
การผลิตบัสบาร์เบรกเกอร์ขนาดเล็ก (MCB) แสดงให้เห็นถึงการผสมผสานที่ซับซ้อนระหว่างวิทยาศาสตร์วัสดุ วิศวกรรมแม่นยำ และระบบอัตโนมัติขั้นสูง ส่วนประกอบนำไฟฟ้าเหล่านี้มีความสำคัญอย่างยิ่งต่อการจ่ายกระแสไฟฟ้าอย่างมีประสิทธิภาพในระบบไฟฟ้า ผ่านกระบวนการผลิตที่พิถีพิถันเพื่อให้มั่นใจถึงความน่าเชื่อถือ ความปลอดภัย และประสิทธิภาพ รายงานฉบับนี้รวบรวมความก้าวหน้าล่าสุดในการผลิตบัสบาร์ MCB โดยนำข้อมูลเชิงลึกจากแนวปฏิบัติทางอุตสาหกรรม นวัตกรรมสิทธิบัตร และแนวโน้มใหม่ๆ ที่เกิดขึ้น
การเลือกและการเตรียมวัสดุ
วัสดุหลัก: ทองแดง เทียบกับ อลูมิเนียม
ทองแดงยังคงเป็นวัสดุหลักสำหรับบัสบาร์ MCB เนื่องจากมีค่าการนำไฟฟ้าที่เหนือกว่า (ประมาณ 58.0 × 10⁶ S/m) และมีเสถียรภาพทางความร้อน ความแข็งแรงเชิงกลที่สูงทำให้เหมาะอย่างยิ่งสำหรับการใช้งานกระแสไฟฟ้าสูง โดยเฉพาะอย่างยิ่งในโรงงานอุตสาหกรรมที่มีความหนาแน่นกระแสไฟฟ้าเกิน 100 A/mm² อะลูมิเนียมมีค่าการนำไฟฟ้า 60% แต่มีน้ำหนักเพียง 30% จึงเป็นทางเลือกที่คุ้มค่าสำหรับระบบที่พักอาศัยแรงดันต่ำ นวัตกรรมล่าสุดในวัสดุผสมไบเมทัล เช่น บัสบาร์อะลูมิเนียมหุ้มทองแดง ได้ผสานค่าการนำไฟฟ้าพื้นผิวของทองแดงเข้ากับแกนอะลูมิเนียมที่มีน้ำหนักเบา ทำให้มีความหนาแน่น 3.63 กรัม/ลูกบาศก์เซนติเมตร เทียบกับทองแดงบริสุทธิ์ที่มีความหนาแน่น 8.96 กรัม/ลูกบาศก์เซนติเมตร
การเตรียมพื้นผิวและการยึดติดทางโลหะวิทยา
การผลิตบัสบาร์ไฮบริดเริ่มต้นด้วยการแปรงด้วยกลไกเพื่อขจัดชั้นออกไซด์ออกจากทั้งแท่งอลูมิเนียม (แกนกลาง) และท่อทองแดง (ส่วนหุ้ม) แปรงเหล็กกล้าความเร็วสูงหมุนที่ความเร็ว 1,200–1,500 รอบต่อนาทีเพื่อขัดพื้นผิวให้สะอาด หลังจากนั้นจึงใช้แก๊สอาร์กอนเป่าไล่อากาศเพื่อป้องกันการเกิดออกซิเดชันระหว่างการประกอบ โดยแกนอลูมิเนียมจะถูกสอดเข้าไปในปลอกทองแดงภายใต้สภาวะบรรยากาศที่ควบคุม
ขั้นตอนสำคัญคือการให้ความร้อนวัสดุผสมที่อุณหภูมิ 600–660°C ในเตาเหนี่ยวนำ ตามด้วยการดึงขึ้นรูปด้วยไฮดรอลิกเพื่อให้ได้การยึดติดทางโลหะวิทยา กระบวนการนี้จะลดความต้านทานของส่วนต่อประสานให้เหลือน้อยกว่า 0.5 µΩ·m² ในขณะที่ยังคงความหนาของชั้นทองแดงไว้ที่ 0.1–0.3 มิลลิเมตร หลังจากดึงขึ้นรูปแล้ว ไบเมทัลจะผ่านการรีดเย็นในโรงงานหลายขั้นตอนเพื่อให้ได้ขนาดสุดท้าย โดยมีค่าความคลาดเคลื่อน ±0.05 มิลลิเมตรสำหรับความหนา และ ±0.1 มิลลิเมตรสำหรับความกว้าง
กระบวนการผลิตที่แม่นยำ
เครื่องจักรกลซีเอ็นซีและระบบอัตโนมัติ
การผลิตบัสบาร์ MCB สมัยใหม่ใช้ประโยชน์จากระบบควบคุมเชิงตัวเลขด้วยคอมพิวเตอร์ (CNC) ที่ผสานการทำงานหลัก 3 ประการเข้าด้วยกัน:
- การตัด: เครื่องเฉือนแบบขับเคลื่อนด้วยเซอร์โวสามารถตัดแผ่นทองแดง/อะลูมิเนียมด้วยความแม่นยำ ±0.1 มม. ด้วยอัตราการตัดสูงสุด 120 ครั้งต่อนาที
- การเจาะ: หมัดเจาะป้อมปืนจะสร้างรูสำหรับติดตั้งและจุดเชื่อมต่อโดยใช้เครื่องมือคาร์ไบด์ ทำให้ได้ความแม่นยำของตำแหน่ง ±0.02 มม.
- การดัด: แขนไฮดรอลิกแบบตั้งโปรแกรมได้จะสร้างรูปทรงเรขาคณิตที่ซับซ้อนโดยมีความแม่นยำของมุมดัด ±0.5°
การนำเครื่อง CNC 3-in-1 มาใช้ช่วยลดเวลาในการตั้งค่าลง 70% เมื่อเปรียบเทียบกับระบบแยกส่วน ในขณะที่อัลกอริทึมการบำรุงรักษาเชิงคาดการณ์ที่เปิดใช้งาน IoT ช่วยลดเวลาหยุดทำงานลง 40%
ฉนวนและเคลือบผิว
หลังจากการขึ้นรูปแล้ว บัสบาร์จะผ่านการบำบัดพื้นผิวเพื่อเพิ่มประสิทธิภาพ:
- การชุบด้วยไฟฟ้า: การเคลือบดีบุกหรือเงิน (หนา 5–20 µm) ช่วยลดความต้านทานการสัมผัสให้เหลือน้อยกว่า 10 µΩ พร้อมทั้งป้องกันการเกิดออกซิเดชัน
- ฉนวนกันความร้อน: การหุ้มด้วยพีวีซีหรืออีพอกซีผ่านการเคลือบแบบอัดรีด จะใช้ชั้นฉนวนหนา 0.5–1.2 มม. ที่มีความแข็งแรงไดอิเล็กทริก 5000 โวลต์ ระบบวิชั่นอัตโนมัติจะตรวจสอบความสม่ำเสมอของการเคลือบที่ความเร็ว 200 เฟรมต่อวินาที โดยจะคัดแยกข้อบกพร่องที่ >50 ไมโครเมตร
การประกันคุณภาพและการทดสอบ
การตรวจสอบประสิทธิภาพไฟฟ้า
บัสบาร์แต่ละตัวจะต้องผ่านการทดสอบอย่างเข้มงวด:
- ความจุในการรับกระแสไฟฟ้า: การทดสอบโหลด 24 ชั่วโมงที่กระแสไฟฟ้าที่กำหนด 125% (เช่น 125A สำหรับรุ่น C45) จะตรวจสอบการเพิ่มขึ้นของอุณหภูมิ โดยรักษาให้ ΔT น้อยกว่า 50°C
- ความต้านทานการสัมผัส: การวัดเคลวินสี่ขั้วจะตรวจสอบความต้านทาน <50 µΩ สำหรับทองแดงและ <85 µΩ สำหรับอะลูมิเนียม
- ทนทานต่อไฟฟ้าลัดวงจร: กระแสไฟฟ้าผิดพลาด 10 kA ที่ใช้เวลา 100 มิลลิวินาทีช่วยยืนยันเสถียรภาพทางความร้อนโดยไม่เกิดการเสียรูป
การทดสอบทางกลและสิ่งแวดล้อม
- การทดสอบการสั่นสะเทือน: คลื่นไซน์ 5–500 Hz จำลองโหลดการทำงาน 10 ปีตามมาตรฐาน IEC 61439-3
- ความต้านทานการกัดกร่อน: การทดสอบการพ่นเกลือ 1,000 ชั่วโมง (ASTM B117) รับประกันการเสื่อมสภาพของพื้นผิวน้อยกว่า 5%
แนวทางปฏิบัติการผลิตที่ยั่งยืน
ประสิทธิภาพการใช้ทรัพยากร
- การรีไซเคิลวัสดุ: ระบบวงจรปิดกู้คืนเศษทองแดง 98% ผ่านการหลอมเหนี่ยวนำ ช่วยลดการใช้เศษทองแดงใหม่ลง 35%
- การกู้คืนพลังงาน: ไดรฟ์ที่สร้างใหม่ในเครื่อง CNC นำพลังงานในการเบรกกลับมาได้ 25%
นวัตกรรมที่เป็นมิตรต่อสิ่งแวดล้อม
- นาโนโค้ทติ้ง: ฉนวนที่เสริมด้วยกราฟีนช่วยปรับปรุงการนำความร้อนได้ 300% ในขณะที่ลดการใช้วัสดุลงครึ่งหนึ่ง
- น้ำหนักเบา: การออกแบบที่ปรับให้เหมาะสมกับโทโพโลยีช่วยลดมวลบัสบาร์อลูมิเนียมลง 22% โดยไม่กระทบต่อความจุของแอมแปร์
ทิศทางในอนาคตของเทคโนโลยีบัสบาร์ MCB
การบูรณาการการผลิตอัจฉริยะ
- ดิจิทัลทวินส์: การจำลองกระบวนการแบบเรียลไทม์จะปรับพารามิเตอร์การตัดเฉือนโดยใช้อัลกอริทึม AI/ML ปรับปรุงอัตราผลผลิตเป็น 99.8%
- การผลิตแบบเติมแต่ง: การหลอมรวมผงเลเซอร์ช่วยให้ช่องระบายความร้อนภายในมีความซับซ้อน ส่งผลให้ความหนาแน่นของกระแสไฟเพิ่มขึ้นถึง 40%
การพัฒนาเฉพาะแอปพลิเคชัน
- ระบบพลังงานไฟฟ้า: บัสบาร์ระบายความร้อนด้วยของเหลวพร้อมเซ็นเซอร์อุณหภูมิแบบบูรณาการรองรับสถาปัตยกรรม 800V ที่ 500A ต่อเนื่อง
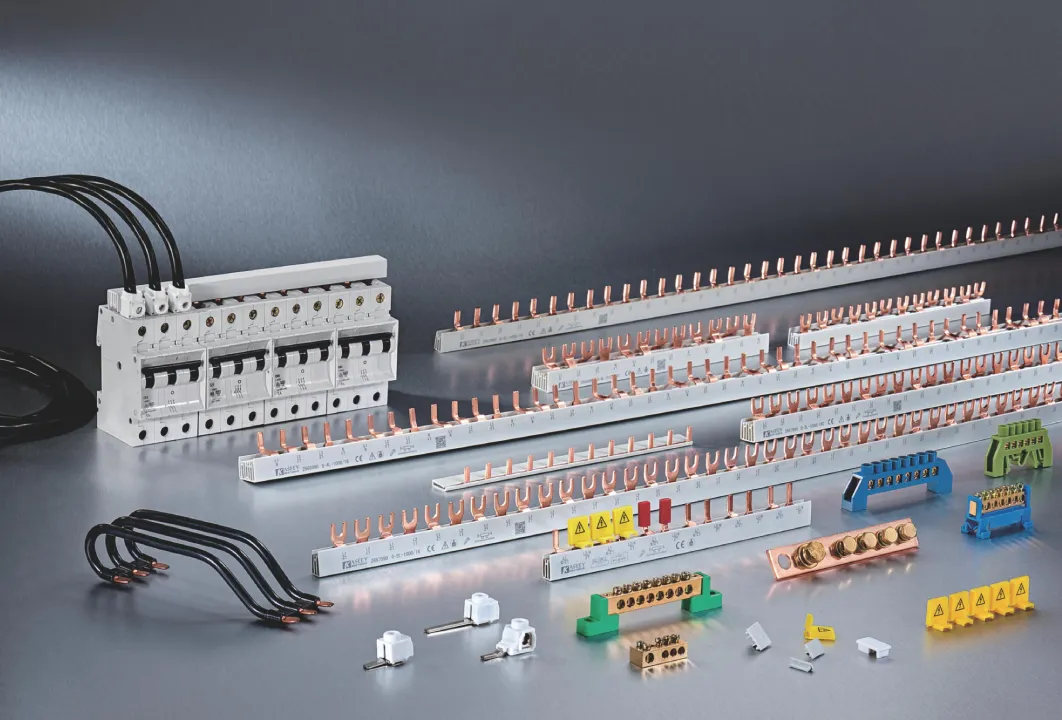
- การออกแบบแบบโมดูลาร์: บัสบาร์แบบหวีที่เชื่อมต่อกันช่วยให้สามารถกำหนดค่าใหม่ในพื้นที่ได้ ช่วยลดเวลาในการติดตั้งลงได้ 60%
สรุป
วิวัฒนาการของการผลิตบัสบาร์ MCB สะท้อนให้เห็นถึงแนวโน้มที่กว้างขึ้นในด้านการใช้พลังงานไฟฟ้าและอุตสาหกรรมที่ยั่งยืน ตั้งแต่วัสดุผสมไบเมทัลไปจนถึงสายการผลิตที่ขับเคลื่อนด้วย AI ความก้าวหน้าเหล่านี้ช่วยให้บัสบาร์สามารถตอบสนองความต้องการที่เพิ่มขึ้นในด้านประสิทธิภาพการใช้พลังงาน (การรักษาสภาพนำไฟฟ้าเกิน 99.5% ตลอด 20 ปี) และการปฏิบัติตามข้อกำหนดด้านสิ่งแวดล้อม ในขณะที่การใช้พลังงานไฟฟ้าทั่วโลกกำลังเร่งตัวขึ้น นวัตกรรมที่ต่อเนื่องในด้านวิทยาศาสตร์วัสดุและการผลิตอัจฉริยะจะทำให้บัสบาร์ MCB เป็นส่วนประกอบสำคัญในโครงข่ายไฟฟ้ายุคใหม่
