başlangıçta düşük ancak oksidasyon ve termal yaşlanma ile artar |
| Çekme Kuvveti Tutma | Tel çekme mukavemetinin 'ını korur | Lehim sürünmesi ve iş sertleşmesi nedeniyle zamanla zayıflar |
| Neme Dayanıklılık | Gaz sızdırmaz conta oksidasyonu önler | Akı kalıntısı nemi çeker; teller arasında kılcal emilim |
| İşlem Tekrarlanabilirliği | Uygun aletler ve kalite kontrolü ile son derece tutarlı | Değişken—operatör becerisine, sıcaklık kontrolüne, bekleme süresine bağlıdır |
| Muayene Yöntemi | Görsel inceleme ve boyutsal ölçüm (sıkma yüksekliği/genişliği) | Yalnızca görsel—iç boşluklar ve soğuk bağlantılar görünmez |
| Yeniden İşleme Yeteneği | Terminal değişimi gerekli | Yeniden lehimlenebilir (bozulma riskiyle) |
| Otomotiv/Havacılık Onayı | SAE/USCAR-21, AS7928, IEC 60947-4-1 tarafından zorunlu kılınmıştır | IPC/WHMA-A-620'ye göre üretim kabloları için yasaktır |
| Ekipman Yatırımı | Orta—kalibre edilmiş sıkma aletleri ve kalıpları gerektirir | Düşük—küçük ölçekli işler için temel lehimleme demiri yeterli |
| Döngü Süresi (bağlantı başına) | 2-5 saniye (manuel); <1 second (automated) | Isıtma, soğutma, inceleme dahil 10-30 saniye |
| Çevresel Etki | Duman, akı veya kurşun maruziyeti yok | Duman tahliyesi gerektirir; kurşunsuz lehim alternatifleri daha zordur |
Sıkılmış Bağlantıların Fiziği: Soğuk Kaynak Neden Çalışır
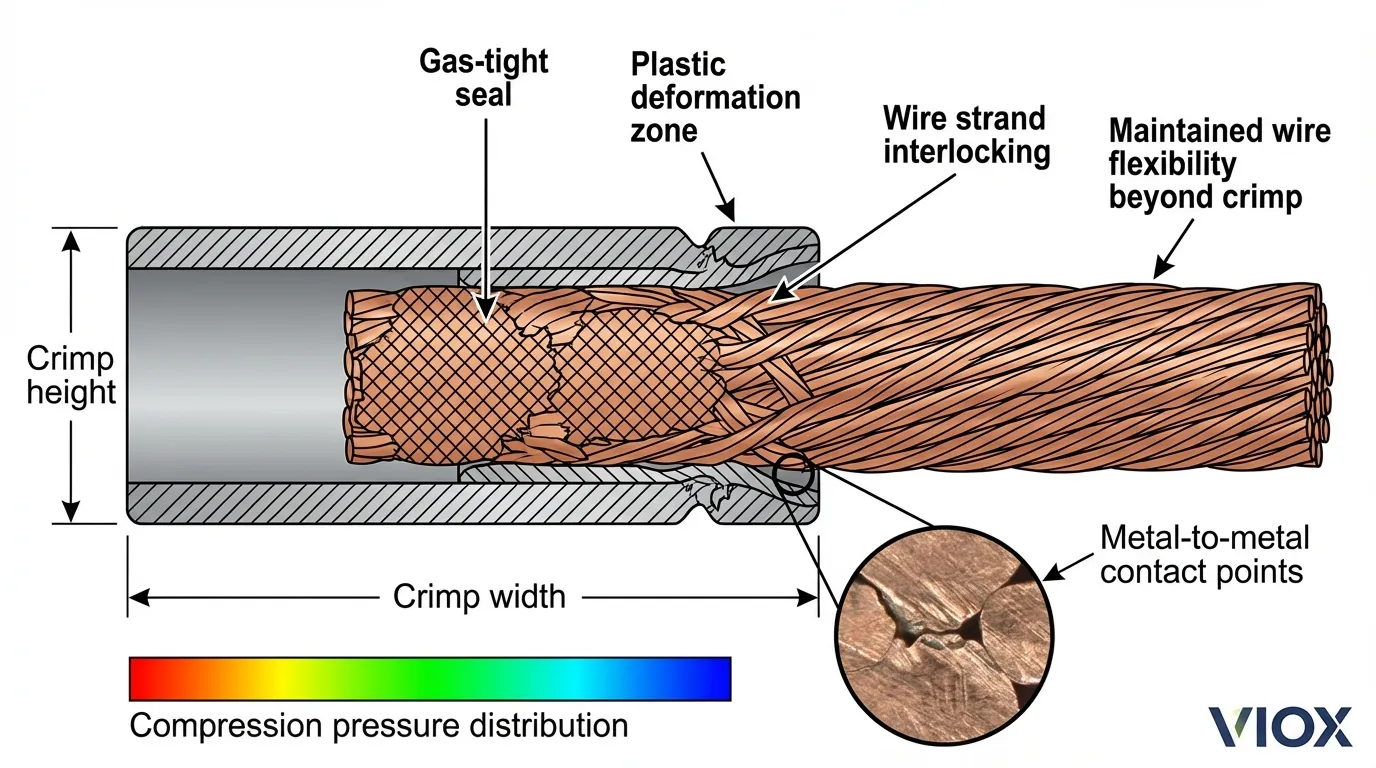
Sıkma, termal bağlama yerine kontrollü plastik deformasyon yoluyla elektriksel süreklilik sağlar. Bir sıkma kalıbı, bir terminal namlusunu bir tel iletkenin etrafında sıkıştırdığında, aynı anda üç farklı fiziksel işlem meydana gelir: terminal boşluğu içindeki tel tellerinin mekanik olarak birbirine kenetlenmesi, hem terminal malzemesinin hem de bakır iletkenlerin elastik deformasyonu, geri yaylanma kuvveti oluşturulması ve sıkıştırma basıncı altında oksit katmanlarının kırıldığı metal-metal temas noktalarının oluşumu.
Ortaya çıkan bağlantı, soğuk kaynak özelliklerini sergiler; yeterli basıncın temiz metal yüzeyler arasında atomik düzeyde yapışmaya neden olduğu katı hal bağlama işlemidir. Füzyon kaynağı veya lehimlemeden farklı olarak, soğuk kaynak ısı girişi gerektirmez ve intermetalik bileşikler veya ısıdan etkilenen bölgeler üretmez. Terminal namlusunun uyumluluğu, bağlantının tel ve terminal arasındaki termal genleşme farklılıklarını karşılamasına ve aynı zamanda sabit temas basıncını korumasına olanak tanır.
Sıkma başarısı için kritik olan, doğru sıkıştırma oranına ulaşmaktır; bu, terminal namlusunun nihai sıkıştırılmış yüksekliği ile tel iletkenin kesit alanı arasındaki ilişkidir. Endüstri standartları, otomotiv uygulamaları için -20 arasında sıkıştırma oranları belirtir ve havacılık ve askeri spesifikasyonlar için daha sıkı toleranslar gereklidir. Yetersiz sıkma, yetersiz temas basıncına ve yüksek dirence neden olur; aşırı sıkma, tel teli kırılmasına ve çekme mukavemetinin azalmasına neden olur. Modern sıkma aletleri, her bağlantının spesifikasyona uygun olduğundan emin olmak için kuvvet izleme ve sıkma yüksekliği doğrulamasını içerir.
Lehimli Bağlantılar Neden Stres Altında Arızalanır
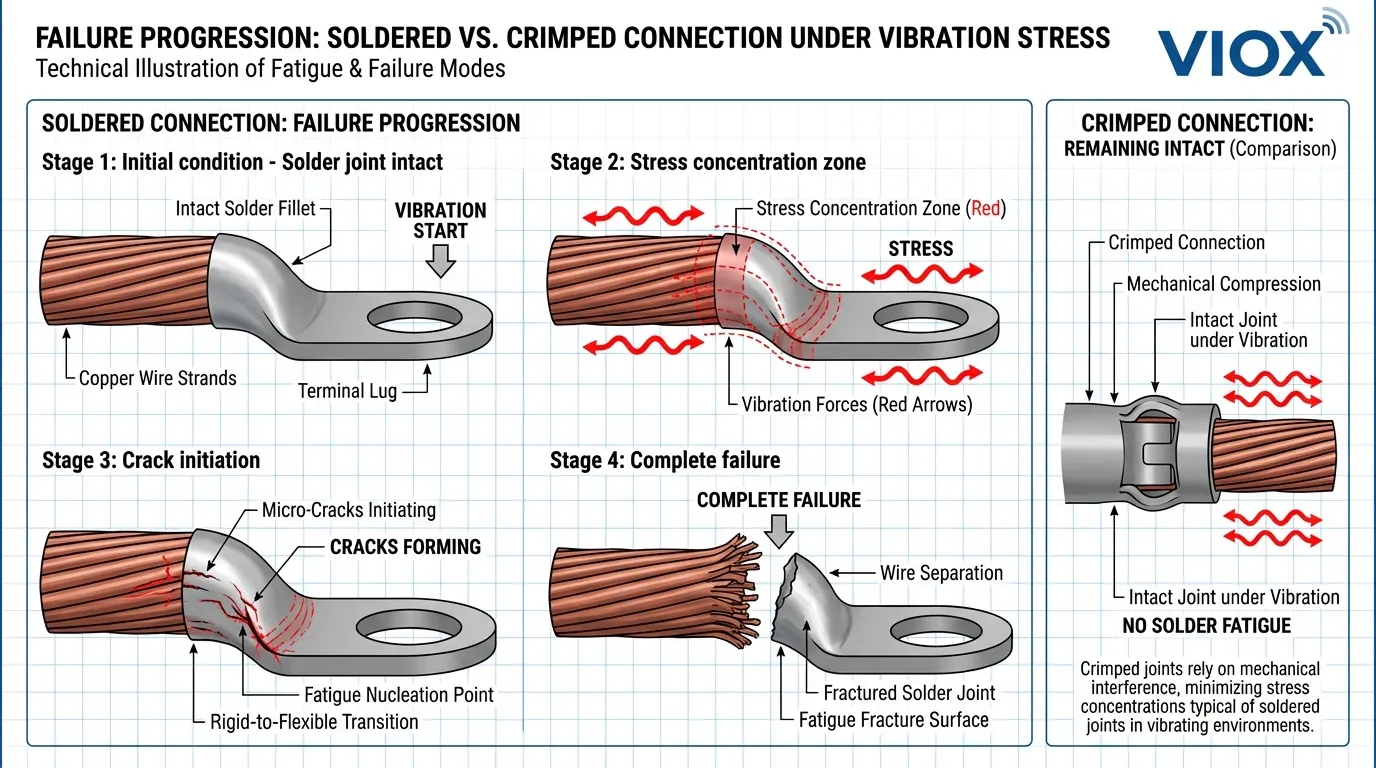
Lehimli tel bağlantılarının temel zayıflığı, esnek bakır iletkenler ve sert lehim alaşımları arasındaki malzeme özelliği uyumsuzluğundan kaynaklanmaktadır. İster geleneksel kalay-kurşun (Sn60/Pb40) ister modern kurşunsuz bileşimler (SAC305, Sn96.5/Ag3.0/Cu0.5) olsun, lehim, sınırlı sünekliğe sahip kristal bir yapıya katılaşır. Lehimli bir tel titreşim veya esneme yaşadığında, gerilim tam olarak sert metalin esnek örgülü telle buluştuğu lehim sonlandırma noktasında yoğunlaşır.
Bu gerilim konsantrasyonu, her titreşim döngüsünde lehim bağlantısı boyunca yayılan yorulma çatlaklarını başlatır. Arızalı lehim bağlantılarının metalürjik analizi, çatlak başlangıcının sürekli olarak lehim-tel arayüzünde meydana geldiğini ve tam ayrılma meydana gelene kadar lehim matrisi boyunca ilerlediğini ortaya koymaktadır. Arıza modu, otomotiv ve havacılık arıza analiz raporlarında tahmin edilebilir ve iyi belgelenmiştir.
Termal döngü, çoklu mekanizmalar yoluyla lehim bağlantısı bozulmasını hızlandırır. Bakır tel (16,5 ppm/°C), lehim alaşımı (22-25 ppm/°C) ve terminal malzemeleri arasındaki diferansiyel termal genleşme, arayüzlerde kayma gerilmesi oluşturur. Tekrarlanan ısıtma ve soğutma döngüleri, tane sınırlarının yeniden düzenlendiği, kırılganlığı artırdığı ve yorulma direncini azalttığı metalürjik bir işlem olan lehim yeniden kristalleşmesini teşvik eder. Kurşunsuz lehimler, hızlandırılmış test altında yorulma ömründe azalma gösteren bazı SAC alaşımları ile geleneksel kalay-kurşun alaşımlarına kıyasla özellikle zayıf termal döngü performansı sergiler.
Ek arıza mekanizmaları arasında, erimiş lehimin kılcal hareket yoluyla tel telleri arasında aktığı ve amaçlanan bağlantının ötesinde birkaç milimetre uzayan sert bir bölge oluşturduğu lehim emilmesi yer alır. Bu emilmiş bölge, tel esnekliğini ortadan kaldırır ve genişletilmiş bir gerilim konsantrasyonu bölgesi oluşturur. Akı kalıntısı, düzgün şekilde temizlenmezse, nemi çeker ve elektrokimyasal korozyonu teşvik eder. Sıcaklıkların -40°C'den +150°C'ye kadar değiştiği otomotiv motor bölgesi ortamlarında, lehimli bağlantılar artan direnç veya aralıklı arızalar göstermeden nadiren 5-7 yıldan fazla dayanır.
Endüstri Standartları: Yönetmeliklerin Neden Kıvırmayı Zorunlu Kıldığı
Otomotiv ve havacılık endüstrileri, üretim kablo demeti sonlandırmaları için lehimlemeyi açıkça yasaklayan katı kalite standartları altında faaliyet göstermektedir. SAE/USCAR-21 spesifikasyonu (Ford, GM, Stellantis ve uluslararası ortaklar dahil olmak üzere büyük otomotiv üreticileri tarafından ortaklaşa geliştirilmiştir), otomotiv uygulamalarında kıvrılmış elektrik terminalleri için performans gereksinimlerini tanımlar. Bu standart, kıvrılmış bağlantıların -40°C ila +125°C arasındaki termal döngü, çoklu frekans bantlarında titreşim testi ve otomotiv sıvılarına, tuz püskürtmesine ve neme maruz kalma dahil olmak üzere koşullar altında 15 yıl veya 150.000 mil hizmet ömrüne dayanmasını zorunlu kılar.
Kablo ve kablo demeti montaj gereksinimlerini yöneten IPC/WHMA-A-620 standardı, Bölüm 9.3“te ”kıvrım tarzı terminallerin lehimlenmesinin kabul edilemez" olduğunu açıkça belirtir, çünkü bu, zayıf kıvrımları maskeler ve termal gerilim oluşturur. Bu yasak, lehimli kıvrımların tek başına düzgün bir şekilde yapılmış mekanik kıvrımlardan daha kötü performans gösterdiğini gösteren onlarca yıllık saha arıza verisini yansıtmaktadır. Standart, bağlantı bütünlüğünü doğrulamak için görsel inceleme kriterleri, kıvrım yüksekliği ve genişliğinin boyutsal doğrulaması ve çekme kuvveti testi gerektirir.
Havacılık uygulamaları, uçak elektrik sistemleri için kablo ve tel kıvırmayı belirten AS7928 (eski adıyla MIL-T-7928) kapsamında daha da katı gereksinimleri takip eder. Bu spesifikasyonlar, uçuş açısından kritik sistemlerdeki bağlantı arızalarının feci sonuçlar doğurduğunu ve güvenilirliği tartışılmaz hale getirdiğini kabul etmektedir. Havacılık uygulamalarında kullanılan kıvırma aletleri yıllık olarak kalibre edilmeli ve her kıvrılmış bağlantı, kullanılan belirli alete, operatöre ve terminal grubuna kadar izlenebilirliği olan belgelenmiş bir incelemeden geçirilmelidir.
Kıvrım Kalite Kontrolü: Kritik Parametreler
Güvenilir kıvrılmış bağlantılar elde etmek, üç bağımlı değişkenin hassas kontrolünü gerektirir: kıvrım yüksekliği, kıvrım genişliği ve tel sıkıştırma oranı. Tel eksenine dik olarak terminal gövdesinin sıkıştırılmış boyutunda ölçülen kıvrım yüksekliği, doğrudan temas basıncını ve çekme mukavemetini belirler. Spesifikasyonlar tipik olarak otomotiv terminalleri için ±0,05 mm içinde kıvrım yüksekliği toleransları tanımlar ve daha küçük tel ölçüleri ve kritik uygulamalar için daha sıkı toleranslar gerekir.
Kıvrım genişliği ölçümü, terminal kanatlarının aşırı deformasyon veya çatlama olmadan telin etrafına düzgün bir şekilde katlandığını doğrular. Genişlik spesifikasyonları terminal tasarımına göre değişir, ancak genellikle kıvrılmış gövdenin gaz geçirmezliği tehlikeye atabilecek bölünmeler veya kırıklar olmadan yapısal bütünlüğü korumasını gerektirir. Büyütme altında (10-30x) görsel inceleme, eksik sıkıştırma, terminal çatlaması veya tel teli çıkıntısı dahil olmak üzere yüzey kusurlarını ortaya çıkarır.
En kritik kalite ölçütü, terminali telden ayırmak için gereken kuvveti ölçen yıkıcı bir test olan çekme kuvveti testidir. Standartlar, tel ölçüsüne göre minimum çekme kuvvetleri belirtir ve değerler 24 AWG tel için 15 Newton'dan 10 AWG iletkenler için 400+ Newton'a kadar değişir. Düzgün kıvrımlar tipik olarak telin nominal çekme mukavemetinin -95'ine ulaşır, yani kıvrım çıkmadan önce telin kendisi kırılır. Tutarlı sonuçlar sağlamak için çekme testi kontrollü hızlarda (USCAR-21'e göre 50-250 mm/dakika) yapılmalıdır.
İstatistiksel süreç kontrolü (SPC) yöntemleri, üretim çalışmaları boyunca kıvrım kalitesi eğilimlerini izler ve spesifikasyon dışı bağlantılar üretmeden önce alet aşınmasını, kalıp yanlış hizalanmasını veya operatör tekniği varyasyonlarını belirler. Modern otomatik kıvırma sistemleri, gerçek kıvırma kuvvetini ölçen ve kabul edilebilir parametrelerin dışındaki herhangi bir bağlantıyı hemen yeniden işleme için işaretleyen hat içi kuvvet izleme içerir.

Uygulama Kılavuzu: Her Yöntem Ne Zaman Kullanılır
Kıvırmanın üretim kablo demetleri ve yüksek güvenilirlikli uygulamalar için avantajlarına rağmen, lehimleme belirli kullanım durumları için uygun olmaya devam etmektedir. Devre kartı montajı, özellikle delikten geçmeli bileşenler ve yüzeye montaj yeniden işleme için, titreşim stresinin minimum olduğu sert alt tabakalarda kalıcı bağlantılar oluşturma yeteneğinden yararlanır. Prototip geliştirme ve laboratuvar testleri, modifikasyon kolaylığı ve minimum alet gereksinimleri nedeniyle genellikle lehimli bağlantılar kullanır.
Kıvırma, otomotiv kablo demetlerinde, havacılık elektrik sistemlerinde, endüstriyel kontrol panellerinde ve bağlantıların titreşim, termal döngü veya zorlu çevresel maruz kalma yaşadığı herhangi bir uygulamada zorunlu hale gelir. Manuel mandallı kıvırıcılar için ₺200'den otomatik kıvırma makineleri için ₺50.000+'a kadar değişen uygun kıvırma aletlerine yapılan yatırım, azaltılmış garanti talepleri, iyileştirilmiş sistem güvenilirliği ve endüstri standartlarına uygunluk yoluyla karşılığını verir. Kıvrılmış bağlantılar için uygun devre korumasının seçimiyle ilgili daha fazla bilgi için, endüstriyel paneller için devre kesici seçimi kılavuzumuza bakın. Deniz ve dış mekan uygulamaları özellikle kıvırmanın neme karşı direncinden yararlanır. Düzgün sıkıştırma ile oluşturulan gaz geçirmez conta, su girişini ve nemli veya tuz püskürtmeli ortamlarda lehimli bağlantıları hızla bozan elektrokimyasal korozyonu önler. Isıyla daralan boru veya çevresel sızdırmazlık botlarıyla birleştirildiğinde, kıvrılmış terminaller daldırılabilir uygulamalar için uygun IP67/IP68 koruma seviyelerine ulaşır..
Yüksek akımlı uygulamalar (>10 amper), üstün akım taşıma kapasitesi ve daha düşük temas direnci nedeniyle evrensel olarak kıvrılmış bağlantılar gerektirir. Sıkıştırılmış tel tellerinin oluşturduğu çoklu temas noktaları, akım akışını lehim bağlantılarından daha etkili bir şekilde dağıtır, yerel ısınmayı azaltır ve uzun vadeli kararlılığı artırır. Uygun tel boyutlandırma ve akım kapasitesi hesaplamaları hakkında rehberlik için, kablo boyutlandırma kılavuzumuza bakın.
Mühendislik ekibimiz, terminal seçimi, kıvırma aleti spesifikasyonu ve kalite kontrol protokolü geliştirme dahil olmak üzere bağlantı tasarım optimizasyonu için kapsamlı destek sağlar. Çekme kuvveti doğrulama, termal döngü, titreşim testi ve çevresel maruz kalma simülasyonu için şirket içi test yeteneklerini sürdürüyoruz ve her ürünün gerçek dünya çalışma koşullarında belgelenmiş güvenilirlik sunmasını sağlıyoruz.
Özel terminal tasarımları, standart dışı tel ölçüleri veya özel çevresel sızdırmazlık gerektiren uygulamalar için VIOX, hızlı prototipleme ve küçük parti üretim yetenekleri sunar. Kalite yönetim sistemimiz, havacılık, tıbbi ve güvenlik açısından kritik uygulamalar için gerekli belgeleri sağlayarak, ham madde sertifikasyonundan son denetime kadar tam izlenebilirlik sağlar. Terminal bloğu çözümlerimiz hakkında daha fazla bilgi edinin.
Endüstriyel konektör seçenekleri.
Şekil 5: Profesyonel kıvırma aletleri ve kalite sertifikaları ile VIOX Electric hassas bakır terminalleri ve kıvrılmış tel montajları. S: Ekstra güç için bir teli kıvırdıktan sonra lehimleyebilir miyim? ve C: Hayır; bu uygulama IPC/WHMA-A-620 ve otomotiv standartları tarafından açıkça yasaklanmıştır. Kıvırmadan sonra lehimleme herhangi bir güç avantajı sağlamaz, çünkü kıvrım zaten maksimum teması sağlamıştır. Eklenen lehim, termal gerilim oluşturarak, inceleme sırasında zayıf kıvrımları maskeleyerek ve kırılgan bir bölge oluşturarak performansı aslında düşürür. Bir kıvrım düzgün bir şekilde yapılmışsa, lehim hiçbir şey eklemez; kıvrım kusurluysa, lehim saha arızası meydana gelene kadar sorunu gizler..

Sıkça Sorulan Sorular
C: Numune bağlantılarda düzenli olarak çekme kuvveti testi yapın ve kıvrım yüksekliğini bir mikrometre ile ölçün. Sonuçları terminal üreticisinin spesifikasyonlarıyla karşılaştırın. Görsel inceleme, tam gövde kapanmasını, tel teli çıkıntısı olmamasını, terminal çatlaması olmamasını ve uygun yalıtım kıvrımının devreye girmesini ortaya çıkarmalıdır. Test ekipmanınız yoksa, kesitsel analiz (kıvrımdan keserek ve büyütme altında inceleyerek) dahili tel sıkıştırma kalitesini ortaya çıkarır. Elektrik test prosedürleri hakkında daha fazla bilgi için, test kılavuzumuza bakın.
S: Hangi tel boyutları kıvrılabilir veya lehimlenebilir?.
C: Kıvırma, uygun terminaller ve aletlerle 30 AWG (0,05 mm²) ila 4/0 AWG (107 mm²) ve daha büyük tel boyutlarını barındırır. Lehimleme, ısı dağılımı zorlukları ve oluşturulan büyük sert bölge nedeniyle 12 AWG'nin üzerinde giderek zorlaşır ve güvenilmez hale gelir. Yüksek akımlı uygulamalar için, mekanik bağlantı elemanlarına (cıvatalı pabuçlar) sahip kıvrılmış bağlantılar standart uygulamadır.
S: Kıvrılmış bağlantılar, otomotiv veya havacılık gibi yüksek titreşimli ortamlar için uygun mudur? C: Evet; kıvrılmış bağlantılar özellikle yüksek titreşimli uygulamalar için tasarlanmıştır ve otomotiv (USCAR-21) ve havacılık (AS7928) standartları tarafından tam olarak titreşim stresi altında lehimli bağlantılardan daha iyi performans gösterdikleri için zorunlu kılınmıştır. Kıvrımdan tele geçişte korunan esneklik, lehimli bağlantılara zarar veren yorulma arızalarını önler. Titreşime dayanıklı devre koruması hakkında ilgili bilgiler için, devre kesici seçim kılavuzumuza bakın., S: Kıvrılmış bağlantılar lehimli bağlantılara kıyasla ne kadar süre dayanır?.
C: Otomotiv uygulamalarında düzgün bir şekilde yapılmış kıvrılmış bağlantılar, termal döngü, titreşim, nem ve kimyasal maruz kalma dahil olmak üzere 15+ yıllık hizmet ömrü için tasarlanmıştır (USCAR-21 test gereksinimlerine göre). Benzer ortamlardaki lehimli bağlantılar tipik olarak 5-7 yıl içinde bozulmaya başlamaktadır. İyi huylu ortamlarda (iklim kontrollü, titreşim yok), her iki yöntem de onlarca yıl dayanabilir, ancak kıvırma yine de üstün uzun vadeli temas direnci kararlılığı sunar.
S: Yalıtımlı ve yalıtımsız kıvrım terminalleri arasındaki fark nedir?.
C: Yalıtımlı terminaller, genel kablolama uygulamaları için uygun olan gerinim azaltma ve elektrik yalıtımı sağlayan bir plastik manşon içerir. Yalıtımsız (çıplak) terminaller daha yüksek akım kapasitesi sunar ve yüksek amperli bağlantılar için veya özel ısıyla daralan boru uygulanacaksa tercih edilir. Kıvrım kalitesi gereksinimleri aynıdır; seçim, uygulama gereksinimlerine ve ek çevresel sızdırmazlığa ihtiyaç duyulup duyulmamasına bağlıdır. Terminal seçimi rehberliği için, terminal bloğu karşılaştırma kılavuzumuzu inceleyin.
Sonuç: Düzgün Bağlantı Tasarımı Yoluyla Mühendislik Güvenilirliği Kıvırma ve lehimleme arasındaki tartışma nihayetinde uygulama gereksinimlerine ve performans önceliklerine dayanmaktadır. Üretim kablo demetleri, otomotiv sistemleri, havacılık uygulamaları ve titreşim, termal döngü veya zorlu maruz kalma içeren herhangi bir ortam için kıvırma, onlarca yıllık saha verisiyle desteklenen ve uluslararası standartlarda kodlanan gösterilebilir şekilde üstün güvenilirlik sunar. Uygun kıvırma aletlerine ve eğitime yapılan ilk yatırım, azaltılmış arıza oranları, basitleştirilmiş kalite kontrolü ve endüstri gereksinimlerine uygunluk yoluyla anında karşılığını verir., Lehimleme, devre kartı bağlantıları ve mekanik stresin minimum olduğu uygulamalar için elektronik montajında yerini korur. Bununla birlikte, lehimli telden terminale bağlantıların üstün güvenilirlik sunduğu fikri, hem laboratuvar testleri hem de saha arıza analizi ile tamamen çürütülmüştür. Modern elektrik sistemi tasarımı, bağlantı bütünlüğünün genel sistem güvenilirliğini belirlediğini ve sonlandırma yönteminin seçimini kişisel tercih veya gelenekten ziyade kritik bir mühendislik kararı haline getirdiğini kabul etmektedir.
VIOX Electric, hassas üretilmiş terminaller, özel kıvırma çözümleri ve kapsamlı test ve kalite güvencesi ile desteklenen mühendislik uzmanlığı ile bağlantı tasarım gereksinimlerinizi desteklemeye hazırdır. Otomotiv kablo demetleri, endüstriyel kontrol sistemleri veya yenilenebilir enerji kurulumları tasarlıyor olsanız da, uygun bağlantı teknolojisi ürünlerinizin müşterilerinizin talep ettiği güvenilirliği sunmasını sağlar. Özel uygulama gereksinimlerinizi görüşmek ve VIOX kıvırma çözümlerinin elektrik sistemlerinizdeki bağlantı kaynaklı arızaları nasıl ortadan kaldırabileceğini keşfetmek için mühendislik ekibimizle iletişime geçin.
Elektrik sistemi tasarımı ve bileşen seçimi hakkında ek teknik kaynaklar için, kapsamlı kılavuzlarımızı keşfedin:.
Tel boyutlandırma hesaplamaları
Endüstriyel panel tasarımı Elektrik üretim tesisinde tel sonlandırma yöntemlerini gösteren kıvırma aleti ve lehimleme istasyonunun profesyonel karşılaştırması.
Düzgün kıvrılmış bir elektrik terminali bağlantısının iç yapısını ve sıkıştırma bölgelerini gösteren teknik kesit diyagramı
Titreşim stresi altında lehimli tel bağlantısının aşamalı arıza aşamalarını kıvrılmış bağlantıyla karşılaştıran teknik diyagram.
Profesyonel laboratuvarda kıvrılmış elektrik terminallerinin hassas ölçümünü ve çekme kuvveti testini gösteren kalite kontrol inceleme istasyonu.
Profesyonel kıvırma aletleri ve kalite sertifikaları ile VIOX Electric hassas bakır terminalleri ve kıvrılmış tel montajları.
Tel sonlandırma için kıvırma ve lehimlemeyi karşılaştırın. Otomotiv ve havacılık standartlarının (USCAR-21, IPC-620) zorlu ortamlarda maksimum güvenilirlik için neden lehimleme gerektirmeyen bağlantıları zorunlu kıldığını öğrenin. devre koruması, wire sizing calculationsve industrial panel design.
