
Přímá odpověď
Krimpování poskytuje vyšší spolehlivost než pájení v aplikacích s vysokými vibracemi, teplotními cykly a náročným prostředím. Zatímco pájení vytváří metalurgické spojení tepelným spojením, krimpování vytváří plynotěsný studený svar mechanickou kompresí – eliminuje tepelně ovlivněné zóny, zabraňuje křehnutí pájky a zachovává flexibilitu vodiče v místech namáhání. Průmyslové standardy včetně SAE/USCAR-21, IEC 60352-2 a IPC/WHMA-A-620 nařizují krimpované spoje pro automobilové a letecké aplikace, kde je 15letá životnost v extrémních podmínkách nezpochybnitelná.
Klíčové poznatky
Pochopení zásadních rozdílů mezi krimpováním a pájením je kritické pro spolehlivost elektrického systému. Krimpované spoje poskytují mechanickou pevnost řízenou plastickou deformací, vytvářejí vzduchotěsné spoje, které odolávají vnikání vlhkosti a oxidaci. Absence tepla eliminuje tepelné namáhání izolace vodiče a zabraňuje tvorbě křehkých intermetalických sloučenin. Naproti tomu pájené spoje zavádějí tuhou přechodovou zónu, kde se pružný vodič setkává se ztuhlou pájkou – notoricky známé místo selhání při vibracích. Moderní automobilové a průmyslové standardy se do značné míry vzdaly pájení ve prospěch krimpování pro výrobní svazky, protože si uvědomují, že správně krimpované terminály trvale překonávají pájené spoje v testech tažné síly, odolnosti proti teplotním šokům a dlouhodobé trvanlivosti.
Proč záleží na metodě připojení: Skryté náklady na selhání
Spolehlivost připojení přímo určuje výkon na úrovni systému v elektrických sestavách. Když kabelový svazek slouží jako cesta pro přenos energie a signálu, jakákoli slabost připojení se šíří do katastrofálního selhání systému. Volba mezi krimpováním a pájením není pouze výrobní preference – je to inženýrské rozhodnutí s měřitelnými důsledky pro životnost produktu, náklady na záruku a dodržování bezpečnostních předpisů.
Pájení dominovalo montáži elektroniky po celá desetiletí, zejména v aplikacích s obvodovými deskami, kde komponenty zůstávají stacionární. Stejný proces tepelného spojování, který dobře funguje pro stopy PCB, se však stává nevýhodou u spojů vodič-terminál vystavených mechanickému namáhání. Zásadní problém spočívá v materiálové vědě: pájka vytváří křehkou intermetalickou zónu, která nemůže kompenzovat rozdílný pohyb mezi tuhými terminály a pružnými vodiči.
Moderní elektrické systémy vyžadují spoje, které přežijí 100 000+ teplotních cyklů, odolají vibračním frekvencím přesahujícím 2000 Hz a udrží kontaktní odpor pod 1 miliohm po celou dobu své životnosti. Tyto požadavky přivedly automobilové OEM, výrobce leteckého průmyslu a výrobce průmyslových zařízení ke krimpování jako primární metodě zakončení. Pochopení toho, proč krimpování překonává pájení, vyžaduje prozkoumání fyziky každého typu připojení a jejich chování v reálných stresových podmínkách.

Krimpování vs. Pájení: Technické srovnání
Mechanické a elektrické vlastnosti krimpovaných versus pájených spojů odhalují, proč průmyslové standardy upřednostňují krimpování pro náročné aplikace. Následující srovnání zkoumá kritické parametry výkonu, které přímo ovlivňují spolehlivost připojení a životnost.
| Faktor výkonu | Krimpování (bez pájení) | Pájení |
|---|---|---|
| Mechanismus připojení | Mechanická komprese vytvářející plynotěsný studený svar | Metalurgické spojení tepelným spojením |
| Teplota procesu | Okolní (bez použití tepla) | 183-450°C v závislosti na slitině pájky |
| Tepelně ovlivněná zóna | Žádná – izolace zůstává neporušená | Riziko tepelného poškození izolace vodiče a sousedních komponent |
| Odolnost proti vibracím | Vynikající – zachovává flexibilitu v místech namáhání | Špatná – tuhá pájka vytváří koncentraci napětí a únavové trhliny |
| Teplotní cyklický výkon | Vynikající – kompenzuje rozdílnou roztažnost | Zhoršená – rekrystalizace pájky a růst intermetalických sloučenin |
| Kontaktní odpor | 0,5-1,0 miliohm (stabilní v průběhu času) | Zpočátku nízký, ale zvyšuje se s oxidací a tepelným stárnutím |
| Udržení tažné síly | Udržuje 90%+ pevnosti v tahu vodiče | Časem slábne v důsledku tečení pájky a zpevňování za studena |
| Odolnost proti vlhkosti | Plynotěsné těsnění zabraňuje oxidaci | Zbytky tavidla přitahují vlhkost; kapilární vzlínání mezi prameny |
| Opakovatelnost procesu | Vysoce konzistentní se správnými nástroji a kontrolou kvality | Proměnlivá – závisí na dovednostech operátora, regulaci teploty, době prodlevy |
| Metoda kontroly | Vizuální kontrola a rozměrové měření (výška/šířka krimpování) | Pouze vizuální – vnitřní dutiny a studené spoje jsou neviditelné |
| Možnost přepracování | Vyžadována výměna terminálu | Lze znovu pájet (s rizikem degradace) |
| Schválení pro automobilový/letecký průmysl | Vyžadováno normami SAE/USCAR-21, AS7928, IEC 60947-4-1 | Zakázáno pro výrobní svazky podle IPC/WHMA-A-620 |
| Investice do vybavení | Střední – vyžaduje kalibrované krimpovací nástroje a matrice | Nízká – pro malosériové práce postačí základní páječka |
| Doba cyklu (na připojení) | 2-5 sekund (ruční); <1 second (automated) | 10-30 sekund včetně ohřevu, chlazení, kontroly |
| Dopad na životní prostředí | Žádné výpary, tavidlo nebo expozice olovu | Vyžaduje odsávání výparů; bezolovnaté alternativy pájky jsou obtížnější |
Fyzika krimpovaných spojů: Proč funguje studené svařování
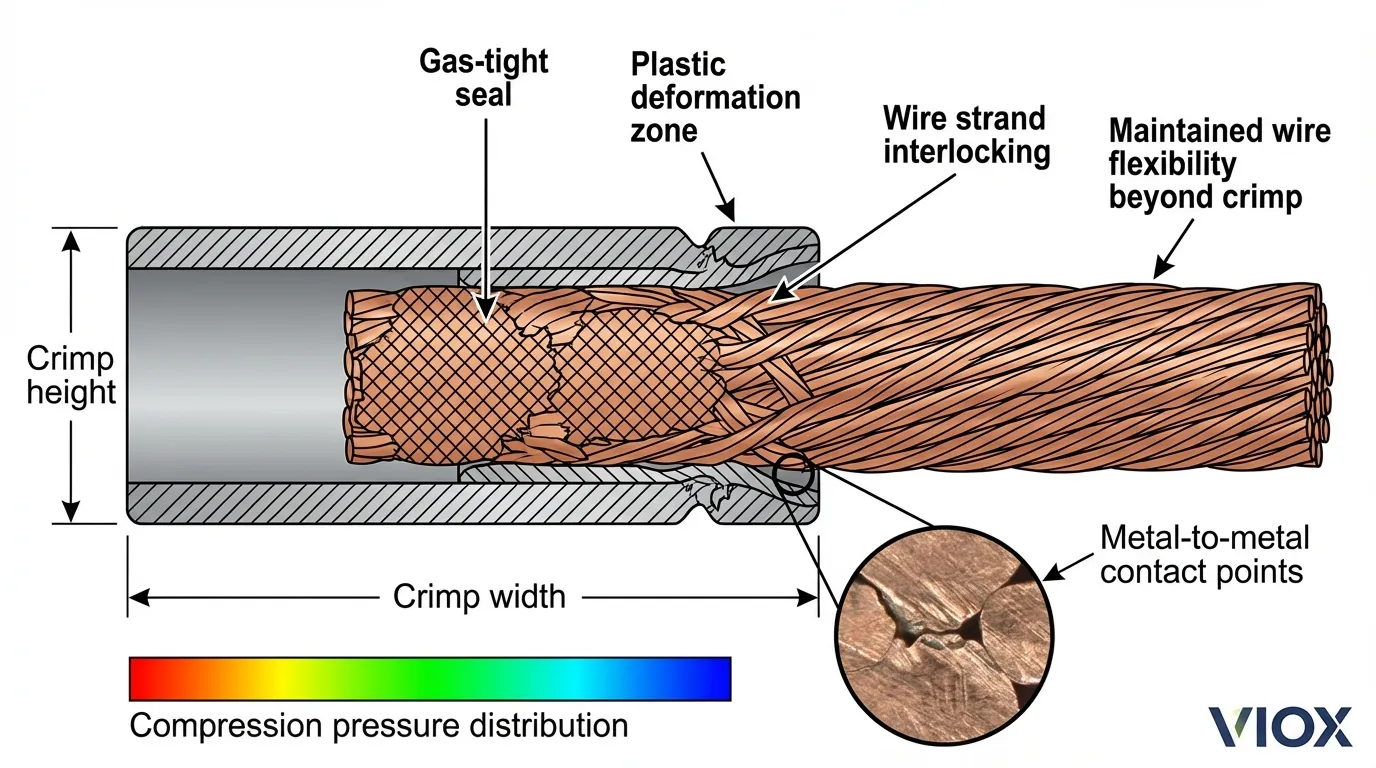
Krimpování dosahuje elektrické kontinuity řízenou plastickou deformací spíše než tepelným spojením. Když krimpovací matrice stlačí objímku terminálu kolem vodiče, probíhají současně tři odlišné fyzikální procesy: mechanické propletení pramenů vodiče uvnitř dutiny terminálu, elastická deformace materiálu terminálu i měděných vodičů vytvářející sílu zpětného pružení a tvorba kontaktních bodů kov-kov, kde se vrstvy oxidů lámou pod tlakem komprese.
Výsledné spojení vykazuje charakteristiky studeného svaru – procesu spojování v pevném stavu, kde dostatečný tlak způsobuje adhezi na atomové úrovni mezi čistými kovovými povrchy. Na rozdíl od svařování tavením nebo pájení nevyžaduje studené svařování žádný přívod tepla a nevytváří žádné intermetalické sloučeniny ani tepelně ovlivněné zóny. Pružnost objímky terminálu umožňuje spojení kompenzovat rozdíly v tepelné roztažnosti mezi vodičem a terminálem při zachování konstantního kontaktního tlaku.
Pro úspěch krimpování je zásadní dosažení správného kompresního poměru – vztahu mezi konečnou stlačenou výškou objímky terminálu a průřezovou plochou vodiče. Průmyslové standardy specifikují kompresní poměry mezi 15-20% pro automobilové aplikace, s přísnějšími tolerancemi požadovanými pro letecké a vojenské specifikace. Nedokrimpování má za následek nedostatečný kontaktní tlak a vysoký odpor; překrimpování způsobuje lámání pramenů vodiče a sníženou tažnou sílu. Moderní krimpovací nástroje zahrnují monitorování síly a ověření výšky krimpování, aby bylo zajištěno, že každé spojení splňuje specifikace.
Proč pájené spoje selhávají při namáhání
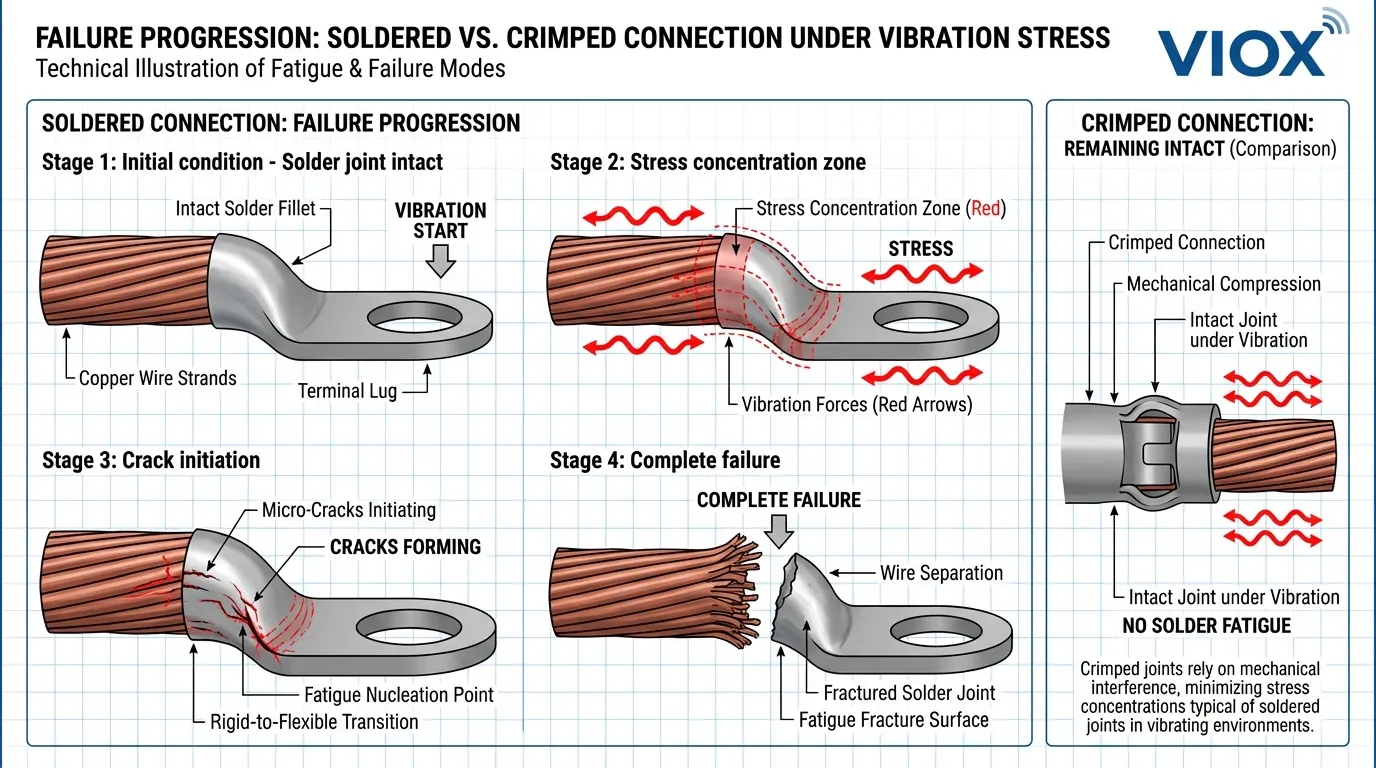
Zásadní slabina pájených drátových spojů pramení z nesouladu materiálových vlastností mezi pružnými měděnými vodiči a tuhými slitinami pájky. Pájka – ať už tradiční cín-olovo (Sn60/Pb40) nebo moderní bezolovnaté složení (SAC305, Sn96.5/Ag3.0/Cu0.5) – tuhne do krystalické struktury s omezenou tažností. Když pájený vodič zažívá vibrace nebo ohyb, napětí se koncentruje přesně v bodě zakončení pájky, kde se tuhý kov setkává s pružným lankovým vodičem.
Tato koncentrace napětí iniciuje únavové trhliny, které se šíří pájeným spojem s každým vibračním cyklem. Metalurgická analýza selhaných pájených spojů trvale odhaluje iniciaci trhlin na rozhraní pájka-vodič, postupující přes matrici pájky, dokud nedojde k úplnému oddělení. Režim selhání je předvídatelný a dobře zdokumentovaný ve zprávách o analýze selhání v automobilovém a leteckém průmyslu.
Tepelné cyklování urychluje degradaci pájeného spoje prostřednictvím několika mechanismů. Rozdílná tepelná roztažnost mezi měděným vodičem (16,5 ppm/°C), slitinou pájky (22-25 ppm/°C) a materiály terminálu vytváří smykové napětí na rozhraních. Opakované cykly ohřevu a chlazení podporují rekrystalizaci pájky – metalurgický proces, při kterém se hranice zrn reorganizují, zvyšují křehkost a snižují odolnost proti únavě. Bezolovnaté pájky vykazují obzvláště špatný výkon při tepelném cyklování ve srovnání s tradičními slitinami cín-olovo, přičemž některé slitiny SAC vykazují 50% snížení únavové životnosti při zrychleném testování.
Mezi další mechanismy selhání patří vzlínání pájky – kde roztavená pájka proudí mezi prameny vodiče kapilárním působením, čímž vytváří tuhou zónu rozšiřující se několik milimetrů za zamýšlený spoj. Tato vzlínající oblast eliminuje flexibilitu vodiče a vytváří rozšířenou zónu koncentrace napětí. Zbytky tavidla, pokud nejsou řádně vyčištěny, přitahují vlhkost a podporují elektrochemickou korozi. V prostředích pod kapotou automobilu, kde se teploty běžně pohybují od -40 °C do +150 °C, pájené spoje zřídka přežijí déle než 5-7 let, než vykazují zvýšený odpor nebo občasné poruchy.
Průmyslové standardy: Proč předpisy nařizují krimpování
Automobilový a letecký průmysl fungují podle přísných standardů kvality, které výslovně zakazují pájení pro zakončení vodičů ve výrobních kabelových svazcích. Specifikace SAE/USCAR-21 – vyvinutá společně významnými výrobci automobilů včetně Ford, GM, Stellantis a mezinárodními partnery – definuje požadavky na výkonnost krimpovaných elektrických kontaktů v automobilových aplikacích. Tento standard nařizuje, aby krimpované spoje vydržely 15 let nebo 150 000 mil provozu za podmínek zahrnujících teplotní cyklování od -40 °C do +125 °C, vibrační testování v několika frekvenčních pásmech a vystavení automobilovým kapalinám, solnému roztoku a vlhkosti.
Standard IPC/WHMA-A-620, který upravuje požadavky na montáž kabelů a kabelových svazků, výslovně uvádí v oddíle 9.3, že “pájení krimpovacích kontaktů není přijatelné”, protože maskuje špatné krimpování a zavádí tepelné namáhání. Tento zákaz odráží desetiletí údajů o poruchách v terénu, které ukazují, že pájené krimpované spoje fungují hůře než správně provedené mechanické krimpované spoje samotné. Standard vyžaduje vizuální kontrolní kritéria, rozměrové ověření výšky a šířky krimpování a testování tahem pro ověření integrity spoje.
Letecké aplikace se řídí ještě přísnějšími požadavky podle AS7928 (dříve MIL-T-7928), který specifikuje krimpování vodičů a kabelů pro elektrické systémy letadel. Tyto specifikace uznávají, že poruchy spojů v systémech kritických pro let mají katastrofální následky, takže spolehlivost je nezpochybnitelná. Krimpovací nástroje používané v leteckých aplikacích musí být kalibrovány ročně a každý krimpovaný spoj prochází zdokumentovanou kontrolou se sledovatelností ke konkrétnímu nástroji, operátorovi a šarži použitých kontaktů.
Kontrola kvality krimpování: Kritické parametry
Dosažení spolehlivých krimpovaných spojů vyžaduje přesnou kontrolu tří vzájemně závislých proměnných: výšky krimpování, šířky krimpování a poměru zhutnění vodiče. Výška krimpování – měřená v komprimovaném rozměru objímky kontaktu kolmo k ose vodiče – přímo určuje kontaktní tlak a pevnost v tahu. Specifikace obvykle definují tolerance výšky krimpování v rozmezí ±0,05 mm pro automobilové kontakty, s přísnějšími tolerancemi požadovanými pro menší průřezy vodičů a kritické aplikace.
Měření šířky krimpování ověřuje, že se křídla kontaktu správně ohnula kolem vodiče bez nadměrné deformace nebo praskání. Specifikace šířky se liší podle konstrukce kontaktu, ale obecně vyžadují, aby si krimpovaná objímka zachovala strukturální integritu bez trhlin nebo lomů, které by mohly ohrozit plynotěsné těsnění. Vizuální kontrola pod zvětšením (10-30x) odhalí povrchové vady včetně neúplné komprese, praskání kontaktu nebo vyčnívání pramene vodiče.
Nejdůležitějším ukazatelem kvality je testování tahem – destruktivní test, který měří sílu potřebnou k oddělení kontaktu od vodiče. Standardy specifikují minimální tahové síly na základě průřezu vodiče, s hodnotami v rozmezí od 15 Newtonů pro vodič 24 AWG do 400+ Newtonů pro vodiče 10 AWG. Správné krimpování obvykle dosahuje 90-95 % jmenovité pevnosti vodiče v tahu, což znamená, že se samotný vodič přetrhne dříve, než se krimpování uvolní. Tahové testování musí být prováděno při kontrolovaných rychlostech (50-250 mm/minutu podle USCAR-21), aby byly zajištěny konzistentní výsledky.
Metody statistické kontroly procesu (SPC) sledují trendy kvality krimpování v průběhu výrobních sérií a identifikují opotřebení nástroje, nesouosost matrice nebo odchylky v technice operátora dříve, než způsobí spoje mimo specifikaci. Moderní automatizované krimpovací systémy zahrnují in-line monitorování síly, které měří skutečnou krimpovací sílu a označí jakýkoli spoj mimo přijatelné parametry pro okamžité přepracování.

Průvodce aplikací: Kdy použít kterou metodu
Navzdory výhodám krimpování pro výrobní svazky a aplikace s vysokou spolehlivostí zůstává pájení vhodné pro specifické případy použití. Montáž desek plošných spojů, zejména pro průchozí komponenty a přepracování povrchové montáže, těží z pájení, které umožňuje vytvářet trvalé spoje na pevných substrátech, kde je vibrační namáhání minimální. Vývoj prototypů a laboratorní testování často používají pájené spoje pro jejich snadnou modifikaci a minimální požadavky na nástroje.
Krimpování se stává povinným v automobilových kabelových svazcích, leteckých elektrických systémech, průmyslových ovládacích panelech a v jakékoli aplikaci, kde spoje zažívají vibrace, teplotní cyklování nebo drsné prostředí. Investice do správných krimpovacích nástrojů – od 200 USD za ruční ráčnové krimpovací kleště po 50 000+ USD za automatizované krimpovací stroje – se vyplácí prostřednictvím snížených nároků na záruku, zlepšené spolehlivosti systému a souladu s průmyslovými standardy. Pro související informace o výběru vhodné ochrany obvodů pro krimpované spoje si prohlédněte našeho průvodce výběrem jističů pro průmyslové panely. Námořní a venkovní aplikace těží zejména z odolnosti krimpování proti vlhkosti. Plynotěsné těsnění vytvořené správnou kompresí zabraňuje vniknutí vody a následné elektrochemické korozi, která rychle degraduje pájené spoje ve vlhkém prostředí nebo prostředí se solným roztokem. V kombinaci s teplem smrštitelnými trubkami nebo environmentálními těsnicími botkami dosahují krimpované kontakty úrovně ochrany IP67/IP68 vhodné pro ponorné aplikace..
Aplikace s vysokým proudem (>10 ampér) univerzálně vyžadují krimpované spoje kvůli vynikající proudové zatížitelnosti a nižšímu kontaktnímu odporu. Více kontaktních bodů vytvořených stlačenými prameny vodiče distribuuje proud efektivněji než pájené spoje, snižuje lokalizované zahřívání a zlepšuje dlouhodobou stabilitu. Pro pokyny k správnému dimenzování vodičů a výpočtům proudové zatížitelnosti se podívejte na našeho průvodce dimenzováním kabelů.
Náš inženýrský tým poskytuje komplexní podporu pro optimalizaci návrhu spojů, včetně výběru kontaktů, specifikace krimpovacích nástrojů a vývoje protokolů kontroly kvality. Udržujeme interní testovací kapacity pro ověření tahem, teplotní cyklování, vibrační testování a simulaci environmentálního vystavení – zajišťujeme, že každý produkt poskytuje zdokumentovanou spolehlivost za reálných provozních podmínek.
Pro aplikace vyžadující zakázkové návrhy kontaktů, nestandardní průřezy vodičů nebo specializované environmentální těsnění nabízí VIOX rychlé prototypování a malosériovou výrobu. Náš systém řízení kvality udržuje plnou sledovatelnost od certifikace surovin až po finální kontrolu a poskytuje dokumentaci požadovanou pro letecké, lékařské a bezpečnostně kritické aplikace. Zjistěte více o našich řešeních svorkovnic a možnostech průmyslových konektorů.
Obrázek 5: Přesné měděné kontakty a krimpované drátové sestavy VIOX Electric s profesionálními krimpovacími nástroji a certifikacemi kvality.
Otázka: Mohu po krimpování vodič zapájet pro větší pevnost? Odpověď: Ne – tato praxe je výslovně zakázána standardy IPC/WHMA-A-620 a automobilovými standardy. Pájení po krimpování neposkytuje žádný přínos pro pevnost, protože krimpování již vytvořilo maximální kontakt. Přidaná pájka ve skutečnosti zhoršuje výkon tím, že zavádí tepelné namáhání, maskuje špatné krimpování během kontroly a vytváří křehkou zónu. Pokud je krimpování provedeno správně, pájka nic nepřidává; pokud je krimpování vadné, pájka problém zakryje, dokud nedojde k poruše v terénu. a Otázka: Jak poznám, zda můj krimpovací nástroj vytváří dobré spoje?.

Často Kladené Otázky
Otázka: Jaké velikosti vodičů lze krimpovat versus pájet?
Odpověď: Krimpování umožňuje velikosti vodičů od 30 AWG (0,05 mm²) do 4/0 AWG (107 mm²) a větší s vhodnými kontakty a nástroji. Pájení se stává stále obtížnějším a nespolehlivějším nad 12 AWG kvůli problémům s odvodem tepla a velké tuhé zóně, která vzniká. Pro aplikace s vysokým proudem jsou standardní praxí krimpované spoje s mechanickými upevňovacími prvky (šroubované koncovky).
Otázka: Jsou krimpované spoje vhodné pro prostředí s vysokými vibracemi, jako je automobilový nebo letecký průmysl?
Odpověď: Ano – krimpované spoje jsou speciálně navrženy pro aplikace s vysokými vibracemi a jsou nařízeny automobilovými (USCAR-21) a leteckými (AS7928) standardy právě proto, že překonávají pájené spoje při vibračním namáhání. Udržovaná flexibilita v přechodu krimpování na vodič zabraňuje únavovým poruchám, které trápí pájené spoje. Pro související informace o ochraně obvodů odolné proti vibracím si prohlédněte našeho průvodce výběrem jističů. Otázka: Jak dlouho vydrží krimpované spoje ve srovnání s pájenými spoji?, Odpověď: Správně provedené krimpované spoje v automobilových aplikacích jsou navrženy pro životnost 15+ let (podle požadavků testování USCAR-21) včetně vystavení teplotnímu cyklování, vibracím, vlhkosti a chemickému vystavení. Pájené spoje v podobných prostředích obvykle začínají vykazovat degradaci během 5-7 let. V neškodných prostředích (klimatizované, bez vibrací) mohou obě metody vydržet desetiletí, i když krimpování stále nabízí vynikající dlouhodobou stabilitu kontaktního odporu.
Otázka: Jaký je rozdíl mezi izolovanými a neizolovanými krimpovacími kontakty?
Odpověď: Izolované kontakty obsahují plastovou objímku, která poskytuje odlehčení od tahu a elektrickou izolaci, vhodné pro obecné kabelové aplikace. Neizolované (holé) kontakty nabízejí vyšší proudovou zatížitelnost a jsou preferovány pro vysokoproudé spoje nebo když bude použita zakázková teplem smrštitelná trubice. Požadavky na kvalitu krimpování jsou identické; volba závisí na požadavcích aplikace a na tom, zda je potřeba dodatečné environmentální těsnění. Pro pokyny k výběru kontaktů si prohlédněte našeho průvodce porovnáním svorkovnic.
Závěr: Inženýrská spolehlivost prostřednictvím správného návrhu spojů
Debata mezi krimpováním a pájením se nakonec omezuje na požadavky aplikace a priority výkonu. Pro výrobní kabelové svazky, automobilové systémy, letecké aplikace a jakékoli prostředí zahrnující vibrace, teplotní cyklování nebo drsné vystavení poskytuje krimpování prokazatelně vynikající spolehlivost podpořenou desetiletími údajů z terénu a kodifikovanou v mezinárodních standardech. Počáteční investice do správných krimpovacích nástrojů a školení se okamžitě vyplácí prostřednictvím snížených poruchovostí, zjednodušené kontroly kvality a souladu s průmyslovými požadavky. Pájení si zachovává své místo v montáži elektroniky pro spoje desek plošných spojů a aplikace, kde je mechanické namáhání minimální. Nicméně, myšlenka, že pájené spoje vodič-kontakt nabízejí vynikající spolehlivost, byla důkladně vyvrácena jak laboratorním testováním, tak analýzou poruch v terénu. Moderní návrh elektrických systémů uznává, že integrita spojů určuje celkovou spolehlivost systému – což činí volbu metody zakončení kritickým inženýrským rozhodnutím spíše než záležitostí osobních preferencí nebo tradice., Společnost VIOX Electric je připravena podpořit vaše požadavky na návrh spojů s přesně vyrobenými kontakty, zakázkovými krimpovacími řešeními a inženýrskými odbornými znalostmi podpořenými komplexním testováním a zajištěním kvality. Ať už navrhujete automobilové svazky, průmyslové ovládací systémy nebo instalace obnovitelné energie, správná technologie spojů zajistí, že vaše produkty poskytnou spolehlivost, kterou vaši zákazníci požadují. Kontaktujte náš inženýrský tým a prodiskutujte své specifické požadavky na aplikaci a zjistěte, jak mohou krimpovací řešení VIOX eliminovat poruchy související se spoji ve vašich elektrických systémech.
Pro další technické zdroje o návrhu elektrických systémů a výběru komponentů si prohlédněte naše komplexní průvodce výpočty dimenzování vodičů a návrhem průmyslových panelů.
Profesionální srovnání krimpovacího nástroje a pájecí stanice v elektrickém výrobním závodě zobrazující metody zakončení vodičů.
Technický řezový diagram ilustrující vnitřní strukturu a kompresní zóny správně krimpovaného elektrického kontaktního spoje
Technický diagram ilustrující progresivní fáze selhání pájeného drátového spoje při vibračním namáhání ve srovnání s krimpovaným spojem Kontrolní stanice kvality zobrazující přesné měření a testování tahem krimpovaných elektrických kontaktů v profesionální laboratoři.
Přesné měděné kontakty a krimpované drátové sestavy VIOX Electric s profesionálními krimpovacími nástroji a certifikacemi kvality
Porovnejte krimpování vs. pájení pro zakončení vodičů. Zjistěte, proč automobilové a letecké standardy (USCAR-21, IPC-620) nařizují bezpájené spoje pro maximální spolehlivost v drsných prostředích.
Soldering retains its place in electronics assembly for circuit board connections and applications where mechanical stress is minimal. However, the notion that soldered wire-to-terminal connections offer superior reliability has been thoroughly disproven by both laboratory testing and field failure analysis. Modern electrical system design recognizes that connection integrity determines overall system reliability—making the choice of termination method a critical engineering decision rather than a matter of personal preference or tradition.
VIOX Electric stands ready to support your connection design requirements with precision-manufactured terminals, custom crimping solutions, and engineering expertise backed by comprehensive testing and quality assurance. Whether you’re designing automotive harnesses, industrial control systems, or renewable energy installations, proper connection technology ensures your products deliver the reliability your customers demand. Contact our engineering team to discuss your specific application requirements and discover how VIOX crimping solutions can eliminate connection-related failures in your electrical systems.
For additional technical resources on electrical system design and component selection, explore our comprehensive guides on ochrana obvodu, wire sizing calculationsa industrial panel design.
