
ما الذي يميز تصنيع الخزائن الصناعية؟
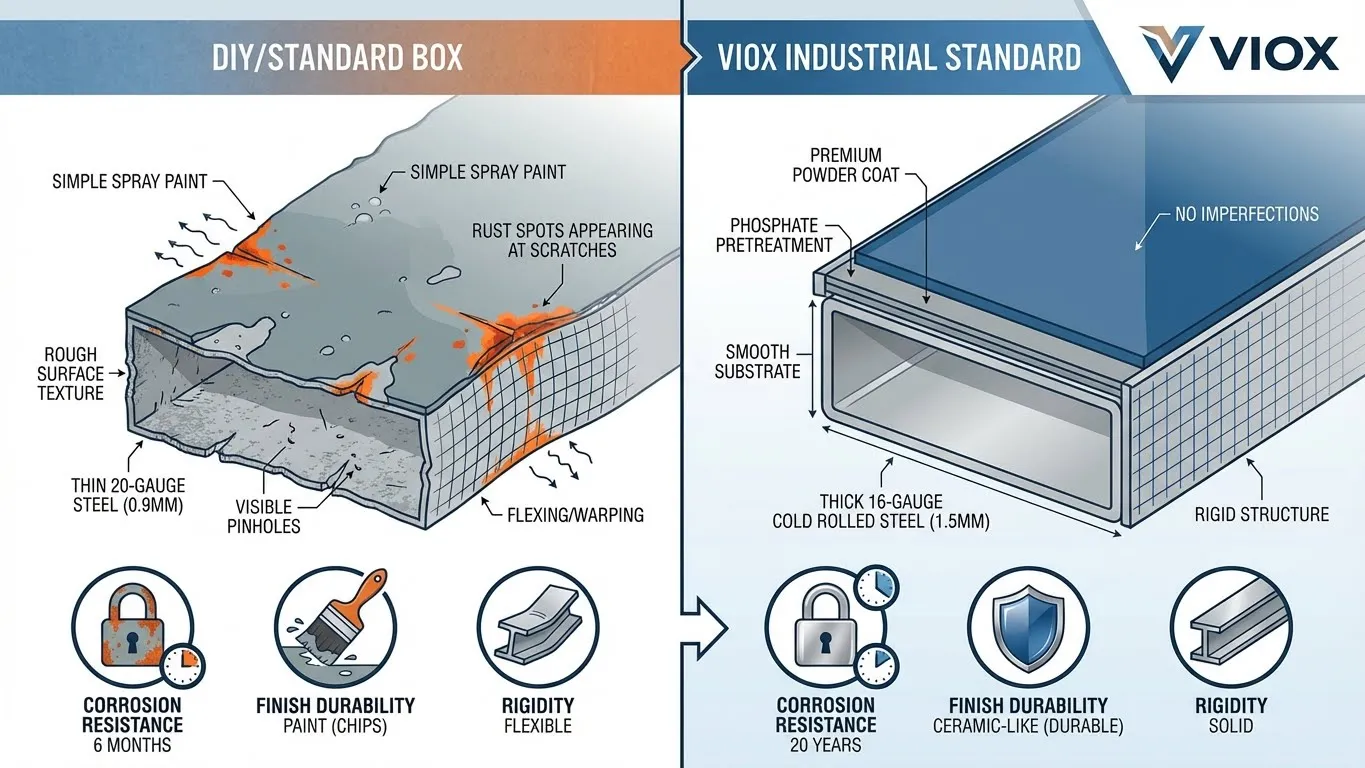
مرر ظفرك على صندوق توصيل من متجر للأدوات. ستشعر بأنه معدن مطلي ويصدر صدى عند النقر عليه. الآن المس خزانة صناعية من مصنعين مثل VIOX أو Rittal أو Hoffman. ستشعر أن السطح ناعم كالسيراميك، ويصدر النقر عليه صوتًا مكتومًا وصلبًا. هذا الاختلاف الملموس يكشف عن حقيقة أساسية: تصنيع الخزائن الصناعية لا يتعلق بثني المعدن ووضع الطلاء - بل هو هندسة نظام دفاع كامل ضد التآكل مصمم لحماية المعدات الكهربائية الحيوية لعقود.
يحدد جودة تصنيع الخزائن ما إذا كانت البنية التحتية الكهربائية الخاصة بك ستستمر لمدة 20 عامًا أو ستفشل في غضون أشهر. يكمن الفرق في ثلاث مراحل تصنيع حاسمة: اختيار المادة الأساسية، والمعالجة الكيميائية المسبقة، وتطبيق الطلاء الحراري. يساعد فهم هذه العمليات المهندسين ومديري المرافق ومحترفي المشتريات على تحديد الخزائن التي تقدم قيمة حقيقية طويلة الأجل بدلاً من الاقتصاد الزائف.

الأساس: اختيار مادة الفولاذ الأساسية في تصنيع الخزائن
الفولاذ المدلفن على البارد مقابل الفولاذ المدلفن على الساخن
تشكل مادة الفولاذ الأساسية أساس أي خزانة كهربائية. لا يوفر كل الفولاذ أداءً متساويًا، ويضمن اختيار المادة الخاطئة فشلًا مبكرًا بغض النظر عن المعالجة اللاحقة.
| الممتلكات | الفولاذ المدلفن على البارد (CRS) | الفولاذ المدلفن على الساخن (HRS) |
|---|---|---|
| تشطيب السطح | أملس وموحد وخالٍ من القشور | خشن مع قشور المطحنة (أكسيد الحديد) |
| التفاوت الأبعاد | ±0.001 بوصة (تفاوت ضيق) | ±0.015 بوصة (تفاوت فضفاض) |
| قشور المطحنة | لا يوجد (تتم معالجته في درجة حرارة الغرفة) | موجود (يتطلب الإزالة) |
| التصاق الطلاء | ممتاز (سطح نظيف) | ضعيف (تخلق القشور رابطة ضعيفة) |
| التكلفة النسبية | أعلى بنسبة 15-25% | تكلفة أساسية أقل |
| التطبيقات النموذجية | الخزائن الصناعية، الأجزاء الدقيقة | الفولاذ الهيكلي، البناء |
| الكثافة | أعلى (هيكل مضغوط) | أقل (معالجة أقل) |
يخضع الفولاذ المدلفن على البارد للضغط في درجة حرارة الغرفة، مما يخلق هيكلًا جزيئيًا أكثر كثافة مع ثبات أبعاد فائق. تزيل هذه العملية قشور أكسيد الحديد التي تتشكل أثناء الدرفلة على الساخن في درجات حرارة تتجاوز 1700 درجة فهرنهايت. يوفر السطح الخالي من القشور التصاقًا مثاليًا للمعالجة الكيميائية المسبقة والطلاء بالمسحوق - وهو المفتاح لمقاومة التآكل على المدى الطويل.
مقياس الفولاذ: فهم معايير السماكة
يؤثر مقياس الفولاذ بشكل مباشر على صلابة الخزانة وقدرة التركيب والمتانة الإجمالية. تنثني المقاييس الرقيقة تحت الحمل، مما يتسبب في اختلال محاذاة الباب وفشل ختم الحشية.
| المقياس | السُمك (مم) | السماكة (بالبوصة) | الوزن (رطل/قدم مربع) | تصنيف الصلابة | التطبيقات النموذجية | ملاءمة NEMA |
|---|---|---|---|---|---|---|
| مقياس 20 | 0.91 مم | 0.036″ | 1.50 | منخفضة | صناديق التوصيل السكنية، الخدمة الخفيفة | NEMA 1 فقط |
| مقياس 16 | 1.52 مم | 0.060″ | 2.50 | متوسط-عالي | التثبيت على الحائط الصناعي، لوحات التحكم | NEMA 1، 3R، 4، 12 |
| مقياس 14 | 1.90 مم | 0.075″ | 3.13 | عالية | الخزائن الأرضية، المعدات الثقيلة | جميع أنواع NEMA |
| مقياس 12 | 2.66 مم | 0.105″ | 4.38 | عالية جداً | مراكز التحكم الصناعية، في الهواء الطلق | NEMA 3R، 4X |
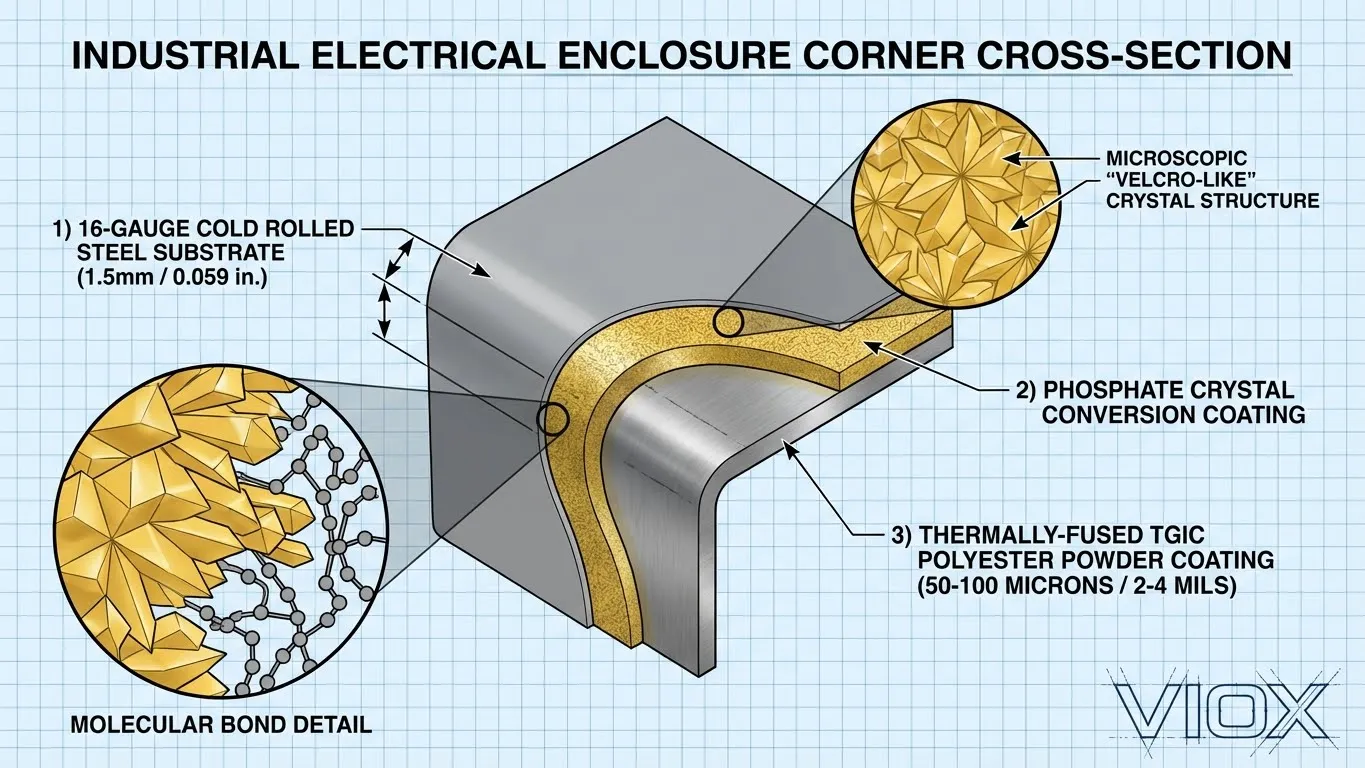
تحدد مواصفة VIOX القياسية الفولاذ المدلفن على البارد عيار 16 للخزائن المثبتة على الحائط وعيار 14 للوحدات الأرضية. يضمن ذلك صلابة كافية لمنع انثناء اللوحة عند تركيب قضبان DIN الثقيلة أو المحولات أو وحدات التحكم في المحركات. تبدو الخزانة عيار 20 وكأنها صينية خبز رخيصة عند ضربها؛ ينتج عيار 16 صوتًا مكتومًا وصلبًا لباب السيارة - وهو مؤشر جودة مسموع.
الفسفتة الكيميائية: خطوة الجودة المخفية
تمثل الفسفتة الخطوة الأكثر أهمية ولكنها الأقل وضوحًا في تصنيع الخزائن. تحدد عملية التحويل الكيميائي هذه ما إذا كان الطلاء بالمسحوق يلتصق بشكل دائم أو يتقشر على شكل صفائح في غضون أشهر.
كيف يعمل طلاء التحويل بالفوسفات
تتضمن الفسفتة غمر الفولاذ النظيف في محلول مخفف من حمض الفوسفوريك يحتوي على أيونات معدنية (الحديد أو الزنك أو المنغنيز). يحفر الحمض سطح الفولاذ بينما يقوم في الوقت نفسه بترسيب طبقة فوسفات بلورية من خلال تفاعل كيميائي متحكم فيه.
تحدث العملية في مراحل متعددة:
- التنظيف القلوي: يزيل الزيوت والشحوم والملوثات
- التنشيط الحمضي: يجهز السطح لترسيب الفوسفات
- تحويل الفوسفات: يشكل طلاء بلوري (عادةً 5-20 دقيقة)
- الشطف اللاحق: يزيل المواد الكيميائية المتبقية
- تطبيق الختم: ختم اختياري لتعزيز مقاومة التآكل
أنواع طلاءات الفوسفات
| النوع | وزن الطلاء | الاستخدام الأساسي | مقاومة التآكل | التكلفة النسبية | التركيب البلوري |
|---|---|---|---|---|---|
| فوسفات الحديد | 50-150 ملجم/قدم مربع | قاعدة الطلاء، تحضير طلاء المسحوق | جيد | منخفضة | غير متبلور (غير بلوري) |
| فوسفات الزنك | 100-3000 ملجم/قدم مربع | الحماية من التآكل، قاعدة الطلاء | ممتاز | متوسط | بلوري (إبري) |
| فوسفات المنغنيز | 1000-4000 ملجم/قدم مربع | مقاومة التآكل، منع الاحتكاك | جيد جدًا | عالية | بلوري (كثيف) |
يعتبر فوسفات الحديد المعيار الصناعي للمعالجة المسبقة لتصنيع العلب لأنه يعمل بفعالية على الفولاذ والأسطح المجلفنة والألومنيوم مع توليد الحد الأدنى من النفايات الخطرة. يوفر وزن الطلاء من 50-150 ملجم/قدم مربع “خشونة” كافية لالتصاق طلاء المسحوق دون تراكم مفرط.
تخلق بلورات الفوسفات “تأثير الفيلكرو” المجهري - ملايين الخطافات البلورية التي تلتصق ميكانيكيًا بطلاء المسحوق. والأهم من ذلك، يمنع طلاء الفوسفات تقويض الصدأ. عندما يتعرض طلاء المسحوق للخدش حتى المعدن العاري، يسمح الفولاذ غير المعالج بالفوسفات للصدأ بالزحف تحت الطلاء المحيط. يوقف طلاء الفوسفات هذا الانتشار الجانبي للتآكل، ويحتوي الضرر على الخدش نفسه.
طلاء المسحوق: تقنية الاندماج الحراري
لا تستخدم العلب الصناعية الطلاء - بل تستخدم طلاء المسحوق الكهروستاتيكي، وهي تقنية مختلفة جوهريًا تخلق غلافًا بوليمريًا متشابكًا كيميائيًا.
عملية طلاء المسحوق الكهروستاتيكي
- تطبيق المسحوق: يتم رش جزيئات البوليمر المشحونة كهروستاتيكيًا (50-100 ميكرون) على المعدن المؤرض. تخلق الشحنات المعاكسة جاذبية مغناطيسية، وتغطي حتى الأشكال الهندسية المعقدة.
- المعالجة الحرارية: تدخل العلبة المطلية فرن الحمل الحراري عند 160-200 درجة مئوية (320-392 درجة فهرنهايت) لمدة 10-20 دقيقة.
- التشابك الجزيئي: تعمل الحرارة على إذابة المسحوق وتحويله إلى سائل، يتدفق عبر السطح قبل أن يتفاعل كيميائيًا (التشابك) لتشكيل طبقة بوليمرية مستمرة واحدة - ليست طلاءً مجففًا، ولكن بلاستيك منصهر حراريًا.
تزيل هذه العملية الثقوب والْمُذيبات والمركبات العضوية المتطايرة (VOCs) مع خلق توحيد في سمك الطلاء مستحيل مع الطلاء السائل. والنتيجة هي ملمس ناعم كالخزف لأنه في الأساس درع بلاستيكي مرتبط بالفولاذ على المستوى الجزيئي.
مقارنة كيمياء طلاء المسحوق
| الممتلكات | إيبوكسي | بوليستر TGIC | بوليستر يوريثان |
|---|---|---|---|
| مقاومة الأشعة فوق البنفسجية | ضعيف (يتبلور في الهواء الطلق) | ممتاز (3-5 سنوات+) | ممتاز (5-10 سنوات) |
| مقاومة كيميائية | ممتاز | جيد | جيد جدًا |
| الصلابة الميكانيكية | عالية جداً | عالية | متوسط-عالي |
| المرونة | متوسط | ممتاز | ممتاز |
| درجة حرارة المعالجة | 160-180 درجة مئوية | 180-200 درجة مئوية | 180-200 درجة مئوية |
| تحمل الخبز الزائد | منخفض (يصفر) | عالية | متوسط |
| التطبيقات النموذجية | المعدات الداخلية، البادئات | العلب الخارجية، المعمارية | السيارات، الخارجية الممتازة |
| التكلفة (نسبية) | منخفضة | متوسط | عالية |
تعتمد VIOX على بوليستر TGIC (إيزوسيانورات ثلاثي جليسيديل) كمعيار للعلب المصنفة للاستخدام الخارجي لأنه يوفر ثباتًا فائقًا للأشعة فوق البنفسجية دون تبلور أو تلاشي اللون. توفر كيمياء TGIC مقاومة ممتازة للخبز الزائد - يحافظ الطلاء على اللون واللمعان حتى إذا اختلفت درجة حرارة المعالجة قليلاً، مما يحسن اتساق الإنتاج.
يتفوق طلاء مسحوق الإيبوكسي في لوحات التحكم الداخلية ومعدات التشغيل الآلي حيث يحدث التعرض للمواد الكيميائية ولكن لا يوجد ضوء الأشعة فوق البنفسجية. تبرر الصلابة الاستثنائية والمقاومة الكيميائية قيود الأشعة فوق البنفسجية. توفر بوليسترات اليوريثان متانة خارجية ممتازة (5-10 سنوات مقابل 3-5 سنوات لـ TGIC) ولكنها تكلف أكثر بنسبة 25-40% وتتطلب ملفات تعريف معالجة دقيقة.
المعايير الصناعية: تصنيفات NEMA و UL
يتم تعريف جودة تصنيع العلب رسميًا من خلال معايير NEMA (الرابطة الوطنية لمصنعي الأجهزة الكهربائية) و UL (مختبرات التأمين). تحدد هذه التصنيفات مستويات الحماية البيئية بدلاً من طرق البناء، ولكن تلبية التصنيفات الأعلى تتطلب تصنيعًا فائقًا.
تصنيفات NEMA الرئيسية للعلب الصناعية
- NEMA النوع 1: للاستخدام الداخلي، الحماية من الأوساخ المتساقطة. بناء أساسي مقبول - عادةً ما يكون فولاذًا عيار 20 مع طلاء مينا بسيط.
- نوع NEMA 3R: للاستخدام الخارجي، الحماية من المطر. يتطلب بناءً محكمًا بحشية، وتشطيبًا مقاومًا للتآكل، وعادةً ما يكون الحد الأدنى من عيار 16 مع توفير تصريف.
- NEMA النوع 4/4X: داخلي/خارجي، محكم الإغلاق ضد الماء بما في ذلك الماء الموجه بالخرطوم. يتطلب بناءً ملحومًا بشكل مستمر، وحشيات عالية الجودة، ومواد مقاومة للتآكل (تحدد 4X الفولاذ المقاوم للصدأ أو مقاومة التآكل المكافئة).
- نوع NEMA 12: استخدام صناعي داخلي، حماية من الغبار والوبر والألياف وتسرب الزيت/المبرد. يتطلب بناءً محكمًا للغبار بحشية، وعادةً ما يكون فولاذًا عيار 16، وغالبًا ما يتم تحديده لأتمتة التصنيع.
يوفر UL 50/50E معايير موازية مع متطلبات اختبار مستقلة من طرف ثالث. بينما تسمح NEMA للمصنع بالتصديق الذاتي، فإن UL تفرض اختبارات معملية مستقلة وعمليات تفتيش مستمرة للمصنع. تتطلب العديد من المواصفات الصناعية تصنيف NEMA وقائمة UL.
الآثار المترتبة على التصنيع كبيرة: تتطلب علبة NEMA 12 بناءً محكمًا للغبار بدون فتحات، ودرزات ملحومة بشكل مستمر، ونظام حشية مثبت. يؤدي هذا إلى الحد الأدنى من متطلبات القياس ويزيل الاختصارات التصنيعية لخفض التكاليف. يتطلب تصنيف NEMA 4X بشكل فعال موادًا ممتازة - إما فولاذًا مقاومًا للصدأ 304/316 أو فولاذًا كربونيًا مع مقاومة طويلة الأمد للتآكل من خلال طلاء مسحوق بوليستر TGIC على المعالجة المسبقة بالفوسفات.
معيار تصنيع VIOX
تنفذ VIOX Electric نظام جودة ثلاثي الركائز لتصنيع العلب يتجاوز الحد الأدنى من متطلبات NEMA:
1. مواصفات المواد
- علب التثبيت على الحائط: فولاذ مدلفن على البارد قياس 16 (1.52 مم) كحد أدنى
- خزائن قائمة على الأرض: فولاذ مدلفن على البارد قياس 14 (1.90 مم) كحد أدنى
- التطبيقات الخارجية: فولاذ مقاوم للصدأ اختياري 304 أو 316 للبيئات شديدة التآكل
- مراقبة الجودة: جميع أنواع الفولاذ معتمدة وفقًا لمعايير ASTM A1008 مع تقارير اختبار المطحنة
2. تجهيز السطح
- تنظيف متعدد المراحل: يزيل الغسيل القلوي زيوت ومواد التصنيع الملوثة
- تحويل فوسفات الحديد: الفسفتة بالغمر الكامل تخلق وزن طلاء 75-125 مجم / قدم مربع
- اختبار الجودة: التحقق اليومي من وزن الفوسفات واختبار الالتصاق وفقًا للمعيار ASTM D3359
3. تطبيق التشطيب
- مسحوق بوليستر TGIC: تركيبة من الدرجة الخارجية تفي بمواصفات AAMA 2604
- سمك الطلاء: 2.0-3.0 مل (50-75 ميكرون) لتحقيق المتانة المثلى دون هشاشة
- ملف تعريف المعالجة: 180 درجة مئوية لمدة 12 دقيقة كحد أدنى تضمن الترابط المتقاطع الكامل
- اختبار رش الملح: يتم اختبار عينات عشوائية وفقًا للمعيار ASTM B117 (الحد الأدنى 1000 ساعة لصدأ السطح 5%)
يقدم هذا النهج المنهجي حاويات تحمي المعدات الكهربائية في البيئات الصناعية لمدة 15-25 عامًا بدلاً من 3-7 سنوات المعتادة للبدائل الاقتصادية. تترجم التكلفة الإضافية للتصنيع المتميز - عادةً ما تكون أعلى بنسبة 15-20% من الخيارات الاقتصادية - إلى قيمة دورة الحياة من خلال التخلص من تكاليف الاستبدال وتقليل وقت التوقف عن العمل والحفاظ على حماية المعدات.
الأسئلة المتداولة
ما هو الفرق بين الطلاء بالمسحوق والطلاء العادي على العبوات الكهربائية؟
تتضمن عملية الطلاء بالمسحوق تطبيقًا كهروستاتيكيًا لجزيئات البوليمر الجافة التي تندمج حراريًا لتشكيل غلاف بلاستيكي متشابك عند درجة حرارة 160-200 درجة مئوية. بينما يستخدم الطلاء مذيبات سائلة تتبخر، تاركةً طبقة عرضة للثقوب الدقيقة والتصاق أضعف. يوفر الطلاء بالمسحوق متانة أكبر بـ 2-3 مرات، ومقاومة كيميائية أفضل، ويقضي على انبعاثات المركبات العضوية المتطايرة.
لماذا يعتبر مقياس الفولاذ مهمًا لأداء العلبة؟
يحدد مقياس الفولاذ الصلابة وقدرة التركيب. الفولاذ الرقيق ذو القياس 20 (0.9 مم) ينثني تحت الحمل، مما يتسبب في اختلال محاذاة الباب وفشل الحشية. يوفر الفولاذ الصناعي ذو القياس 16 (1.5 مم) صلابة كافية للحفاظ على الثبات الأبعاد عند تركيب مكونات ثقيلة مثل المحولات أو وحدات التحكم في المحركات، مما يضمن سلامة الختم على المدى الطويل.
ما هو العمر الافتراضي المتوقع للخزانة الصناعية؟
تدوم العبوات الممتازة المصنوعة من الفولاذ المدلفن على البارد عيار 16، والمعالجة المسبقة بالفوسفات، والطلاء بمسحوق بوليستر TGIC عادةً من 15 إلى 25 عامًا في البيئات الصناعية الداخلية ومن 10 إلى 15 عامًا في البيئات الخارجية. غالبًا ما تفشل العبوات الاقتصادية ذات الفولاذ الرقيق والطلاء البسيط في غضون 3 إلى 7 سنوات بسبب التآكل والتدهور الهيكلي.
ما هو تصنيف NEMA الذي أحتاجه لتطبيقي؟
يكفي معيار NEMA Type 1 للبيئات الداخلية النظيفة. يعتبر معيار NEMA Type 12 قياسيًا لمرافق التصنيع المعرضة للغبار والمبردات والزيوت. معيار NEMA Type 3R أو 4 مطلوب للتركيبات الخارجية. يحدد معيار NEMA Type 4X بناءً مقاومًا للتآكل (الفولاذ المقاوم للصدأ أو نظام طلاء مكافئ) للبيئات البحرية أو الكيميائية.
هل طلاء الفوسفات ضروري حقًا قبل الطلاء بالمسحوق؟
نعم. ينتج طلاء تحويل الفوسفات هياكل بلورية مجهرية تترابط ميكانيكيًا مع طلاء المسحوق وتمنع تقويض الصدأ عند الخدوش. بدون الفسفتة، قد يبدو طلاء المسحوق مقبولًا في البداية ولكنه سيتقشر على شكل صفائح في غضون 6-18 شهرًا مع انتشار التآكل تحت طبقة الطلاء.
حدد الجودة في مشروع العلبة التالي الخاص بك
تؤثر جودة تصنيع العلبة بشكل مباشر على موثوقية النظام الكهربائي وتكاليف الصيانة وإجمالي نفقات الملكية. تحدد الاختلافات بين التصنيع الاقتصادي والمتميز - الركيزة الفولاذية المدلفنة على البارد والمعالجة المسبقة بالفوسفات وطلاء مسحوق البوليستر TGIC - ما إذا كان استثمارك يحمي المعدات لعقود أو يتطلب الاستبدال في غضون سنوات.
يقوم مهندسو VIOX Electric بتصميم وتصنيع العلب الصناعية وفقًا للمواصفات التي تتجاوز متطلبات NEMA وتقديم أداء طويل الأجل مثبت. يساعد فريقنا الفني في اختيار العلبة والتكوين المخصص وتوصيات المواد الخاصة بالتطبيق بما في ذلك خيارات الفولاذ المقاوم للصدأ للبيئات القاسية.
للتواصل مع فيوكس إلكتريك today للاستشارة الهندسية في مشروع العلبة الكهربائية التالي الخاص بك. يقدم مهندسو التطبيقات لدينا مواصفات تفصيلية ،, نيما/ إرشادات تصنيف UL وحلول مخصصة للتطبيقات الصناعية الصعبة.
