
A kismegszakítók (MCB) gyűjtősínjeinek gyártása az anyagtudomány, a precíziós mérnöki munka és a fejlett automatizálás kifinomult összjátékát jelenti. Ezek az elektromos rendszerek hatékony áramelosztásához kritikus fontosságú vezető alkatrészek aprólékosan összehangolt gyártási folyamaton mennek keresztül a megbízhatóság, a biztonság és a teljesítmény biztosítása érdekében. Ez a jelentés összefoglalja az MCB gyűjtősíngyártás legújabb fejlesztéseit, betekintést nyújtva az ipari gyakorlatba, a szabadalmi újításokba és a kialakulóban lévő trendekbe.
Anyagkiválasztás és előkészítés
Alapanyagok: Réz vs. alumínium
A réz továbbra is az MCB gyűjtősínek uralkodó anyaga, mivel kiváló elektromos vezetőképessége (kb. 58,0 × 10⁶ S/m) és hőstabilitása miatt. Nagy mechanikai szilárdsága miatt ideális a nagyáramú alkalmazásokhoz, különösen ipari környezetben, ahol az áramsűrűség meghaladja a 100 A/mm²-t. Az alumínium, amely a réz 60% vezetőképességével, de csak 30% súlyával rendelkezik, költséghatékony alternatívát kínál a lakossági kisfeszültségű rendszerekhez. A bimetál kompozitok legújabb innovációi, mint például a rézzel bevont alumínium gyűjtősínek, a réz felületi vezetőképességét az alumínium könnyű magjával kombinálják, és 3,63 g/cm³ sűrűséget érnek el a tiszta réz 8,96 g/cm³-hez képest.
Felület-előkészítés és metallurgiai kötés
A hibrid gyűjtősínek gyártása mechanikus keféléssel kezdődik, hogy eltávolítsák az oxidrétegeket mind az alumíniumrúdról (mag), mind a rézcsőről (burkolat). A nagy sebességű acélkefék 1200-1500 fordulat/perc fordulatszámmal forognak a felületek súrolása érdekében, biztosítva a tiszta felületeket. Az ezt követő argongázos öblítés megakadályozza az oxidációt az összeszerelés során, amikor az alumíniummagot ellenőrzött légköri körülmények között helyezik a rézburkolatba.
A kritikus fázisban a kompozitot indukciós kemencében 600-660 °C-ra melegítik, majd hidraulikus húzással érik el a kohászati kötést. Ez az eljárás a határfelületi ellenállást <0,5 µΩ-m²-re csökkenti, miközben 0,1-0,3 mm vastagságú rézréteg marad. A húzás után a bimetál többlépcsős hengerművekben hideghengerlésen megy keresztül a végső méretek elérése érdekében, a vastagság ±0,05 mm-es és a szélesség ±0,1 mm-es tűrése mellett.
Precíziós gyártási folyamatok
CNC megmunkálás és automatizálás
A modern MCB gyűjtősíngyártás három fő műveletet integráló számítógépes számjegyvezérlésű (CNC) rendszereket használ:
- Vágás: A szervóvezérlésű nyíróprések ±0,1 mm pontossággal szeletelik a réz/alumínium alapanyagot akár 120 vágás/perc sebességgel.
- Ütés: A forgattyús lyukasztók keményfém szerszámmal készítik el a rögzítőfuratokat és a csatlakozási pontokat, ±0,02 mm-es pozíciós pontosságot elérve.
- Hajlítás: A programozható hidraulikus karok ±0,5°-os hajlásszög pontossággal alakítanak ki összetett geometriákat.
A 3 az 1-ben CNC-gépek alkalmazása 70%-tel csökkenti a beállítási időt a különálló rendszerekhez képest, míg az IoT-alapú prediktív karbantartási algoritmusok 40%-tel csökkentik az állásidőt.
Szigetelés és bevonat
Az alakítás után a gyűjtősíneket felületkezelésnek vetik alá a teljesítmény fokozása érdekében:
- Galvanizálás: Az ón- vagy ezüstbevonatok (5-20 µm vastagságúak) <10 µΩ-ra csökkentik az érintkezési ellenállást, miközben megakadályozzák az oxidációt.
- Szigetelés: A PVC vagy epoxi tokozás extrudált bevonattal 0,5-1,2 mm-es szigetelőrétegeket alkalmaz, amelyek 5000 V dielektromos szilárdságra vannak méretezve. Az automatizált látórendszerek 200 képkocka/másodperc sebességgel ellenőrzik a bevonat egyenletességét, és az 50 µm-nél nagyobb hibákat visszautasítják.
Minőségbiztosítás és tesztelés
Elektromos teljesítmény hitelesítés
Minden egyes gyűjtősínt szigorú tesztelésnek vetnek alá:
- Jelenlegi teherbíró képesség: 24 órás terheléses tesztek 125% névleges árammal (pl. 125A a C45 modellek esetében) figyelik a hőmérséklet-emelkedést, ΔT <50°C fenntartásával.
- Érintkezési ellenállás: A négyvégű Kelvin-mérések igazolják, hogy az ellenállás <50 µΩ a réz és <85 µΩ az alumínium változatok esetében.
- Rövidzárlat-ellenállás: A 100 ms-ig alkalmazott 10 kA hibaáramok a termikus stabilitást deformáció nélkül validálják.
Mechanikai és környezeti vizsgálatok
- Rezgésvizsgálat: Az 5-500 Hz-es szinuszos sweepek az IEC 61439-3 szerinti 10 éves üzemi terhelést szimulálják.
- Korrózióállóság: 1000 órás sópermetezési tesztek (ASTM B117) biztosítják a <5% felületi degradációt.
Fenntartható gyártási gyakorlatok
Erőforrás-hatékonyság
- Anyag újrahasznosítása: A zárt láncú rendszerek 98% rézhulladékot nyernek vissza indukciós olvasztással, ami 35%-tal csökkenti a szűzanyag-felhasználást.
- Energia-visszanyerés: A CNC-gépek regeneratív hajtásai 25% fékenergiát nyernek vissza.
Környezetbarát innovációk
- Nano-bevonatok: A grafénnel megerősített szigetelések 300%-tal javítják a hővezető képességet, miközben az anyagfelhasználás a felére csökken.
- Könnyítés: A topológiailag optimalizált kialakítások 22%-vel csökkentik az alumínium gyűjtősín tömegét anélkül, hogy az áramerősség csökkenne.
Jövőbeli irányok az MCB gyűjtősín technológiában
Intelligens gyártási integráció
- Digitális ikrek: A valós idejű folyamatszimulációk AI/ML algoritmusok segítségével állítják be a megmunkálási paramétereket, így a hozam 99,8%-re javul.
- Additív gyártás: A lézerporágy fúziója komplex belső hűtési csatornákat tesz lehetővé, ami 40%-vel növeli az áramsűrűséget.
Alkalmazásspecifikus fejlesztések
- EV Power Systems: A beépített hőmérséklet-érzékelőkkel ellátott folyadékhűtéses gyűjtősínek 800V-os architektúrákat támogatnak 500A folyamatos feszültség mellett.
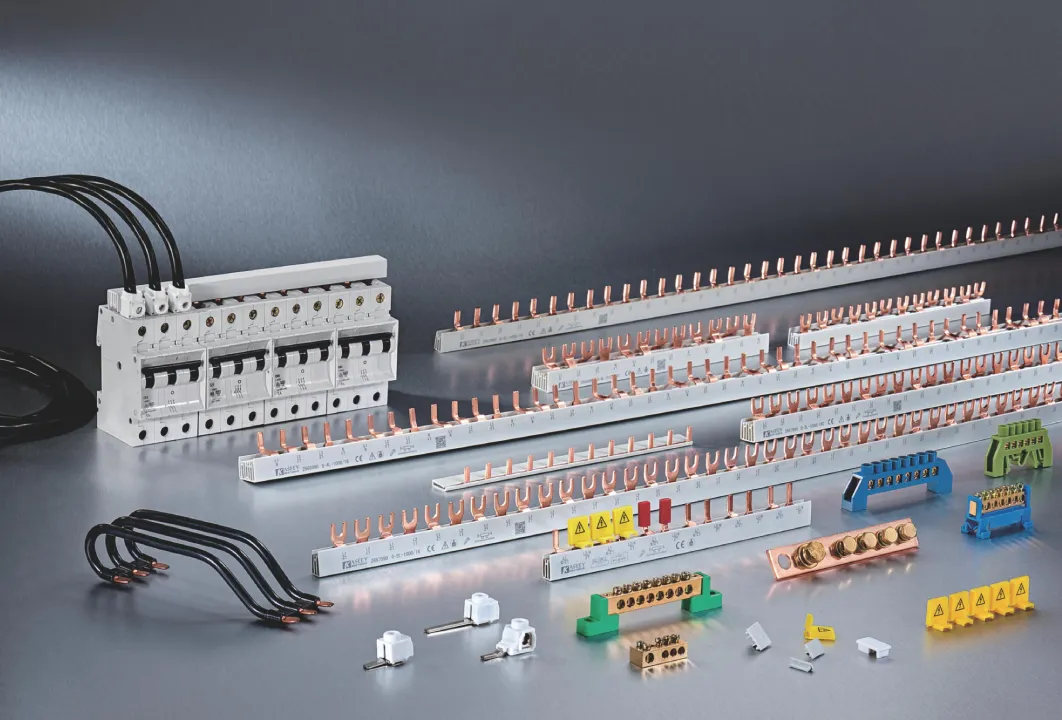
- Moduláris tervek: Az egymásba illeszthető fésűs gyűjtősínek lehetővé teszik a helyszíni átkonfigurálást, ami 60%-vel csökkenti a telepítési időt.
Következtetés
Az MCB gyűjtősíngyártás fejlődése tükrözi a villamosítás és a fenntartható ipar szélesebb körű tendenciáit. A bimetál kompozitoktól az AI-vezérelt gyártósorokig ezek a fejlesztések lehetővé teszik, hogy a gyűjtősínek megfeleljenek az energiahatékonysággal (20 év alatt 99,5% vezetőképesség-megtartás felett) és a környezetvédelmi megfelelőséggel kapcsolatos növekvő követelményeknek. A globális villamosítás felgyorsulásával az anyagtudomány és az intelligens gyártás terén folytatódó innováció az MCB gyűjtősíneket a következő generációs elektromos hálózatok kulcsfontosságú elemeivé teszi.
