
Výroba přípojnic pro miniaturní jističe (MCB) představuje sofistikovanou souhru materiálové vědy, přesného strojírenství a pokročilé automatizace. Tyto vodivé součásti, které mají zásadní význam pro účinnou distribuci energie v elektrických systémech, procházejí pečlivě řízeným výrobním procesem, který zajišťuje spolehlivost, bezpečnost a výkon. Tato zpráva shrnuje nejnovější pokroky ve výrobě přípojnic MCB a čerpá poznatky z průmyslové praxe, patentových inovací a nových trendů.
Výběr a příprava materiálu
Základní materiály: Měď vs. hliník
Měď zůstává převládajícím materiálem pro přípojnice MCB díky své vynikající elektrické vodivosti (přibližně 58,0 × 10⁶ S/m) a tepelné stabilitě. Díky své vysoké mechanické pevnosti je ideální pro vysokoproudé aplikace, zejména v průmyslovém prostředí, kde proudová hustota přesahuje 100 A/mm². Hliník, který má 60% vodivosti mědi, ale pouze 30% její hmotnosti, nabízí cenově výhodnou alternativu pro nízkonapěťové bytové systémy. Nedávné inovace v oblasti bimetalových kompozitů, jako jsou hliníkové přípojnice s měděným pláštěm, kombinují povrchovou vodivost mědi s lehkým hliníkovým jádrem a dosahují hustoty 3,63 g/cm³ ve srovnání s 8,96 g/cm³ čisté mědi.
Příprava povrchu a metalurgické lepení
Výroba hybridních přípojnic začíná mechanickým kartáčováním, kterým se z hliníkové tyče (jádra) i měděné trubky (pláště) odstraní vrstvy oxidů. Vysokorychlostní ocelové kartáče se otáčejí rychlostí 1200-1500 otáček za minutu, čímž čistí povrch a zajišťují čistotu rozhraní. Následné profukování argonem zabraňuje oxidaci během montáže, kdy je hliníkové jádro vloženo do měděného pláště za kontrolovaných atmosférických podmínek.
Kritická fáze zahrnuje zahřátí kompozitu na teplotu 600-660 °C v indukčních pecích a následné hydraulické tažení pro dosažení metalurgického spojení. Tento proces snižuje mezifázový odpor na <0,5 µΩ-m² při zachování tloušťky vrstvy mědi 0,1-0,3 mm. Po vytažení se bimetal válcuje za studena ve vícestupňových válcovnách, aby se dosáhlo konečných rozměrů s tolerancemi ±0,05 mm pro tloušťku a ±0,1 mm pro šířku.
Přesné výrobní procesy
CNC obrábění a automatizace
Moderní výroba přípojnic MCB využívá systémy CNC (Computer Numerical Control), které integrují tři základní operace:
- Řezání: Servopohonem poháněné střižné lisy řežou měděný/hliníkový materiál s přesností ±0,1 mm rychlostí až 120 řezů za minutu.
- Údery: Revolverové razníky vytvářejí montážní otvory a připojovací body pomocí nástrojů z tvrdokovu a dosahují polohové přesnosti ±0,02 mm.
- Ohýbání: Programovatelná hydraulická ramena vytvářejí složité geometrie s přesností úhlu ohybu ±0,5°.
Zavedení CNC strojů 3 v 1 zkracuje dobu seřízení o 70% ve srovnání s diskrétními systémy, zatímco algoritmy prediktivní údržby s podporou IoT snižují prostoje o 40%.
Izolace a nátěry
Po tváření se přípojnice povrchově upravují, aby se zlepšily jejich vlastnosti:
- Galvanické pokovování: Povlaky cínu nebo stříbra (tloušťka 5-20 µm) snižují kontaktní odpor na <10 µΩ a zároveň zabraňují oxidaci.
- Izolace: PVC nebo epoxidové zapouzdření pomocí extruzního povlaku se nanáší na izolační vrstvy o tloušťce 0,5-1,2 mm, dimenzované na dielektrickou pevnost 5000 V. Automatizované systémy vidění kontrolují rovnoměrnost povlaku rychlostí 200 snímků za sekundu a vylučují vady větší než 50 µm.
Zajištění kvality a testování
Ověřování elektrických parametrů
Každá přípojnice prochází přísným testováním:
- Současná nosnost: 24hodinové zátěžové testy při jmenovitém proudu 125% (např. 125 A u modelů C45) sledují nárůst teploty a udržují ΔT <50 °C.
- Kontaktní odpor: Čtyřkoncová měření Kelvinova typu ověřují odpor <50 µΩ u měděných a <85 µΩ u hliníkových variant.
- Zkratová odolnost: 10 kA poruchové proudy aplikované po dobu 100 ms ověřují tepelnou stabilitu bez deformace.
Mechanické a environmentální zkoušky
- Testování vibrací: Sinusové kmity 5-500 Hz simulují desetileté provozní zatížení podle normy IEC 61439-3.
- Odolnost proti korozi: 1000hodinové zkoušky solnou mlhou (ASTM B117) zajišťují degradaci povrchu <5%.
Udržitelné výrobní postupy
Efektivní využívání zdrojů
- Recyklace materiálů: Systémy s uzavřenou smyčkou získávají 98% měděného šrotu indukčním tavením, což snižuje spotřebu primárního materiálu o 35%.
- Zpětné získávání energie: Rekuperační pohony v CNC strojích získávají zpět 25% brzdné energie.
Inovace šetrné k životnímu prostředí
- Nanopovlaky: Izolace vylepšené grafenem zlepšují tepelnou vodivost o 300% a zároveň snižují spotřebu materiálu na polovinu.
- Odlehčení: Topologicky optimalizované konstrukce snižují hmotnost hliníkových přípojnic o 22%, aniž by došlo ke snížení ampérického výkonu.
Budoucí směry v technologii přípojnic MCB
Integrace inteligentní výroby
- Digitální dvojčata: Simulace procesu v reálném čase upravují parametry obrábění pomocí algoritmů AI/ML, což zvyšuje výtěžnost na 99,8%.
- Aditivní výroba: Laserová fúze v práškovém loži umožňuje komplexní vnitřní chladicí kanály, které zvyšují hustotu proudu o 40%.
Vývoj specifických aplikací
- Systémy napájení elektrických vozidel: Kapalinou chlazené přípojnice s integrovanými teplotními čidly podporují architektury 800 V při trvalém proudu 500 A.
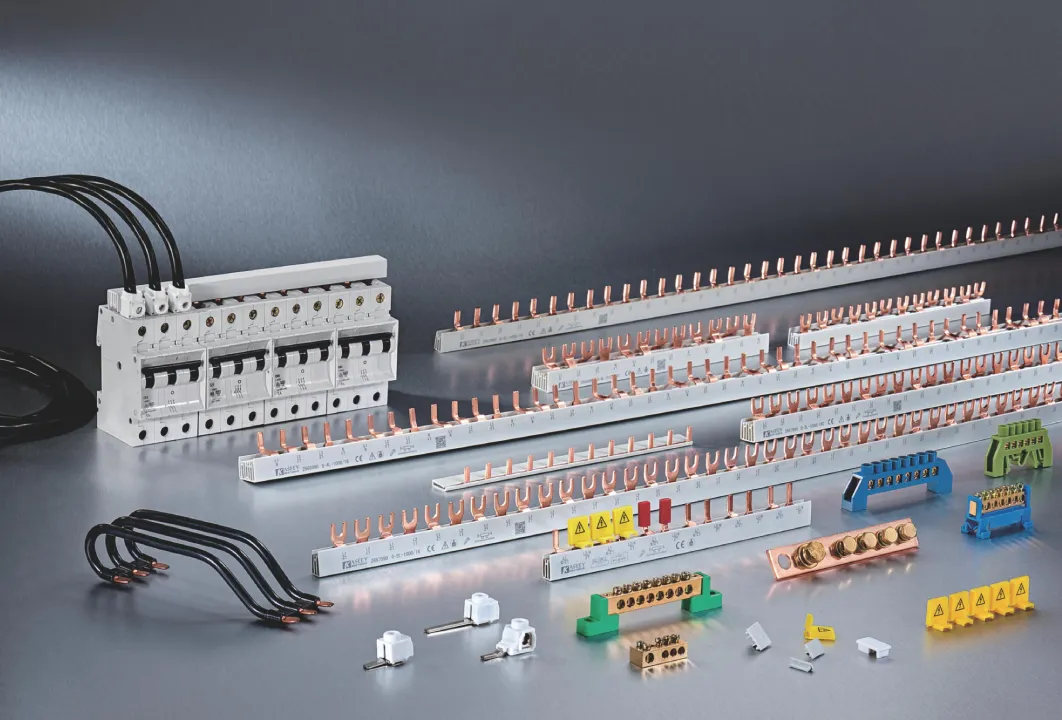
- Modulární konstrukce: Blokovací hřebenové sběrnice umožňují změnu konfigurace v terénu, což zkracuje dobu instalace o 60%.
Závěr
Vývoj výroby přípojnic MCB odráží širší trendy v elektrifikaci a udržitelném průmyslu. Od bimetalových kompozitů po výrobní linky řízené umělou inteligencí umožňují tyto pokroky splnit rostoucí požadavky na energetickou účinnost (zachování vodivosti 99,5% po dobu 20 let) a soulad s požadavky na ochranu životního prostředí. S tím, jak se zrychluje globální elektrifikace, budou pokračující inovace v oblasti vědy o materiálech a chytré výroby zajišťovat, aby se přípojnice MCB staly klíčovými součástmi v energetických sítích příští generace.
