
Прямой ответ
Опрессовка обеспечивает превосходную надежность по сравнению с пайкой в условиях высокой вибрации, термоциклирования и в суровых условиях эксплуатации. В то время как пайка создает металлургическую связь посредством теплового сплавления, опрессовка устанавливает газонепроницаемый холодный сварной шов посредством механического сжатия, устраняя зоны термического воздействия, предотвращая охрупчивание припоя и сохраняя гибкость провода в точках напряжения. Отраслевые стандарты, включая SAE/USCAR-21, IEC 60352-2 и IPC/WHMA-A-620, предписывают использование опрессованных соединений для автомобильной и аэрокосмической промышленности, где 15-летний срок службы в экстремальных условиях не подлежит обсуждению.
Основные выводы
Понимание фундаментальных различий между опрессовкой и пайкой имеет решающее значение для надежности электрической системы. Опрессованные соединения обеспечивают механическую прочность за счет контролируемой пластической деформации, создавая герметичные уплотнения, устойчивые к проникновению влаги и окислению. Отсутствие нагрева устраняет термическое напряжение изоляции провода и предотвращает образование хрупких интерметаллических соединений. В отличие от этого, паяные соединения создают жесткую переходную зону, где гибкий провод соединяется с затвердевшим припоем — печально известное место отказа при вибрации. Современные автомобильные и промышленные стандарты в значительной степени отказались от пайки в пользу опрессовки для производственных жгутов, признавая, что правильно опрессованные клеммы неизменно превосходят паяные соединения в испытаниях на усилие вытягивания, устойчивость к термическому удару и долговечность.
Почему метод соединения имеет значение: скрытая стоимость отказа
Надежность соединения напрямую определяет производительность системы в электрических сборках. Когда жгут проводов служит каналом передачи энергии и сигнала, любая слабость соединения приводит к катастрофическому отказу системы. Выбор между опрессовкой и пайкой — это не просто производственное предпочтение, это инженерное решение с измеримыми последствиями для срока службы продукта, затрат на гарантийное обслуживание и соответствия требованиям безопасности.
Пайка доминировала в сборке электроники на протяжении десятилетий, особенно в приложениях для печатных плат, где компоненты остаются неподвижными. Однако тот же процесс термического соединения, который хорошо работает для проводников печатных плат, становится проблемой в соединениях провод-клемма, подверженных механическим нагрузкам. Фундаментальная проблема заключается в материаловедении: припой создает хрупкую интерметаллическую зону, которая не может компенсировать дифференциальное движение между жесткими клеммами и гибкими проводниками.
Современные электрические системы требуют соединений, которые выдерживают более 100 000 тепловых циклов, выдерживают частоты вибрации, превышающие 2000 Гц, и поддерживают контактное сопротивление ниже 1 миллиома в течение всего срока службы. Эти требования подтолкнули OEM-производителей автомобилей, производителей аэрокосмической техники и производителей промышленного оборудования к использованию опрессовки в качестве основного метода оконцевания. Понимание того, почему опрессовка превосходит пайку, требует изучения физики каждого типа соединения и их поведения в реальных условиях нагрузки.

Опрессовка против пайки: техническое сравнение
Механические и электрические характеристики опрессованных и паяных соединений показывают, почему отраслевые стандарты отдают предпочтение опрессовке для требовательных применений. В следующем сравнении рассматриваются критические параметры производительности, которые напрямую влияют на надежность соединения и срок службы.
| Фактор производительности | Опрессовка (беспаечная) | Пайка |
|---|---|---|
| Механизм соединения | Механическое сжатие, создающее газонепроницаемый холодный сварной шов | Металлургическое соединение посредством теплового сплавления |
| Температура процесса | Комнатная (без нагрева) | 183-450°C в зависимости от припойного сплава |
| Зона термического воздействия | Отсутствует — изоляция остается неповрежденной | Риск термического повреждения изоляции провода и соседних компонентов |
| Устойчивость к вибрации | Отличная — сохраняет гибкость в точках напряжения | Плохая — жесткий припой создает концентрацию напряжения и усталостные трещины |
| Характеристики термоциклирования | Превосходная — компенсирует дифференциальное расширение | Ухудшается — перекристаллизация припоя и рост интерметаллидов |
| Сопротивление контактов | 0,5-1,0 миллиома (стабильно со временем) | Изначально низкое, но увеличивается с окислением и термическим старением |
| Усилие удержания при вытягивании | Поддерживает 90% и более предела прочности провода на разрыв | Со временем ослабевает из-за ползучести припоя и наклепа |
| Устойчивость к влаге | Газонепроницаемое уплотнение предотвращает окисление | Остатки флюса притягивают влагу; капиллярный эффект между жилами |
| Повторяемость процесса | Высокая согласованность при использовании надлежащего инструмента и контроля качества | Переменная — зависит от квалификации оператора, контроля температуры, времени выдержки |
| Метод проверки | Визуальный осмотр и измерение размеров (высота/ширина опрессовки) | Только визуальный — внутренние пустоты и холодные пайки невидимы |
| Возможность переделки | Требуется замена клеммы | Можно перепаять (с риском ухудшения) |
| Одобрение для автомобильной/аэрокосмической промышленности | Требуется по SAE/USCAR-21, AS7928, IEC 60947-4-1 | Запрещено для производственных жгутов в соответствии с IPC/WHMA-A-620 |
| Инвестиции в оборудование | Умеренные — требуются калиброванные инструменты для опрессовки и матрицы | Низкие — достаточно базового паяльника для небольших работ |
| Время цикла (на соединение) | 2-5 секунд (вручную); <1 second (automated) | 10-30 секунд, включая нагрев, охлаждение, проверку |
| Воздействие на окружающую среду | Отсутствие паров, флюса или воздействия свинца | Требуется вытяжка; бессвинцовые альтернативы припоя более сложны |
Физика опрессованных соединений: почему работает холодная сварка
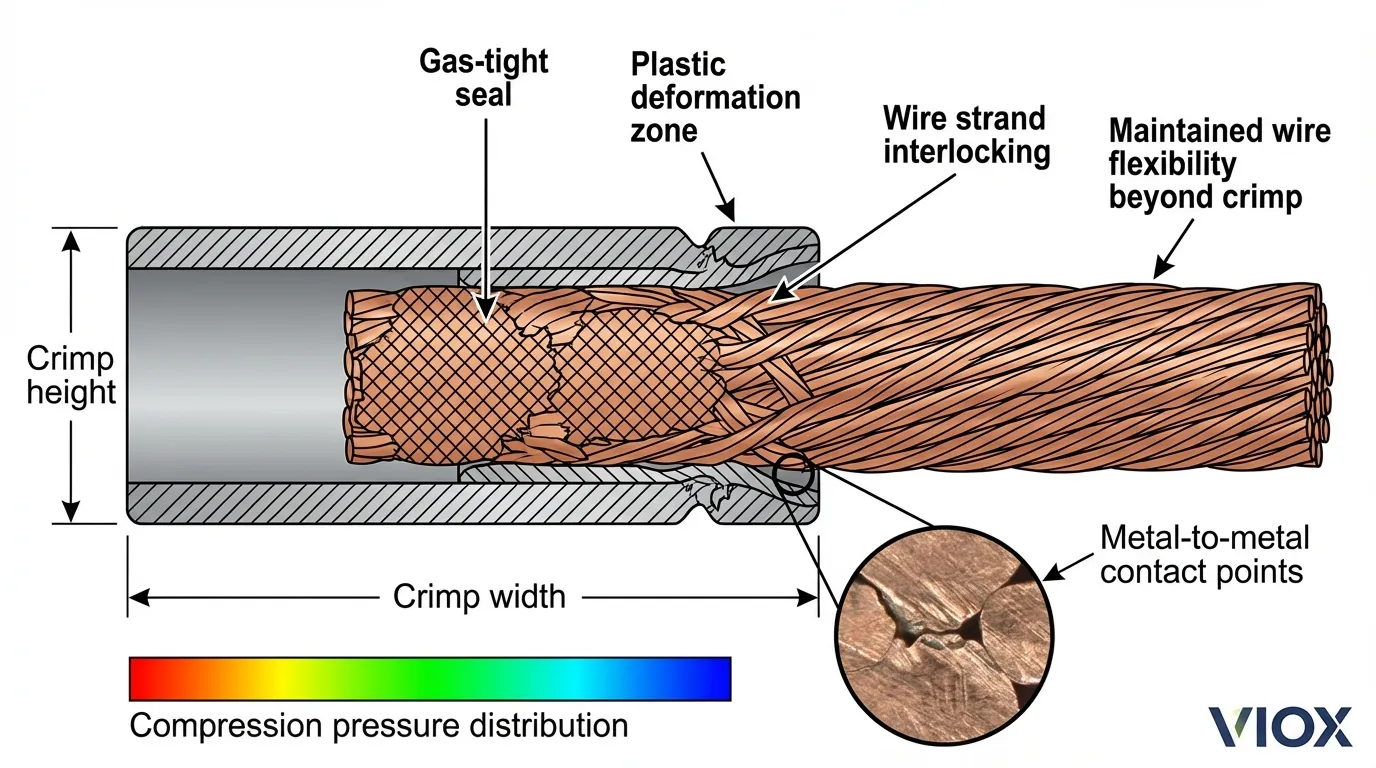
Опрессовка обеспечивает электрическую непрерывность посредством контролируемой пластической деформации, а не термического соединения. Когда матрица для опрессовки сжимает цилиндрическую часть клеммы вокруг проводника, одновременно происходят три различных физических процесса: механическое сцепление жил провода внутри полости клеммы, упругая деформация как материала клеммы, так и медных проводников, создающая силу упругой отдачи, и образование точек контакта металл-металл, где оксидные слои разрушаются под давлением сжатия.
Полученное соединение демонстрирует характеристики холодной сварки — процесса твердофазного соединения, при котором достаточное давление вызывает адгезию на атомном уровне между чистыми металлическими поверхностями. В отличие от сварки плавлением или пайки, холодная сварка не требует подвода тепла и не образует интерметаллических соединений или зон термического воздействия. Соответствие цилиндрической части клеммы позволяет соединению компенсировать дифференциальные тепловые расширения между проводом и клеммой, поддерживая при этом постоянное контактное давление.
Критически важным для успеха опрессовки является достижение правильной степени сжатия — соотношения между окончательной сжатой высотой цилиндрической части клеммы и площадью поперечного сечения проводника. Отраслевые стандарты определяют степень сжатия в пределах 15-20% для автомобильных применений, при этом более жесткие допуски требуются для аэрокосмических и военных спецификаций. Недостаточная опрессовка приводит к недостаточному контактному давлению и высокому сопротивлению; чрезмерная опрессовка вызывает обрыв жил провода и снижение прочности на вытягивание. Современные инструменты для опрессовки включают в себя контроль усилия и проверку высоты опрессовки, чтобы гарантировать, что каждое соединение соответствует спецификации.
Почему паяные соединения выходят из строя под нагрузкой
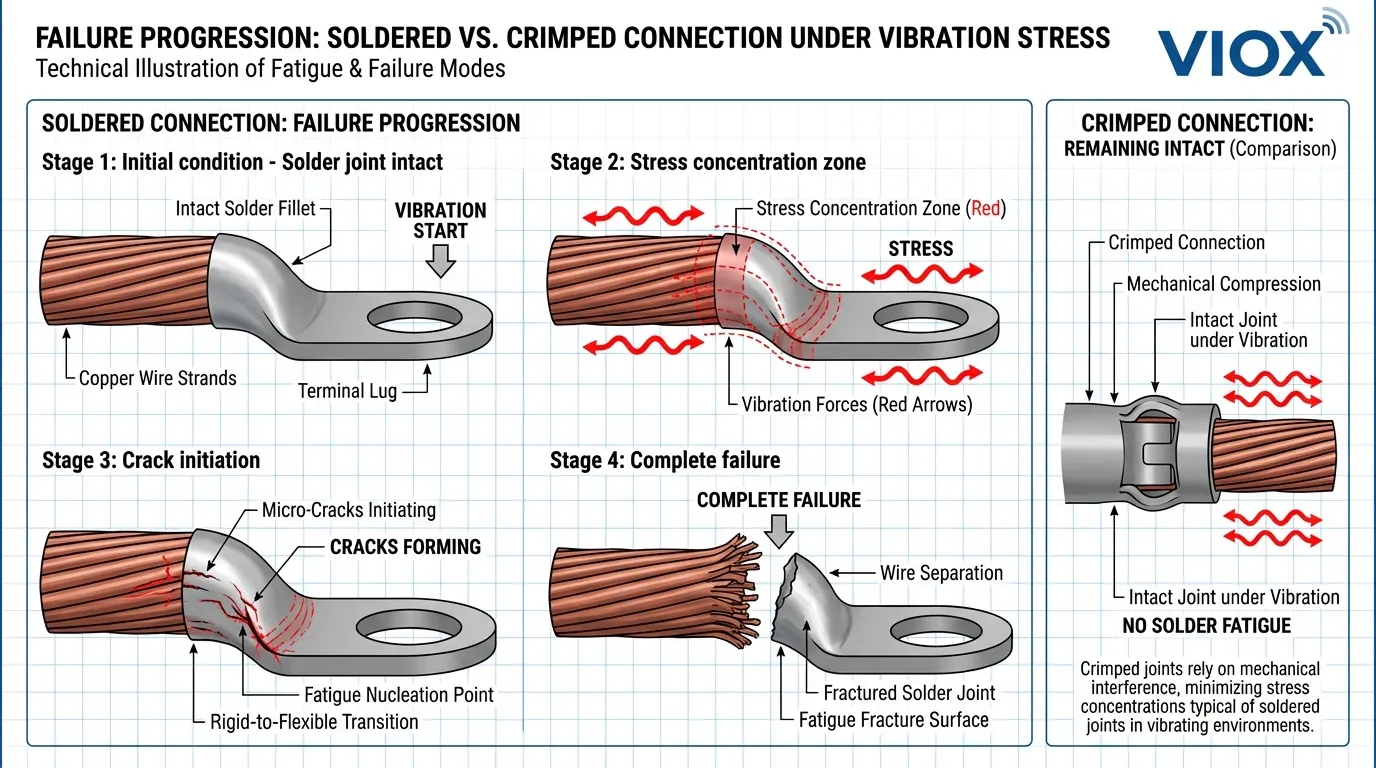
Фундаментальная слабость паяных проволочных соединений проистекает из несоответствия свойств материалов между гибкими медными проводниками и жесткими припойными сплавами. Припой — будь то традиционный оловянно-свинцовый (Sn60/Pb40) или современные бессвинцовые составы (SAC305, Sn96.5/Ag3.0/Cu0.5) — затвердевает в кристаллическую структуру с ограниченной пластичностью. Когда паяный провод подвергается вибрации или изгибу, напряжение концентрируется точно в точке пайки, где жесткий металл соединяется с гибким многожильным проводом.
Эта концентрация напряжения инициирует усталостные трещины, которые распространяются по паяному соединению с каждым циклом вибрации. Металлургический анализ разрушенных паяных соединений неизменно выявляет зарождение трещин на границе раздела припой-провод, распространяющихся через матрицу припоя до полного разделения. Режим отказа предсказуем и хорошо задокументирован в отчетах об анализе отказов в автомобильной и аэрокосмической промышленности.
Термоциклирование ускоряет деградацию паяного соединения посредством нескольких механизмов. Дифференциальное тепловое расширение между медным проводом (16,5 ppm/°C), припойным сплавом (22-25 ppm/°C) и материалами клемм создает сдвиговое напряжение на границах раздела. Повторяющиеся циклы нагрева и охлаждения способствуют перекристаллизации припоя — металлургическому процессу, при котором границы зерен реорганизуются, увеличивая хрупкость и снижая усталостную прочность. Бессвинцовые припои демонстрируют особенно плохие характеристики при термоциклировании по сравнению с традиционными оловянно-свинцовыми сплавами, при этом некоторые сплавы SAC демонстрируют снижение усталостной прочности на 50% и более при ускоренных испытаниях.
Дополнительные механизмы отказа включают капиллярный эффект припоя — когда расплавленный припой течет между жилами провода за счет капиллярного действия, создавая жесткую зону, простирающуюся на несколько миллиметров за пределы предполагаемого соединения. Эта зона капиллярного эффекта устраняет гибкость провода и создает расширенную зону концентрации напряжения. Остатки флюса, если их не очистить должным образом, притягивают влагу и способствуют электрохимической коррозии. В автомобильных подкапотных условиях, где колебания температуры от -40°C до +150°C являются обычным явлением, паяные соединения редко выдерживают более 5-7 лет до появления повышенного сопротивления или перемежающихся отказов.
Отраслевые стандарты: Почему нормативные требования предписывают обжим
Автомобильная и аэрокосмическая отрасли работают в соответствии со строгими стандартами качества, которые явно запрещают пайку для оконцевания проводов в серийных жгутах. Спецификация SAE/USCAR-21, разработанная совместно крупными автопроизводителями, включая Ford, GM, Stellantis и международными партнерами, определяет требования к эксплуатационным характеристикам обжимных электрических клемм в автомобильной промышленности. Этот стандарт требует, чтобы обжимные соединения выдерживали 15 лет или 150 000 миль пробега в условиях, включающих термоциклирование от -40°C до +125°C, испытания на вибрацию в нескольких диапазонах частот и воздействие автомобильных жидкостей, соляного тумана и влажности.
Стандарт IPC/WHMA-A-620, который регулирует требования к сборке кабелей и жгутов проводов, в разделе 9.3 прямо указывает, что “пайка обжимных клемм недопустима”, поскольку она маскирует некачественный обжим и создает термическое напряжение. Этот запрет отражает десятилетия данных об отказах в полевых условиях, демонстрирующих, что паяные обжимы работают хуже, чем правильно выполненные механические обжимы. Стандарт требует визуального контроля, проверки размеров высоты и ширины обжима, а также испытания на выдергивание для подтверждения целостности соединения.
В аэрокосмической отрасли действуют еще более строгие требования в соответствии со стандартом AS7928 (ранее MIL-T-7928), который определяет обжим проводов и кабелей для электрических систем самолетов. Эти спецификации признают, что отказы соединений в критически важных для полета системах имеют катастрофические последствия, что делает надежность бескомпромиссной. Обжимные инструменты, используемые в аэрокосмической отрасли, должны калиброваться ежегодно, и каждое обжимное соединение подвергается документированному контролю с отслеживанием конкретного инструмента, оператора и партии используемых клемм.
Контроль качества обжима: Критические параметры
Для достижения надежных обжимных соединений требуется точный контроль трех взаимозависимых переменных: высоты обжима, ширины обжима и коэффициента уплотнения провода. Высота обжима, измеряемая по сжатому размеру гильзы клеммы перпендикулярно оси провода, напрямую определяет контактное давление и прочность на выдергивание. Спецификации обычно определяют допуски на высоту обжима в пределах ±0,05 мм для автомобильных клемм, при этом более жесткие допуски требуются для проводов меньшего сечения и критически важных применений.
Измерение ширины обжима подтверждает, что крылья клеммы правильно обернулись вокруг провода без чрезмерной деформации или растрескивания. Спецификации ширины варьируются в зависимости от конструкции клеммы, но обычно требуют, чтобы обжатая гильза сохраняла структурную целостность без расщеплений или трещин, которые могли бы нарушить газонепроницаемое уплотнение. Визуальный осмотр под увеличением (10-30x) выявляет поверхностные дефекты, включая неполное сжатие, растрескивание клеммы или выступание жил провода.
Наиболее важным показателем качества является испытание на выдергивание - разрушающий тест, который измеряет усилие, необходимое для отделения клеммы от провода. Стандарты определяют минимальные усилия выдергивания в зависимости от сечения провода, значения варьируются от 15 Ньютонов для провода 24 AWG до 400+ Ньютонов для проводников 10 AWG. Правильно выполненный обжим обычно достигает 90-95% от номинальной прочности провода на разрыв, что означает, что сам провод рвется до того, как обжим выдернется. Испытание на выдергивание должно проводиться с контролируемой скоростью (50-250 мм/мин в соответствии с USCAR-21) для обеспечения стабильных результатов.
Методы статистического управления процессами (SPC) отслеживают тенденции качества обжима в производственных партиях, выявляя износ инструмента, смещение матрицы или отклонения в технике оператора до того, как они приведут к соединениям, не соответствующим спецификациям. Современные автоматизированные системы обжима включают в себя встроенный контроль усилия, который измеряет фактическое усилие обжима и отмечает любое соединение, выходящее за пределы допустимых параметров, для немедленной переделки.

Руководство по применению: Когда использовать каждый метод
Несмотря на преимущества обжима для серийных жгутов и применений с высокой надежностью, пайка остается подходящей для конкретных случаев использования. Сборка печатных плат, особенно для сквозных компонентов и переделки поверхностного монтажа, выигрывает от способности пайки создавать постоянные соединения на жестких подложках, где вибрационное напряжение минимально. Разработка прототипов и лабораторные испытания часто используют паяные соединения из-за их простоты модификации и минимальных требований к оснастке.
Обжим становится обязательным в автомобильных жгутах проводов, аэрокосмических электрических системах, промышленных панелях управления и любых применениях, где соединения подвергаются вибрации, термоциклированию или суровым условиям окружающей среды. Инвестиции в надлежащие обжимные инструменты - от 200 долларов США за ручные обжимные клещи с храповым механизмом до 50 000+ долларов США за автоматизированные обжимные машины - окупаются за счет сокращения количества гарантийных претензий, повышения надежности системы и соответствия отраслевым стандартам. Для получения дополнительной информации о выборе подходящей защиты цепи для обжимных соединений см. наше руководство по выбору автоматических выключателей для промышленных панелей.
Морские и наружные применения особенно выигрывают от влагостойкости обжима. Газонепроницаемое уплотнение, создаваемое надлежащим сжатием, предотвращает попадание воды и возникающую в результате электрохимическую коррозию, которая быстро разрушает паяные соединения во влажной среде или среде с соляным туманом. В сочетании с термоусадочной трубкой или герметичными муфтами обжимные клеммы достигают уровней защиты IP67/IP68, подходящих для погружных применений.
Применения с высоким током (>10 ампер) повсеместно требуют обжимных соединений из-за превосходной пропускной способности по току и более низкого контактного сопротивления. Множественные точки контакта, создаваемые сжатыми жилами провода, более эффективно распределяют ток, чем паяные соединения, снижая локальный нагрев и повышая долговременную стабильность. Для получения рекомендаций по правильному выбору размера провода и расчетам пропускной способности по току обратитесь к нашему руководству по выбору размера кабеля.
Преимущество VIOX: Прецизионные решения для обжима
VIOX Electric специализируется на производстве высоконадежных электрических компонентов, предназначенных для требовательных промышленных, автомобильных и возобновляемых источников энергии. Наш ассортимент продукции включает в себя прецизионно обработанные медные клеммы, автомобильные жгуты проводов и специальные электрические сборки, которые соответствуют или превосходят международные стандарты качества, включая UL, IEC и спецификации OEM для автомобильной промышленности.
Наша команда инженеров оказывает всестороннюю поддержку в оптимизации конструкции соединений, включая выбор клемм, спецификацию обжимного инструмента и разработку протокола контроля качества. Мы поддерживаем собственные возможности тестирования для проверки усилия выдергивания, термоциклирования, испытаний на вибрацию и моделирования воздействия окружающей среды, гарантируя, что каждый продукт обеспечивает документированную надежность в реальных условиях эксплуатации.
Для применений, требующих специальных конструкций клемм, нестандартных сечений проводов или специализированной герметизации, VIOX предлагает быстрое прототипирование и мелкосерийное производство. Наша система управления качеством обеспечивает полную прослеживаемость от сертификации сырья до окончательной проверки, предоставляя документацию, необходимую для аэрокосмической, медицинской и критически важных для безопасности областей применения. Узнайте больше о наших решениях для клеммных блоков и вариантах промышленных разъемов.

Вопросы и ответы
В: Можно ли припаять провод после обжима для дополнительной прочности?
О: Нет - эта практика прямо запрещена стандартами IPC/WHMA-A-620 и автомобильными стандартами. Пайка после обжима не дает никакого преимущества в прочности, поскольку обжим уже установил максимальный контакт. Добавленный припой фактически ухудшает характеристики, создавая термическое напряжение, маскируя некачественный обжим во время проверки и создавая хрупкую зону. Если обжим выполнен правильно, припой ничего не добавляет; если обжим дефектный, припой скрывает проблему до тех пор, пока не произойдет отказ в полевых условиях.
В: Как узнать, производит ли мой обжимной инструмент хорошие соединения?
О: Регулярно проводите испытания на выдергивание образцов соединений и измеряйте высоту обжима микрометром. Сравните результаты со спецификациями производителя клемм. Визуальный осмотр должен выявить полное закрытие гильзы, отсутствие выступания жил провода, отсутствие растрескивания клеммы и надлежащее зацепление обжима изоляции. Если у вас нет испытательного оборудования, анализ поперечного сечения (разрез обжима и осмотр под увеличением) выявит качество внутреннего уплотнения провода. Для получения дополнительной информации о процедурах электрических испытаний, обратитесь к нашему руководству по тестированию.
В: Какие размеры проводов можно обжимать по сравнению с пайкой?
О: Обжим подходит для проводов сечением от 30 AWG (0,05 мм²) до 4/0 AWG (107 мм²) и более с соответствующими клеммами и инструментами. Пайка становится все более сложной и ненадежной при сечении выше 12 AWG из-за проблем с рассеиванием тепла и большой жесткой зоны, которую она создает. Для применений с высоким током обжимные соединения с механическими крепежными элементами (болтовыми наконечниками) являются стандартной практикой.
В: Подходят ли обжимные соединения для сред с высокой вибрацией, таких как автомобильная или аэрокосмическая промышленность?
О: Да - обжимные соединения специально разработаны для применений с высокой вибрацией и предписаны автомобильными (USCAR-21) и аэрокосмическими (AS7928) стандартами именно потому, что они превосходят паяные соединения при вибрационных нагрузках. Поддерживаемая гибкость в месте перехода обжима к проводу предотвращает усталостные разрушения, которые поражают паяные соединения. Для получения дополнительной информации о виброустойчивой защите цепи, см. наше руководство по выбору выключателей.
В: Как долго служат обжимные соединения по сравнению с паяными соединениями?
О: Правильно выполненные обжимные соединения в автомобильной промышленности рассчитаны на срок службы 15+ лет (в соответствии с требованиями испытаний USCAR-21), включая воздействие термоциклирования, вибрации, влажности и химического воздействия. Паяные соединения в аналогичных условиях обычно начинают демонстрировать деградацию в течение 5-7 лет. В благоприятных условиях (климат-контроль, отсутствие вибрации) оба метода могут прослужить десятилетия, хотя обжим по-прежнему обеспечивает превосходную долговременную стабильность контактного сопротивления.
В: В чем разница между изолированными и неизолированными обжимными клеммами?
О: Изолированные клеммы включают в себя пластиковую втулку, которая обеспечивает разгрузку от натяжения и электрическую изоляцию, подходящую для общих электромонтажных работ. Неизолированные (голые) клеммы обеспечивают более высокую пропускную способность по току и предпочтительны для соединений с высокой силой тока или когда будет применяться специальная термоусадочная трубка. Требования к качеству обжима идентичны; выбор зависит от требований применения и необходимости дополнительной герметизации. Для получения рекомендаций по выбору клемм ознакомьтесь с нашим руководством по сравнению клеммных блоков.
Заключение: Обеспечение надежности посредством правильной конструкции соединения
Дискуссия между обжимом и пайкой в конечном итоге сводится к требованиям применения и приоритетам производительности. Для серийных жгутов проводов, автомобильных систем, аэрокосмических применений и любой среды, включающей вибрацию, термоциклирование или суровое воздействие, обжим обеспечивает demonstrably превосходную надежность, подкрепленную десятилетиями полевых данных и кодифицированную в международных стандартах. Первоначальные инвестиции в надлежащие обжимные инструменты и обучение приносят немедленные дивиденды за счет снижения частоты отказов, упрощения контроля качества и соответствия отраслевым требованиям.
Пайка сохраняет свое место в сборке электроники для соединений печатных плат и применений, где механическое напряжение минимально. Однако представление о том, что паяные соединения провода с клеммой обеспечивают превосходную надежность, было полностью опровергнуто как лабораторными испытаниями, так и анализом отказов в полевых условиях. Современная конструкция электрической системы признает, что целостность соединения определяет общую надежность системы, что делает выбор метода оконцевания критически важным инженерным решением, а не вопросом личных предпочтений или традиций.
VIOX Electric готова поддержать ваши требования к конструкции соединений с помощью прецизионно изготовленных клемм, специальных решений для обжима и инженерного опыта, подкрепленного всесторонним тестированием и контролем качества. Независимо от того, разрабатываете ли вы автомобильные жгуты, промышленные системы управления или установки возобновляемой энергии, надлежащая технология соединения гарантирует, что ваши продукты обеспечат надежность, которую требуют ваши клиенты. Свяжитесь с нашей командой инженеров, чтобы обсудить ваши конкретные требования к применению и узнать, как решения для обжима VIOX могут устранить отказы, связанные с соединениями, в ваших электрических системах.
Для получения дополнительных технических ресурсов по проектированию электрических систем и выбору компонентов ознакомьтесь с нашими подробными руководствами по защита цепи, расчетам размера провода, и проектированию промышленных панелей.
