
Wprowadzenie: Ciche zagrożenie przed awarią
Układ SZR (ATS) spoczywa w rozdzielnicy, czekając. Gdy główne zasilanie zawiedzie, a generator się uruchomi, przełącza obciążenie w milisekundach. Wtedy przez styki wielkości paznokcia przepływa 200 amperów. A jeśli te styki po cichu uległy degradacji przez miesiące subtelnego zanieczyszczenia i mikro-łuku elektrycznego, nie tylko się przełączą – ale zespawają się, uwięziąc obiekt na zasilaniu z generatora na czas nieokreślony, bez możliwości powrotu do sieci.
Taki scenariusz ma miejsce, ponieważ technicy rzadko widzą znaki ostrzegawcze. W przeciwieństwie do wyłącznika automatycznego, który wyłącza się w widoczny sposób, awaria termiczna styków SZR jest niewidoczna, dopóki nie stanie się katastrofalna. Sprawcą jest rezystancja stykowa— zjawisko fizyczne, którego większość zespołów utrzymania ruchu nigdy nie mierzy i niewielu rozumie. Ten przewodnik ujawnia podstawowe mechanizmy i przedstawia praktyczną strategię diagnostyczną, aby zapobiec awarii, zanim się wydarzy.
Fizyka rezystancji stykowej: Zrozumienie punktów a
Styki elektryczne nie są gładkie, nawet po polerowaniu. Pod mikroskopem elektronowym obie powierzchnie to poszarpane szczyty i doliny. Kiedy dociskasz dwa styki do siebie, stykają się tylko na najwyższych szczytach – zwanych punktami a (punktami nierówności). Te maleńkie punkty styku mogą zajmować zaledwie 1% pozornej powierzchni styku.
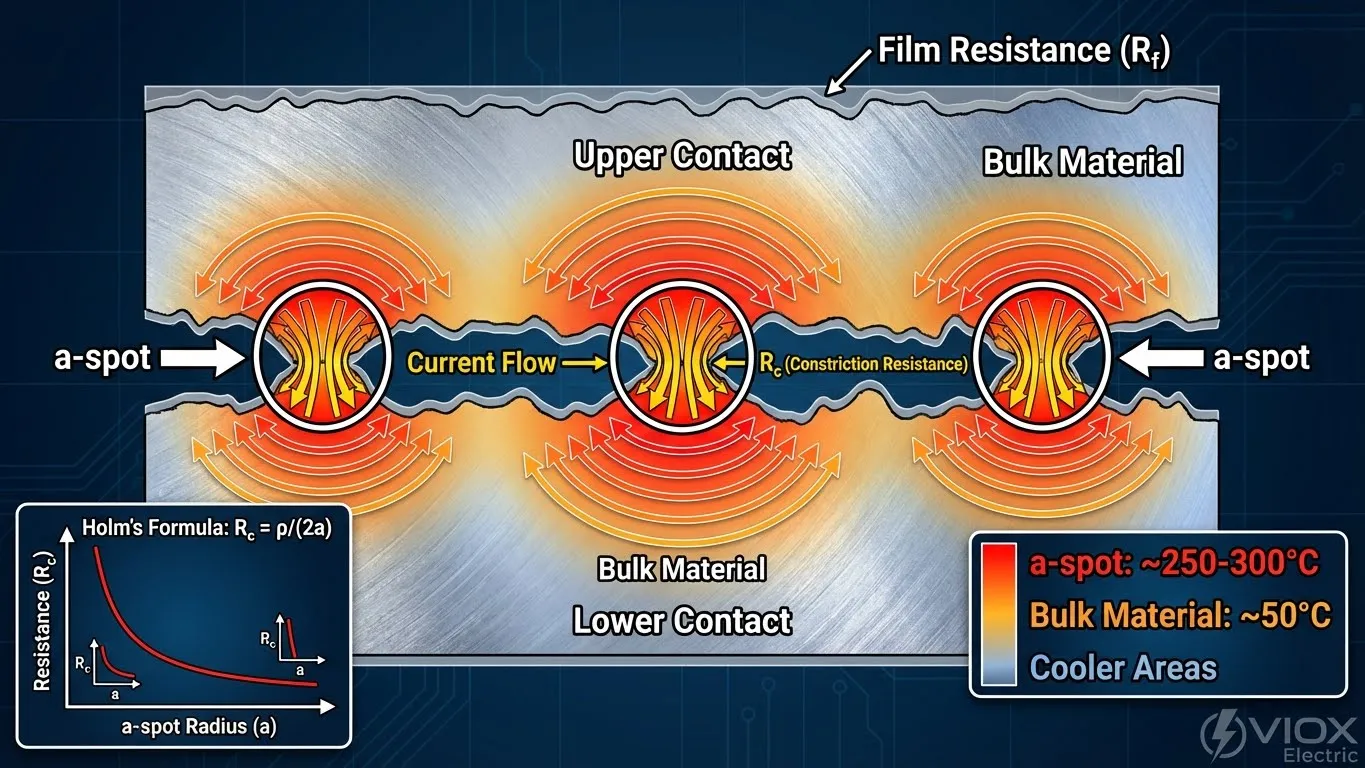
Dlaczego to ma znaczenie? Prąd musi przeciskać się przez te maleńkie punkty a, powodując rezystancję zwężenia— lokalną rezystancję znacznie przekraczającą to, co przewidywałaby przewodność objętościowa. Zależność ta wynika z wzoru Holma:
Gdzie \(\rho\) to rezystywność materiału, a \(a\) to promień każdego punktu a. Mniejsze punkty = wyższa rezystancja. Zmniejsz promień punktu a o połowę, a rezystancja wzrośnie czterokrotnie.
Oprócz rezystancji zwężenia, na stykach gromadzą się cienkie warstwy: siarczek srebra (z siarki atmosferycznej), tlenki, kurz i wilgoć. Te izolacyjne warstwy dodają rezystancję warstwy (\(R_f\)), wymagając od elektronów tunelowania lub przebijania się przez barierę. Razem, \(R_c + R_f\) może przekroczyć 100 mikro-omów (µΩ) — miliony razy więcej niż rezystancja objętościowa przewodu.
Współczynnik temperaturowy przyspiesza ten problem. Dla srebra i miedzi rezystywność wzrasta o ~0,4% na stopień Celsjusza. W punkcie a, który ma temperaturę o 200°C wyższą od otoczenia, lokalna rezystywność jest o 30% wyższa niż w temperaturze pokojowej, co dodatkowo ogranicza przepływ prądu.
Główne przyczyny przegrzewania: Dlaczego styki ulegają degradacji
Wysoka rezystancja stykowa nie pojawia się z dnia na dzień. Jest to postępująca degradacja napędzana przez pięć zbieżnych czynników:

1. Siarczkowanie srebra
Srebro jest doskonałym przewodnikiem, ale siarka w powietrzu przemysłowym przekształca je w siarczek srebra (\(Ag_2S\)) — izolator. W przeciwieństwie do tlenku srebra (który przewodzi w pewnym stopniu), siarczek srebra dramatycznie podnosi rezystancję warstwy. W zakładach nadmorskich lub chemicznych siarczkowanie przyspiesza.
2. Wżery i erozja styków
Każde przełączenie SZR pod obciążeniem wiąże się z łukiem elektrycznym między rozłączającymi się stykami. Łuk elektryczny odparowuje mikroskopijne ilości materiału stykowego, pozostawiając powierzchnię z wżerami, szorstką, z mniejszą liczbą punktów a i mniejszym rozkładem siły nacisku. Po tysiącach przełączeń powierzchnia styku ulega degradacji do tekstury szwajcarskiego sera.
3. Luźne połączenia i zmniejszona siła nacisku
Wibracje z mechanizmu przełączającego lub cykle termiczne (powtarzające się rozszerzanie/kurczenie) mogą poluzować śruby lub odkształcić sprężyny stykowe. Zmniejszona siła nacisku (\(F\)) bezpośrednio zwiększa rezystancję zwężenia (empirycznie, \(R_c \propto F^{-1}\)). Zużyta sprężyna przyczynia się do nagrzewania w takim samym stopniu, jak siarczkowanie.
4. Zanieczyszczenie środowiska
Kurz, rozpryski soli (w środowiskach morskich) i chlorki przenikają do obudów, tworząc higroskopijne warstwy, które zatrzymują wilgoć. Te warstwy działają jak izolatory, podnosząc rezystancję warstwy powyżej dopuszczalnych granic.
5. Niewystarczające smarowanie
Mechanizm napędzany solenoidem polega na odpowiednim smarowaniu, aby rozwinąć pełną siłę zamykania. Wyschnięty smar lub kurz w punktach obrotu zmniejsza siłę przekazywaną na styki, naśladując luźne połączenie.
Analiza wzrostu temperatury: Pętla sprzężenia zwrotnego
Proces nagrzewania w stykach SZR nie jest liniowy — to system dodatniego sprzężenia zwrotnego który może przerodzić się w ucieczkę termiczną:
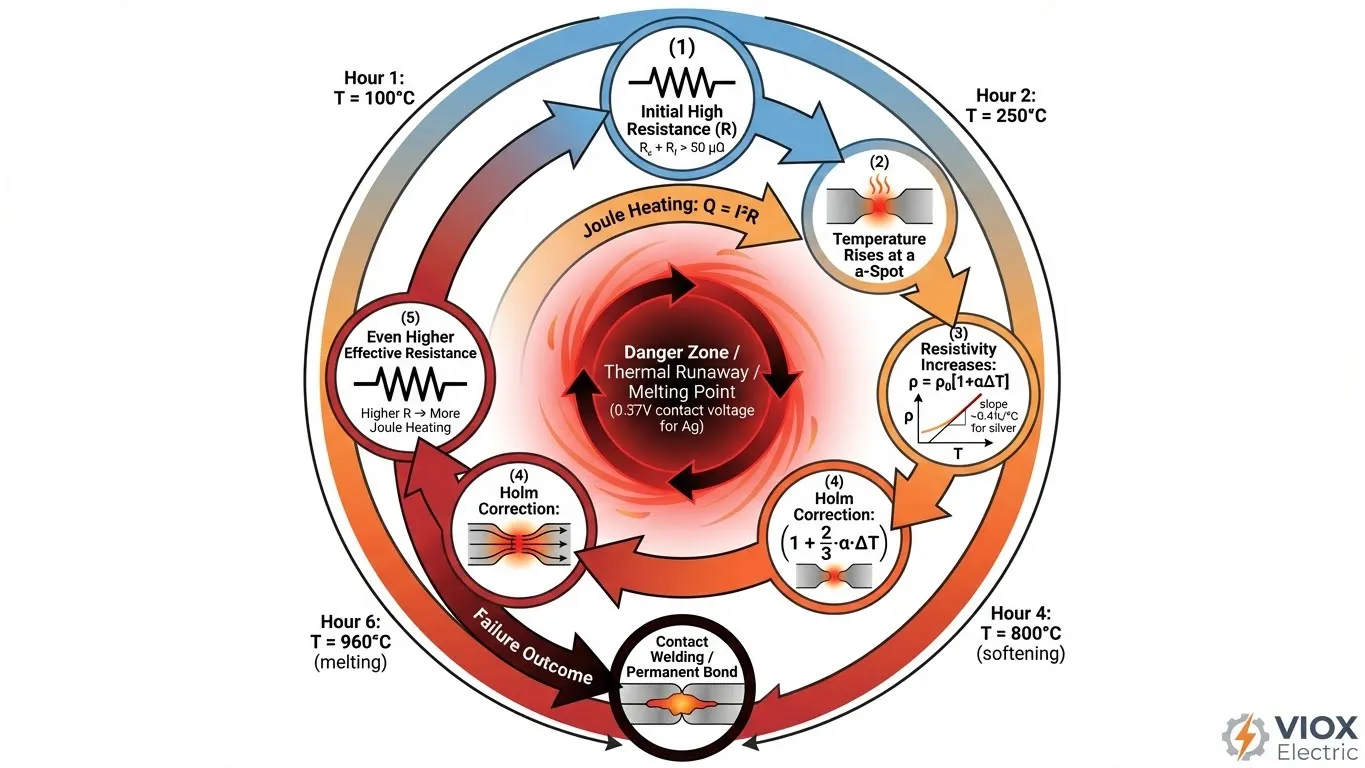
Krok 1: Ogrzewanie Joule'a
Wytworzone ciepło = \(Q = I^2 \cdot R_k \cdot t\), gdzie \(I\) to prąd (ampery), \(R_k\) to rezystancja stykowa, a \(t\) to czas. Przy 200 amperach i rezystancji 50 µΩ, rozpraszanie mocy wynosi 2 waty na parę styków — skoncentrowane w maleńkiej objętości.
Krok 2: Wzrost temperatury w punkcie a
Sam punkt a nagrzewa się szybciej niż przewodnik objętościowy, ponieważ prąd jest ograniczony. Zmierzona wartość napięcia styku (\(U\)) bezpośrednio koreluje z temperaturą punktu a poprzez prawo Wiedemanna-Franza: napięcie styku 0,1 V wskazuje temperaturę punktu a ~300°C.
Krok 3: Rezystancja wzrasta wraz z temperaturą
Wraz z nagrzewaniem się punktu a, rezystywność metalu wzrasta (\(\rho = \rho_0[1+\alpha\Delta T]\)). To dodatkowo podnosi rezystancję stykową, generując więcej ciepła.
Krok 4: Ucieczka termiczna
Jeśli żaden mechanizm nie ogranicza temperatury, pętla sprzężenia zwrotnego przyspiesza. Rezystancja rośnie, nagrzewanie przyspiesza, a punkt a zbliża się do punktu mięknienia materiału.
Współczynnik korekcyjny Holma
Holm pokazał, że efektywna rezystancja w wysokiej temperaturze wzrasta o współczynnik \(1 + \frac{2}{3}\alpha(T_{max}-T_0)\), gdzie współczynnik 2/3 uwzględnia nierównomierną temperaturę w strefie zwężenia. To wyjaśnia, dlaczego “gorętszy” styk rozwija jeszcze wyższą rezystancję niż przewidują proste modele liniowe.
Tabela porównawcza: Krytyczne progi temperatury
| Materiał | Napięcie mięknienia | Temperatura mięknienia (°C) | Napięcie topnienia | Temperatura topnienia (°C) |
|---|---|---|---|---|
| Srebro (Ag) | 0,09 V | ~300 | 0,37 V | 960 (temperatura topnienia materiału) |
| Miedź (Cu) | 0,12 V | ~350 | 0,43 V | 1085 |
| Nikiel (Ni) | 0,22 V | ~500 | 0,65 V | 1455 |
| Srebro-kadm | 0,11 V | ~320 | 0,40 V | Zależne od stopu |
Tryby awarii: Od gorącego do zespawanego
Nie każde przegrzanie wygląda tak samo. Awarie w terenie przebiegają według odrębnych wzorców:
Tryb 1: Zmiękczenie termiczne
Poniżej temperatury topnienia, ale powyżej napięcia zmiękczania, materiał styku staje się plastyczny. Punkt a ulega deformacji, zwiększając powierzchnię styku, co paradoksalnie chwilowo zmniejsza rezystancję. Jednak osłabienie materiału utrzymuje się, a wszelkie wibracje powodują mikroruchy i iskrzenie.
Tryb 2: Praca jednofazowa
Jeśli tylko jedna z trzech faz ulegnie degradacji (częste w przypadku asymetrycznego zanieczyszczenia), jej rezystancja wzrasta, podczas gdy pozostałe pozostają normalne. Gorąca faza przewodzi mniejszy prąd (wyższa rezystancja = niższy prąd), powodując niezrównoważenie obciążenia. Obciążenia silnikowe mogą się przegrzewać lub wibrować pod wpływem obciążenia jednofazowego.
Tryb 3: Przerywany styk i iskrzenie
Wysoka rezystancja powoduje spadek napięcia i ciepło, wyzwalając mikro-iskrzenie na styku. Te szybkie wyładowania łukowe jonizują powietrze, tworząc przewodzącą plazmę, a następnie styki ochładzają się, a rezystancja ponownie wzrasta. Ten cykl generuje ciągły szum elektromagnetyczny (buczenie) i zwęgla pobliską izolację z tworzywa sztucznego, tworząc ścieżkę do uziemienia lub zwarcia międzyfazowego.
Tryb 4: Zespolenie styków
Najbardziej katastrofalna awaria. Jeśli punkt a nagrzeje się powyżej temperatury topnienia stopu (zwykle napięcie styku 0,37 V dla srebra), dwie powierzchnie stapiają się ze sobą. ATS zostaje mechanicznie “zablokowany” w pozycji, w której nastąpiło spawanie, nie mogąc się przełączyć. Urządzenie jest teraz odizolowane zarówno od normalnego zasilania, jak i zasilania z generatora - całkowita awaria.
Metody diagnostyczne: Jak wykryć przegrzanie
Wczesne wykrycie oszczędza sprzęt i obiekty. Trzy metody dostarczają uzupełniających się informacji:

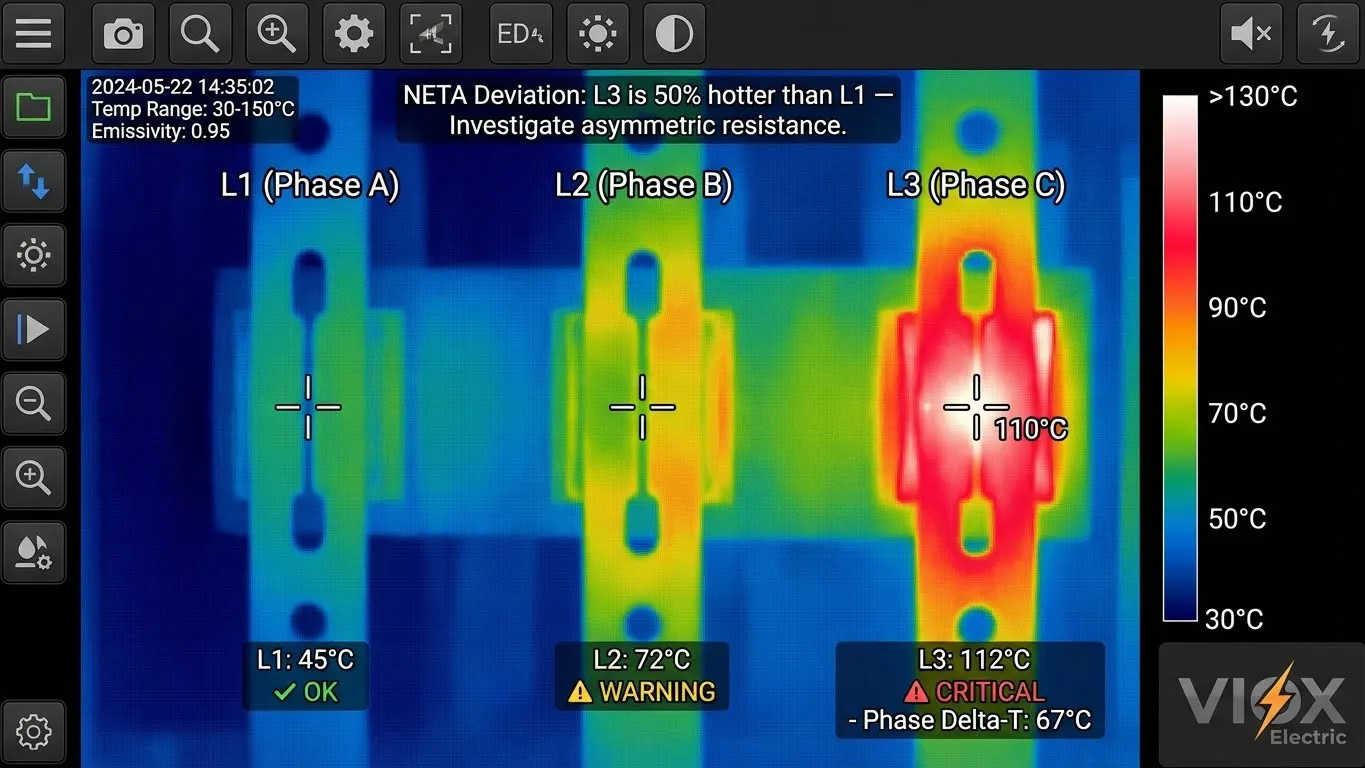
1. Termografia w podczerwieni (IR)
Użyj kamery termowizyjnej, gdy ATS jest pod normalnym obciążeniem budynku. Porównaj trzy fazy:
- Zmienność międzyfazowa: Zdrowe styki wykazują różnicę 15°C jest krytyczna.
- Temperatura bezwzględna: Styki nie powinny przekraczać 50–60°C powyżej temperatury otoczenia w stanie ustalonym (typowa temperatura otoczenia 20°C daje maksymalną temperaturę styku 70–80°C). Powyżej 100°C na jednej fazie sygnalizuje wysoką rezystancję.
- Harmonogram: Wykonuj termografię co miesiąc w krytycznych systemach rezerwowych.
2. Cyfrowy omomierz niskorezystancyjny (DLRO)
DLRO mierzy mikro-omy z dokładnością (rozdzielczość do 0,1 µΩ). Testuj każdy biegun niezależnie prądem o natężeniu co najmniej 10 amperów:
- Zdrowy zakres: 10–50 µΩ na parę styków (zależy od wielkości ATS i materiału styków)
- Poziom ostrzegawczy: 50–100 µΩ (zaplanuj konserwację w ciągu 30 dni)
- Poziom awarii: >100 µΩ (natychmiast wymień styki; nie odkładaj)
- Procedura NETA: Zmierz wszystkie trzy bieguny i oznacz każdy biegun odbiegający o >50% od najniższego odczytu
3. Kontrola wizualna i kontrola mechanizmu
- Powierzchnia styku: Odbarwienie (czarny nalot siarczku srebra) wskazuje na rezystancję warstwową
- Szczelina stykowa: Zmierz początkową szczelinę, gdy styki są otwarte; mniejsza szczelina niż specyfikacja fabryczna sugeruje erozję lub zużycie
- Siła zamykania: Ręcznie uruchom mechanizm (przy wyłączonym zasilaniu); powinien się płynnie włączać z słyszalnym “kliknięciem”. Ociężałe działanie sugeruje zużyte sprężyny
Tabela decyzji diagnostycznych
| Obserwacja | Odczyt DLRO | IR Delta-T | Działanie |
|---|---|---|---|
| Odbarwione styki + ociężały mechanizm | >100 µΩ | >20°C | Natychmiast wymień styki |
| Lekki nalot, normalny mechanizm | 50–100 µΩ | 10–15°C | Zaplanuj konserwację w ciągu 30 dni |
| Wyczyść styki, nasmaruj mechanizm | <50 µΩ | <3°C | Kontynuuj normalną pracę; przetestuj ponownie za 6 miesięcy |
| Jedna faza zauważalnie gorętsza | Różne | >15°C | Zbadaj asymetryczne obciążenie; sprawdź, czy zacisk nie jest poluzowany |
Strategia zapobiegania: Interwały konserwacji i punkty odniesienia
Zapobieganie przegrzaniu jest znacznie tańsze niż wymiana uszkodzonego ATS lub radzenie sobie z nieoczekiwanymi przestojami. Stopniowe podejście do konserwacji równoważy koszty i niezawodność:
Co miesiąc (krytyczne systemy rezerwowe)
- Przetestuj ATS pod obciążeniem znamionowym 50% prądu znamionowego, monitorując za pomocą kamery termowizyjnej
- Udokumentuj temperatury faz; oznaczaj trendy wzrostowe >5°C/miesiąc
Kwartalny
- Wykonaj test DLRO każdego bieguna; porównaj z poprzednimi wynikami
- Kontrola wizualna powierzchni styku i mechanizmu zamykającego
Rocznie
- Pełny profil rezystancji przy prądzie znamionowym (skoordynuj z testem obciążenia)
- Wyczyść styki alkoholem izopropylowym i sprężonym powietrzem (jeśli konstrukcja umożliwia bezpieczny dostęp)
- Sprawdź napięcie sprężyny zgodnie ze specyfikacją OEM; wymień sprężyny, jeśli ugięcie jest <90% nowego
Kontrola po przełączeniu (po każdym przełączeniu obciążenia)
- Jeśli ATS przełączył się podczas rzeczywistej awarii zasilania, wykonaj test DLRO w ciągu 24 godzin (styki mogły się mikrozgrzać)
- Jeśli przełączenie nastąpiło z przejściowymi skokami napięcia lub odgłosami iskrzenia, natychmiast przeprowadź kontrolę termowizyjną
Rezystancja odniesienia według wartości znamionowej ATS
| Wartość znamionowa ATS | Zakres prawidłowy | Ostrzeżenie (odchylenie >50%) | Awaria |
|---|---|---|---|
| 100 A | 15–40 µΩ | >60 µΩ | >100 µΩ |
| 400 A | 10–30 µΩ | >45 µΩ | >80 µΩ |
| 1200 A | 8–25 µΩ | >35 µΩ | >60 µΩ |
Pytania i odpowiedzi
P: Jak często należy sprawdzać rezystancję styku?
O: W przypadku obiektów z comiesięcznymi testami uruchomieniowymi generatora, sprawdzaj odczyty DLRO podczas każdego testu. W przypadku systemów tylko rezerwowych (bez regularnych uruchomień), wykonuj DLRO raz w roku i skan IR co 6 miesięcy. Po każdym rzeczywistym przełączeniu obciążenia, przetestuj w ciągu 24 godzin.
P: Czy mogę wyczyścić skorodowane styki, aby je odnowić?
O: Niewielki nalot można ostrożnie wyczyścić alkoholem izopropylowym i miękką szczotką, ale tylko jeśli konstrukcja ATS umożliwia bezpieczny dostęp do styków. Głębokie wżery lub erozja wymagają wymiany. Samo czyszczenie nie przywraca geometrii a-spot utraconej w wyniku iskrzenia.
P: Jaka jest różnica między “rezystancją styku” a “spadkiem napięcia na styku”?
O: Spadek napięcia na styku (mierzony w woltach) = rezystancja × prąd. Przy 200 A przez 50 µΩ, spadek wynosi 0,01 V. Zmierz spadek napięcia na parze styków pod obciążeniem, a następnie podziel przez prąd, aby obliczyć rezystancję. Kamery IR mierzą konsekwencje cieplne tego spadku napięcia.
P: Dlaczego niektóre fazy nagrzewają się bardziej niż inne?
O: Niesymetryczne zanieczyszczenie, nierównomierna siła docisku styków (zużyta sprężyna na jednym biegunie) lub luźne zaciski na jednej fazie. Jeśli jedna faza jest stale o 10°C+ cieplejsza, sprawdź, czy nie występuje niesymetryczne obciążenie (pojedynczy duży silnik) lub luźna końcówka kablowa na tej fazie.
P: Kiedy należy wymienić styki, a kiedy je odnowić?
O: Wymień, jeśli rezystancja przekracza 100 µΩ, zbliża się napięcie topnienia (>0,35 V spadek napięcia na styku) lub wżery pokrywają >30% powierzchni styku. Odnowienie (ponowne platerowanie lub obróbka powierzchni) jest opłacalne tylko dla zestawów styków wartych >2000 USD i wykazujących <50 µΩ rezystancji bez wżerów.
Wnioski
Rezystancja styków w urządzeniach ATS nie jest tajemnicą. To fizyka — przewidywalna i mierzalna. Wyposażony w kamerę termowizyjną i miernik DLRO, każdy zespół konserwacyjny może wykryć degradację na wiele miesięcy przed awarią. Fizyka, której się tutaj nauczyłeś, przekłada się bezpośrednio na liczby: porównaj odczyty DLRO z prawidłowymi zakresami, śledź trendy i wymieniaj styki, gdy przekroczą próg awarii. Od tego zależy zasilanie rezerwowe Twojego obiektu.
Aby uzyskać więcej wskazówek dotyczących wyboru i rozwiązywania problemów z ATS, zapoznaj się z naszym kompleksowym Przewodnik rozwiązywania problemów ATS oraz 3-etapowa metoda wyboru ATS. Jeśli badasz również ogólne procedury konserwacji elektrycznej, nasze Lista kontrolna konserwacji stycznika przemysłowego obejmuje podobne zasady diagnostyczne mające zastosowanie do innych urządzeń przełączających.
