
Direkte Antwort
Crimpen bietet eine höhere Zuverlässigkeit als Löten in Anwendungen mit starken Vibrationen, thermischer Beanspruchung und rauen Umgebungsbedingungen. Während das Löten durch Wärmeschmelzen eine metallurgische Verbindung erzeugt, stellt das Crimpen durch mechanische Kompression eine gasdichte Kaltschweißung her – wodurch wärmebeeinflusste Zonen vermieden, eine Versprödung des Lötzinns verhindert und die Flexibilität des Drahtes an den Belastungspunkten erhalten bleibt. Industriestandards wie SAE/USCAR-21, IEC 60352-2 und IPC/WHMA-A-620 schreiben gecrimpte Verbindungen für Automobil- und Luftfahrtanwendungen vor, bei denen eine Lebensdauer von 15 Jahren unter extremen Bedingungen nicht verhandelbar ist.
Wichtigste Erkenntnisse
Das Verständnis der grundlegenden Unterschiede zwischen Crimpen und Löten ist entscheidend für die Zuverlässigkeit elektrischer Systeme. Gecrimpte Verbindungen bieten mechanische Festigkeit durch kontrollierte plastische Verformung und schaffen luftdichte Abdichtungen, die das Eindringen von Feuchtigkeit und Oxidation verhindern. Das Fehlen von Wärme eliminiert thermische Belastungen der Drahtisolierung und verhindert die Bildung spröder intermetallischer Verbindungen. Im Gegensatz dazu führen gelötete Verbindungen zu einer starren Übergangszone, in der flexibler Draht auf verfestigtes Lot trifft – eine bekannte Schwachstelle bei Vibrationen. Moderne Automobil- und Industriestandards haben das Löten zugunsten des Crimpens für Produktionskabelbäume weitgehend aufgegeben, da sie erkannt haben, dass fachgerecht gecrimpte Klemmen Lötverbindungen bei Zugkraftprüfungen, Temperaturwechselbeständigkeit und Langzeitbeständigkeit konstant übertreffen.
Warum die Verbindungsmethode wichtig ist: Die versteckten Kosten des Versagens
Die Zuverlässigkeit der Verbindung bestimmt direkt die Leistung des Systems in elektrischen Baugruppen. Wenn ein Kabelbaum als Energie- und Signalübertragungsweg dient, führt jede Schwäche der Verbindung zu einem katastrophalen Systemausfall. Die Wahl zwischen Crimpen und Löten ist nicht nur eine Frage der Fertigungspräferenz, sondern eine technische Entscheidung mit messbaren Folgen für die Produktlebensdauer, die Gewährleistungskosten und die Einhaltung der Sicherheitsbestimmungen.
Das Löten dominiert seit Jahrzehnten die Elektronikmontage, insbesondere bei Leiterplattenanwendungen, bei denen die Komponenten stationär bleiben. Derselbe thermische Verbindungsprozess, der für Leiterbahnen auf Leiterplatten gut funktioniert, wird jedoch zu einem Problem bei Draht-zu-Klemmen-Verbindungen, die mechanischer Beanspruchung ausgesetzt sind. Das grundlegende Problem liegt in der Materialwissenschaft: Lot erzeugt eine spröde intermetallische Zone, die die unterschiedliche Bewegung zwischen starren Klemmen und flexiblen Leitern nicht aufnehmen kann.
Moderne elektrische Systeme erfordern Verbindungen, die mehr als 100.000 Temperaturzyklen überstehen, Vibrationsfrequenzen von mehr als 2000 Hz standhalten und während ihrer gesamten Lebensdauer einen Kontaktwiderstand von weniger als 1 Milliohm aufrechterhalten. Diese Anforderungen haben Automobilhersteller, Luft- und Raumfahrtunternehmen und Hersteller von Industrieanlagen dazu veranlasst, das Crimpen als primäre Verbindungsmethode zu verwenden. Um zu verstehen, warum das Crimpen das Löten übertrifft, muss man die Physik der einzelnen Verbindungstypen und ihr Verhalten unter realen Belastungsbedingungen untersuchen.

Crimpen vs. Löten: Technischer Vergleich
Die mechanischen und elektrischen Eigenschaften von gecrimpten und gelöteten Verbindungen zeigen, warum Industriestandards das Crimpen für anspruchsvolle Anwendungen bevorzugen. Der folgende Vergleich untersucht kritische Leistungsparameter, die sich direkt auf die Zuverlässigkeit und Lebensdauer der Verbindung auswirken.
| Leistungsfaktor | Crimpen (lötfrei) | Löten |
|---|---|---|
| Verbindungsmechanismus | Mechanische Kompression erzeugt eine gasdichte Kaltschweißung | Metallurgische Verbindung durch thermisches Verschmelzen |
| Prozesstemperatur | Umgebungstemperatur (keine Wärmezufuhr) | 183-450°C je nach Lötlegierung |
| Wärmeeinflusszone | Keine – die Isolierung bleibt intakt | Risiko thermischer Schäden an der Drahtisolierung und benachbarten Komponenten |
| Vibrationsbeständigkeit | Ausgezeichnet – erhält die Flexibilität an den Belastungspunkten | Schlecht – starres Lot erzeugt Spannungskonzentration und Ermüdungsrisse |
| Thermische Zyklusleistung | Überlegen – gleicht unterschiedliche Ausdehnungen aus | Verschlechtert – Lotrekristallisation und intermetallisches Wachstum |
| Durchgangswiderstand | 0,5-1,0 Milliohm (stabil über die Zeit) | Anfangs niedrig, steigt aber mit Oxidation und thermischer Alterung |
| Zugkraft-Haltevermögen | Behält 90%+ der Drahtzugfestigkeit bei | Schwächt sich mit der Zeit aufgrund von Lotkriechen und Kaltverfestigung ab |
| Feuchtigkeitsresistenz | Gasdichte Abdichtung verhindert Oxidation | Flussmittelrückstände ziehen Feuchtigkeit an; Kapillarwirkung zwischen den Litzen |
| Prozesswiederholbarkeit | Sehr konsistent mit geeigneten Werkzeugen und Qualitätskontrolle | Variabel – hängt von der Bedienerfertigkeit, der Temperaturkontrolle und der Verweilzeit ab |
| Inspektionsmethode | Sichtprüfung und Dimensionsmessung (Crimphöhe/-breite) | Nur visuell – interne Hohlräume und kalte Lötstellen sind unsichtbar |
| Nachbearbeitungsmöglichkeit | Klemmenaustausch erforderlich | Kann nachgelötet werden (mit dem Risiko der Verschlechterung) |
| Zulassung für Automobil/Luft- und Raumfahrt | Erforderlich durch SAE/USCAR-21, AS7928, IEC 60947-4-1 | Für Produktionskabelbäume gemäß IPC/WHMA-A-620 verboten |
| Investition in Ausrüstung | Mäßig – erfordert kalibrierte Crimpwerkzeuge und -einsätze | Gering – einfaches Lötkolben ausreichend für kleine Arbeiten |
| Zykluszeit (pro Verbindung) | 2-5 Sekunden (manuell); <1 second (automated) | 10-30 Sekunden einschließlich Erwärmung, Abkühlung, Inspektion |
| Auswirkungen auf die Umwelt | Keine Dämpfe, Flussmittel oder Bleibelastung | Erfordert Rauchabsaugung; bleifreie Lotalternativen schwieriger |
Die Physik gecrimpter Verbindungen: Warum Kaltschweißen funktioniert
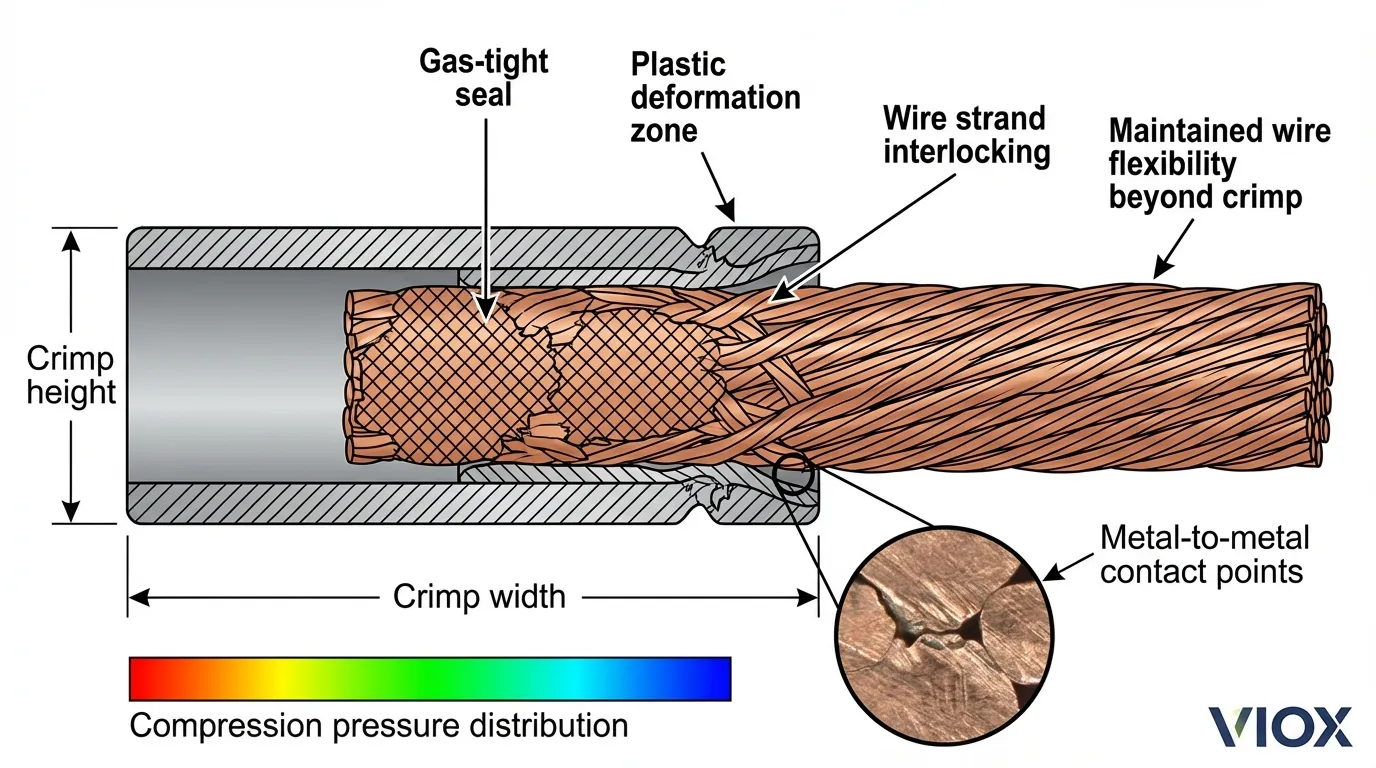
Das Crimpen erreicht die elektrische Kontinuität durch kontrollierte plastische Verformung und nicht durch thermische Verbindung. Wenn ein Crimpwerkzeug einen Klemmenhals um einen Drahtleiter komprimiert, laufen gleichzeitig drei verschiedene physikalische Prozesse ab: mechanische Verriegelung der Drahtlitzen innerhalb des Klemmenhohlraums, elastische Verformung sowohl des Klemmenmaterials als auch der Kupferleiter, wodurch eine Rückstellkraft entsteht, und die Bildung von Metall-zu-Metall-Kontaktpunkten, an denen Oxidschichten unter Kompressionsdruck aufbrechen.
Die resultierende Verbindung weist die Eigenschaften einer Kaltschweißung auf – ein Festkörperverbindungsprozess, bei dem ausreichender Druck eine Adhäsion auf atomarer Ebene zwischen sauberen Metalloberflächen bewirkt. Im Gegensatz zum Schmelzschweißen oder Löten ist für das Kaltschweißen keine Wärmezufuhr erforderlich, und es entstehen keine intermetallischen Verbindungen oder wärmebeeinflussten Zonen. Die Nachgiebigkeit des Klemmenhalses ermöglicht es der Verbindung, thermische Ausdehnungsunterschiede zwischen dem Draht und der Klemme auszugleichen und gleichzeitig einen konstanten Kontaktdruck aufrechtzuerhalten.
Entscheidend für den Crimperfolg ist das Erreichen des richtigen Kompressionsverhältnisses – das Verhältnis zwischen der endgültigen komprimierten Höhe des Klemmenhalses und der Querschnittsfläche des Drahtleiters. Industriestandards legen Kompressionsverhältnisse zwischen 15-20% für Automobilanwendungen fest, wobei für Luft- und Raumfahrt- sowie Militärspezifikationen engere Toleranzen erforderlich sind. Untercrimpen führt zu unzureichendem Kontaktdruck und hohem Widerstand; Übercrimpen verursacht Drahtbruch und reduzierte Zugfestigkeit. Moderne Crimpwerkzeuge verfügen über Kraftüberwachung und Crimphöhenprüfung, um sicherzustellen, dass jede Verbindung die Spezifikationen erfüllt.
Warum gelötete Verbindungen unter Belastung versagen
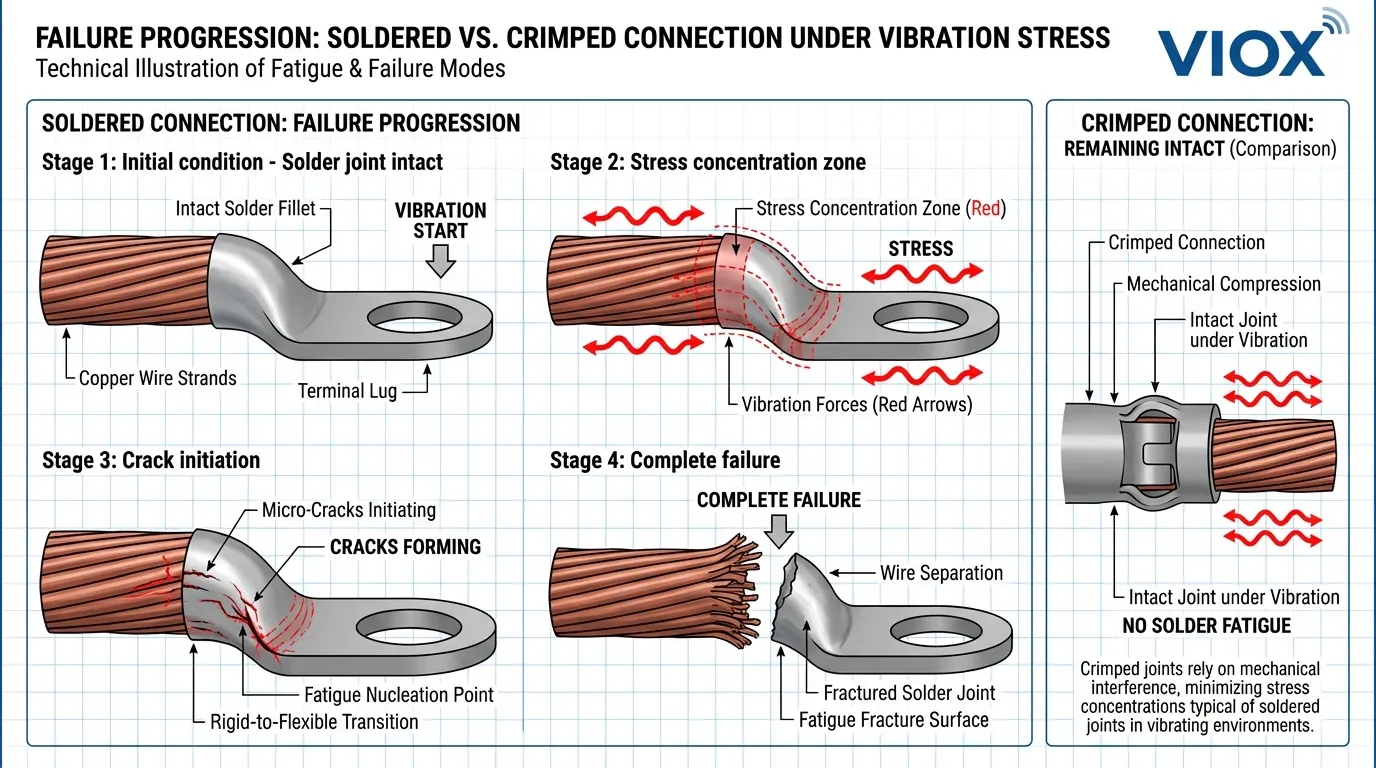
Die grundlegende Schwäche gelöteter Drahtverbindungen beruht auf der Materialeigenschaftsunterschied zwischen flexiblen Kupferleitern und starren Lotlegierungen. Lot – ob traditionelles Zinn-Blei (Sn60/Pb40) oder moderne bleifreie Zusammensetzungen (SAC305, Sn96.5/Ag3.0/Cu0.5) – verfestigt sich zu einer kristallinen Struktur mit begrenzter Duktilität. Wenn ein gelöteter Draht Vibrationen oder Biegungen ausgesetzt ist, konzentriert sich die Spannung genau an der Lötstelle, wo starres Metall auf flexiblen Litzenleiter trifft.
Diese Spannungskonzentration initiiert Ermüdungsrisse, die sich mit jedem Vibrationszyklus durch die Lötstelle ausbreiten. Die metallurgische Analyse fehlgeschlagener Lötstellen zeigt durchweg Rissbildung an der Löt-Draht-Grenzfläche, die sich durch die Lotmatrix fortsetzt, bis es zur vollständigen Trennung kommt. Die Ausfallart ist vorhersehbar und in Ausfallanalysen für die Automobil- und Luftfahrtindustrie gut dokumentiert.
Thermische Zyklen beschleunigen den Abbau von Lötstellen durch mehrere Mechanismen. Unterschiedliche Wärmeausdehnung zwischen Kupferdraht (16,5 ppm/°C), Lotlegierung (22-25 ppm/°C) und Klemmenmaterialien erzeugt Scherspannung an den Grenzflächen. Wiederholte Heiz- und Kühlzyklen fördern die Lotrekristallisation – ein metallurgischer Prozess, bei dem sich die Korngrenzen neu ordnen, was die Sprödigkeit erhöht und die Ermüdungsbeständigkeit verringert. Bleifreie Lote weisen im Vergleich zu traditionellen Zinn-Blei-Legierungen eine besonders schlechte Leistung bei thermischen Zyklen auf, wobei einige SAC-Legierungen bei beschleunigten Tests eine um 50% reduzierte Lebensdauer aufweisen.
Zu den zusätzlichen Ausfallmechanismen gehört das Lotsaugen – wobei geschmolzenes Lot durch Kapillarwirkung zwischen die Drahtlitzen fließt und eine starre Zone erzeugt, die sich mehrere Millimeter über die beabsichtigte Verbindung hinaus erstreckt. Dieser benetzte Bereich beseitigt die Drahtflexibilität und erzeugt eine ausgedehnte Spannungskonzentrationszone. Flussmittelrückstände ziehen, wenn sie nicht ordnungsgemäß entfernt werden, Feuchtigkeit an und fördern die elektrochemische Korrosion. In Motorraumumgebungen von Automobilen, in denen Temperaturschwankungen von -40 °C bis +150 °C üblich sind, überleben gelötete Verbindungen selten länger als 5-7 Jahre, bevor sie einen erhöhten Widerstand oder intermittierende Ausfälle aufweisen.
Industriestandards: Warum Vorschriften das Crimpen vorschreiben
Die Automobil- und Luftfahrtindustrie arbeitet unter strengen Qualitätsstandards, die das Löten für die Herstellung von Kabelbaumanschlüssen ausdrücklich verbieten. Die Spezifikation SAE/USCAR-21 – gemeinsam entwickelt von großen Automobilherstellern wie Ford, GM, Stellantis und internationalen Partnern – definiert die Leistungsanforderungen für gecrimpte elektrische Anschlüsse in Automobilanwendungen. Diese Norm schreibt vor, dass gecrimpte Verbindungen 15 Jahre oder 150.000 Meilen unter Bedingungen wie Temperaturwechseln von -40 °C bis +125 °C, Vibrationstests in mehreren Frequenzbändern und Exposition gegenüber Automobilflüssigkeiten, Salzsprühnebel und Feuchtigkeit überstehen müssen.
Die Norm IPC/WHMA-A-620, die die Anforderungen an Kabel- und Kabelbaumkonfektionen regelt, besagt in Abschnitt 9.3 ausdrücklich, dass “das Löten von Crimpanschlüssen nicht zulässig ist”, da es schlechte Crimpungen maskiert und thermische Spannungen verursacht. Dieses Verbot spiegelt jahrzehntelange Feldausfalldaten wider, die zeigen, dass gelötete Crimpungen schlechter abschneiden als ordnungsgemäß ausgeführte mechanische Crimpungen allein. Die Norm erfordert visuelle Inspektionskriterien, Dimensionsprüfung der Crimphöhe und -breite sowie Zugkrafttests zur Validierung der Verbindungsintegrität.
Luft- und Raumfahrtanwendungen unterliegen noch strengeren Anforderungen gemäß AS7928 (ehemals MIL-T-7928), die das Crimpen von Drähten und Kabeln für elektrische Systeme in Flugzeugen spezifiziert. Diese Spezifikationen erkennen an, dass Verbindungsfehler in flugkritischen Systemen katastrophale Folgen haben können, was die Zuverlässigkeit unabdingbar macht. In der Luft- und Raumfahrt verwendete Crimpwerkzeuge müssen jährlich kalibriert werden, und jede gecrimpte Verbindung wird einer dokumentierten Inspektion mit Rückverfolgbarkeit zum jeweiligen Werkzeug, Bediener und der verwendeten Charge von Anschlüssen unterzogen.
Crimp-Qualitätskontrolle: Die kritischen Parameter
Das Erreichen zuverlässiger Crimpverbindungen erfordert eine präzise Kontrolle von drei voneinander abhängigen Variablen: Crimphöhe, Crimpbreite und Drahtverdichtungsverhältnis. Die Crimphöhe – gemessen an der komprimierten Abmessung des Anschlussrohrs senkrecht zur Drahtachse – bestimmt direkt den Kontaktdruck und die Zugfestigkeit. Spezifikationen definieren typischerweise Crimphöhentoleranzen innerhalb von ±0,05 mm für Automobilanschlüsse, wobei für kleinere Drahtstärken und kritische Anwendungen engere Toleranzen erforderlich sind.
Die Crimpbreitenmessung verifiziert, dass die Anschlussflügel den Draht ordnungsgemäß umschlossen haben, ohne übermäßige Verformung oder Risse. Die Breitenspezifikationen variieren je nach Anschlussdesign, erfordern aber im Allgemeinen, dass das gecrimpte Rohr die strukturelle Integrität ohne Spalten oder Brüche beibehält, die die gasdichte Abdichtung beeinträchtigen könnten. Die Sichtprüfung unter Vergrößerung (10-30x) deckt Oberflächenfehler auf, einschließlich unvollständiger Kompression, Anschlussrisse oder Drahtlitzenüberstand.
Die wichtigste Qualitätsmetrik ist die Zugkraftprüfung – ein zerstörender Test, der die Kraft misst, die erforderlich ist, um den Anschluss vom Draht zu trennen. Normen legen Mindestzugkräfte basierend auf der Drahtstärke fest, wobei die Werte von 15 Newton für 24 AWG-Draht bis zu 400+ Newton für 10 AWG-Leiter reichen. Ordnungsgemäße Crimpungen erreichen typischerweise 90-95 % der Nennzugfestigkeit des Drahtes, was bedeutet, dass der Draht selbst reißt, bevor sich die Crimpung löst. Die Zugprüfung muss mit kontrollierten Geschwindigkeiten (50-250 mm/Minute gemäß USCAR-21) durchgeführt werden, um konsistente Ergebnisse zu gewährleisten.
Statistische Prozesskontrollmethoden (SPC) verfolgen Crimpqualitätstrends über Produktionsläufe hinweg und identifizieren Werkzeugverschleiß, Matrizenfehlausrichtung oder Bedienertechnikvariationen, bevor sie Verbindungen außerhalb der Spezifikation erzeugen. Moderne automatisierte Crimpsysteme beinhalten eine Inline-Kraftüberwachung, die die tatsächliche Crimpkraft misst und jede Verbindung außerhalb akzeptabler Parameter zur sofortigen Nachbearbeitung kennzeichnet.

Anwendungsleitfaden: Wann welche Methode anzuwenden ist
Trotz der Vorteile des Crimpens für Produktionskabelbäume und hochzuverlässige Anwendungen bleibt das Löten für bestimmte Anwendungsfälle geeignet. Die Leiterplattenbestückung, insbesondere für Durchgangslochbauelemente und Oberflächenmontage-Nacharbeiten, profitiert von der Fähigkeit des Lötens, dauerhafte Verbindungen auf starren Substraten herzustellen, wo die Vibrationsbelastung minimal ist. Prototypenentwicklung und Labortests verwenden oft gelötete Verbindungen aufgrund ihrer einfachen Modifizierbarkeit und minimalen Werkzeuganforderungen.
Das Crimpen ist obligatorisch in Automobilkabelbäumen, elektrischen Systemen in der Luft- und Raumfahrt, industriellen Schalttafeln und jeder Anwendung, bei der Verbindungen Vibrationen, Temperaturwechseln oder rauen Umwelteinflüssen ausgesetzt sind. Die Investition in geeignete Crimpwerkzeuge – von 200 € für manuelle Ratschencrimpzangen bis zu 50.000 €+ für automatisierte Crimpmaschinen – zahlt sich durch reduzierte Garantieansprüche, verbesserte Systemzuverlässigkeit und Einhaltung von Industriestandards aus. Für verwandte Informationen zur Auswahl des geeigneten Schutzes für gecrimpte Verbindungen siehe unseren Leitfaden zur Auswahl von Schutzschaltern für industrielle Schalttafeln.
Marine- und Außenanwendungen profitieren besonders von der Feuchtigkeitsbeständigkeit des Crimpens. Die gasdichte Abdichtung, die durch die ordnungsgemäße Kompression entsteht, verhindert das Eindringen von Wasser und die daraus resultierende elektrochemische Korrosion, die gelötete Verbindungen in feuchter oder salzhaltiger Umgebung schnell abbaut. In Kombination mit Schrumpfschläuchen oder Umgebungsabdichtungen erreichen gecrimpte Anschlüsse Schutzarten von IP67/IP68, die für Tauchanwendungen geeignet sind.
Hochstromanwendungen (>10 Ampere) erfordern ausnahmslos gecrimpte Verbindungen aufgrund der höheren Strombelastbarkeit und des geringeren Kontaktwiderstands. Die mehreren Kontaktpunkte, die durch komprimierte Drahtlitzen entstehen, verteilen den Stromfluss effektiver als Lötstellen, wodurch die lokale Erwärmung reduziert und die Langzeitstabilität verbessert wird. Für Anleitungen zur richtigen Drahtdimensionierung und Strombelastbarkeitsberechnungen siehe unseren Leitfaden zur Kabeldimensionierung.
Der VIOX-Vorteil: Präzisions-Crimplösungen
VIOX Electric ist spezialisiert auf die Herstellung hochzuverlässiger elektrischer Komponenten, die für anspruchsvolle Industrie-, Automobil- und erneuerbare Energieanwendungen entwickelt wurden. Unser Produktportfolio umfasst präzisionsgefertigte Kupferanschlüsse, Kabelbäume in Automobilqualität und kundenspezifische elektrische Baugruppen, die internationale Qualitätsstandards wie UL, IEC und Automobil-OEM-Spezifikationen erfüllen oder übertreffen.
Unser Engineering-Team bietet umfassende Unterstützung für die Optimierung des Verbindungsdesigns, einschließlich Anschlussauswahl, Crimpwerkzeugspezifikation und Entwicklung von Qualitätskontrollprotokollen. Wir verfügen über interne Testkapazitäten für die Validierung der Zugkraft, Temperaturwechseltests, Vibrationstests und Umweltsimulationen – um sicherzustellen, dass jedes Produkt unter realen Betriebsbedingungen eine dokumentierte Zuverlässigkeit bietet.
Für Anwendungen, die kundenspezifische Anschlussdesigns, nicht standardmäßige Drahtstärken oder spezielle Umgebungsabdichtungen erfordern, bietet VIOX Rapid Prototyping und Kleinserienfertigung an. Unser Qualitätsmanagementsystem gewährleistet die vollständige Rückverfolgbarkeit von der Rohmaterialzertifizierung bis zur Endkontrolle und stellt die Dokumentation bereit, die für Luft- und Raumfahrt-, Medizin- und sicherheitskritische Anwendungen erforderlich ist. Erfahren Sie mehr über unsere Reihenklemmenlösungen und Industriesteckverbinderoptionen.

Häufig Gestellte Fragen
F: Kann ich einen Draht nach dem Crimpen für zusätzliche Festigkeit löten?
A: Nein – diese Praxis ist durch IPC/WHMA-A-620 und Automobilstandards ausdrücklich verboten. Das Löten nach dem Crimpen bringt keinen Festigkeitsvorteil, da die Crimpung bereits den maximalen Kontakt hergestellt hat. Das hinzugefügte Lot verschlechtert die Leistung sogar, indem es thermische Spannungen verursacht, schlechte Crimpungen während der Inspektion maskiert und eine spröde Zone erzeugt. Wenn eine Crimpung ordnungsgemäß ausgeführt wird, fügt das Lot nichts hinzu; wenn die Crimpung defekt ist, verdeckt das Lot das Problem, bis es zu einem Feldausfall kommt.
F: Woher weiß ich, ob mein Crimpwerkzeug gute Verbindungen herstellt?
A: Führen Sie regelmäßig Zugkrafttests an Musterverbindungen durch und messen Sie die Crimphöhe mit einem Mikrometer. Vergleichen Sie die Ergebnisse mit den Spezifikationen des Anschlussherstellers. Die Sichtprüfung sollte einen vollständigen Rohrschluss, keinen Drahtlitzenüberstand, keine Anschlussrisse und einen ordnungsgemäßen Isolationscrimp zeigen. Wenn Ihnen Testgeräte fehlen, deckt eine Querschnittsanalyse (Schneiden durch die Crimpung und Untersuchung unter Vergrößerung) die interne Drahtverdichtungsqualität auf. Für mehr zu elektrische Testverfahren, konsultieren Sie unseren Testleitfaden.
F: Welche Drahtstärken können gecrimpt bzw. gelötet werden?
A: Das Crimpen ermöglicht Drahtstärken von 30 AWG (0,05 mm²) bis 4/0 AWG (107 mm²) und größer mit geeigneten Anschlüssen und Werkzeugen. Das Löten wird oberhalb von 12 AWG aufgrund von Wärmeableitungsproblemen und der großen starren Zone zunehmend schwierig und unzuverlässig. Für Hochstromanwendungen sind gecrimpte Verbindungen mit mechanischen Befestigungselementen (geschraubte Kabelschuhe) Standard.
F: Sind gecrimpte Verbindungen für Umgebungen mit starken Vibrationen wie in der Automobil- oder Luft- und Raumfahrt geeignet?
A: Ja – gecrimpte Verbindungen sind speziell für Anwendungen mit starken Vibrationen ausgelegt und werden durch Automobil- (USCAR-21) und Luft- und Raumfahrtstandards (AS7928) vorgeschrieben, gerade weil sie gelötete Verbindungen unter Vibrationsbelastung übertreffen. Die aufrechterhaltene Flexibilität am Übergang von der Crimpung zum Draht verhindert die Ermüdungsausfälle, die gelötete Verbindungen plagen. Für verwandte Informationen zu vibrationsbeständiger Schutzschaltung, siehe unseren Leitfaden zur Auswahl von Schutzschaltern.
F: Wie lange halten gecrimpte Verbindungen im Vergleich zu gelöteten Verbindungen?
A: Ordnungsgemäß ausgeführte gecrimpte Verbindungen in Automobilanwendungen sind für eine Lebensdauer von mehr als 15 Jahren ausgelegt (gemäß den USCAR-21-Testanforderungen), einschließlich Exposition gegenüber Temperaturwechseln, Vibrationen, Feuchtigkeit und chemischer Exposition. Gelötete Verbindungen in ähnlichen Umgebungen zeigen typischerweise innerhalb von 5-7 Jahren erste Anzeichen von Verschlechterung. In gutartigen Umgebungen (klimatisiert, keine Vibrationen) können beide Methoden Jahrzehnte halten, obwohl das Crimpen immer noch eine überlegene Langzeitstabilität des Kontaktwiderstands bietet.
F: Was ist der Unterschied zwischen isolierten und unisolierten Crimpanschlüssen?
A: Isolierte Anschlüsse enthalten eine Kunststoffhülse, die Zugentlastung und elektrische Isolierung bietet und für allgemeine Verdrahtungsanwendungen geeignet ist. Unisolierte (blanke) Anschlüsse bieten eine höhere Strombelastbarkeit und werden für Hochstromverbindungen bevorzugt oder wenn kundenspezifische Schrumpfschläuche angebracht werden. Die Anforderungen an die Crimpqualität sind identisch; die Wahl hängt von den Anwendungsanforderungen ab und davon, ob eine zusätzliche Umgebungsabdichtung erforderlich ist. Für Anleitungen zur Anschlussauswahl lesen Sie unseren Vergleichsleitfaden für Reihenklemmen.
Fazit: Engineering-Zuverlässigkeit durch ordnungsgemäßes Verbindungsdesign
Die Debatte zwischen Crimpen und Löten löst sich letztendlich in Anwendungsanforderungen und Leistungsprioritäten auf. Für Produktionskabelbäume, Automobilsysteme, Luft- und Raumfahrtanwendungen und jede Umgebung, die Vibrationen, Temperaturwechseln oder rauen Umwelteinflüssen ausgesetzt ist, bietet das Crimpen eine nachweislich überlegene Zuverlässigkeit, die durch jahrzehntelange Felddaten belegt und in internationalen Standards kodifiziert ist. Die anfängliche Investition in geeignete Crimpwerkzeuge und Schulungen zahlt sich sofort durch reduzierte Ausfallraten, vereinfachte Qualitätskontrolle und Einhaltung von Branchenanforderungen aus.
Das Löten behält seinen Platz in der Elektronikmontage für Leiterplattenverbindungen und Anwendungen, bei denen die mechanische Belastung minimal ist. Die Vorstellung, dass gelötete Draht-zu-Anschluss-Verbindungen eine überlegene Zuverlässigkeit bieten, wurde jedoch sowohl durch Labortests als auch durch Feldausfallanalysen gründlich widerlegt. Das moderne Design elektrischer Systeme erkennt an, dass die Verbindungsintegrität die Gesamtzuverlässigkeit des Systems bestimmt – was die Wahl der Anschlusstechnik zu einer kritischen technischen Entscheidung und nicht zu einer Frage der persönlichen Vorliebe oder Tradition macht.
VIOX Electric steht bereit, Ihre Anforderungen an das Verbindungsdesign mit präzisionsgefertigten Anschlüssen, kundenspezifischen Crimplösungen und technischem Fachwissen zu unterstützen, das durch umfassende Tests und Qualitätssicherung untermauert wird. Ob Sie Automobilkabelbäume, industrielle Steuerungssysteme oder Installationen für erneuerbare Energien entwerfen, die richtige Verbindungstechnologie stellt sicher, dass Ihre Produkte die Zuverlässigkeit liefern, die Ihre Kunden fordern. Kontaktieren Sie unser Engineering-Team, um Ihre spezifischen Anwendungsanforderungen zu besprechen und zu erfahren, wie VIOX-Crimplösungen verbindungsbedingte Ausfälle in Ihren elektrischen Systemen beseitigen können.
Für zusätzliche technische Ressourcen zum Design elektrischer Systeme und zur Komponentenauswahl erkunden Sie unsere umfassenden Leitfäden zu Stromkreisschutz, Drahtdimensionierungsberechnungenund Design industrieller Schalttafeln.
