
تولید باسبارهای کلید مینیاتوری (MCB) نشاندهندهی تعامل پیچیدهای از علم مواد، مهندسی دقیق و اتوماسیون پیشرفته است. این اجزای رسانا که برای توزیع کارآمد برق در سیستمهای الکتریکی حیاتی هستند، تحت یک فرآیند تولید دقیق و هماهنگ قرار میگیرند تا قابلیت اطمینان، ایمنی و عملکرد تضمین شود. این گزارش، آخرین پیشرفتها در تولید باسبار MCB را با بهرهگیری از بینشهایی از شیوههای صنعتی، نوآوریهای ثبت اختراع و روندهای نوظهور، ترکیب میکند.
انتخاب و آمادهسازی مواد
مواد هسته: مس در مقابل آلومینیوم
مس به دلیل رسانایی الکتریکی برتر (تقریباً 58.0 × 10⁶ S/m) و پایداری حرارتی، همچنان ماده غالب برای باسبارهای MCB است. استحکام مکانیکی بالای آن، آن را برای کاربردهای جریان بالا، به ویژه در محیطهای صنعتی که چگالی جریان از 100 A/mm² بیشتر است، ایدهآل میکند. آلومینیوم، با رسانایی 60% مس اما تنها 30% وزن آن، جایگزینی مقرون به صرفه برای سیستمهای مسکونی ولتاژ پایین ارائه میدهد. نوآوریهای اخیر در کامپوزیتهای دو فلزی، مانند باسبارهای آلومینیومی با روکش مس، رسانایی سطحی مس را با هسته سبک آلومینیوم ترکیب میکنند و به چگالی 3.63 گرم بر سانتیمتر مکعب در مقایسه با 8.96 گرم بر سانتیمتر مکعب مس خالص میرسند.
آمادهسازی سطح و پیوند متالورژیکی
ساخت باسبارهای هیبریدی با برسزنی مکانیکی برای حذف لایههای اکسید از میله آلومینیومی (هسته) و لوله مسی (روکش) آغاز میشود. برسهای فولادی پرسرعت با سرعت ۱۲۰۰ تا ۱۵۰۰ دور در دقیقه میچرخند تا سطوح را تمیز کنند و از تمیزی رابطها اطمینان حاصل شود. پس از آن، با استفاده از گاز آرگون، از اکسیداسیون در حین مونتاژ جلوگیری میشود و هسته آلومینیومی تحت شرایط جوی کنترلشده در غلاف مسی قرار میگیرد.
یک مرحله بحرانی شامل گرم کردن کامپوزیت تا دمای 600 تا 660 درجه سانتیگراد در کورههای القایی و به دنبال آن کشش هیدرولیکی برای دستیابی به پیوند متالورژیکی است. این فرآیند مقاومت بین سطحی را به کمتر از 0.5 میکرو اهم بر متر مربع کاهش میدهد در حالی که ضخامت لایه مس 0.1 تا 0.3 میلیمتر حفظ میشود. پس از کشش، دوفلزی در کارخانههای چند مرحلهای تحت نورد سرد قرار میگیرد تا به ابعاد نهایی با تلرانس ±0.05 میلیمتر برای ضخامت و ±0.1 میلیمتر برای عرض برسد.
فرآیندهای تولید دقیق
ماشینکاری و اتوماسیون CNC
تولید مدرن باسبار MCB از سیستمهای کنترل عددی کامپیوتری (CNC) بهره میبرد که سه عملیات اصلی را با هم ادغام میکنند:
- برش: پرسهای برشی سروو موتور، قطعات مسی/آلومینیومی را با دقت ±0.1 میلیمتر و با سرعت تا 120 برش در دقیقه برش میدهند.
- مشت زدن: پانچهای برجک با استفاده از ابزار کاربیدی، سوراخهای نصب و نقاط اتصال ایجاد میکنند و به دقت موقعیتی ±0.02 میلیمتر دست مییابند.
- خم شدن: بازوهای هیدرولیکی قابل برنامهریزی، هندسههای پیچیده را با دقت زاویه خمش ±0.5 درجه تشکیل میدهند.
استفاده از دستگاههای CNC سه در یک، زمان راهاندازی را در مقایسه با سیستمهای مجزا به میزان ۷۰۱TP3T کاهش میدهد، در حالی که الگوریتمهای نگهداری پیشبینیشده مبتنی بر اینترنت اشیا، زمان از کارافتادگی را به میزان ۴۰۱TP3T کاهش میدهند.
عایق و پوشش
پس از شکلدهی، باسبارها برای افزایش عملکرد، تحت عملیات سطحی قرار میگیرند:
- آبکاری الکتریکی: پوششهای قلع یا نقره (با ضخامت ۵ تا ۲۰ میکرومتر) مقاومت تماسی را به کمتر از ۱۰ میکرواهم کاهش میدهند و در عین حال از اکسیداسیون جلوگیری میکنند.
- عایق: پوششدهی PVC یا اپوکسی از طریق اکستروژن، لایههای عایق 0.5 تا 1.2 میلیمتری با مقاومت دیالکتریک 5000 ولت را اعمال میکند. سیستمهای بینایی خودکار، یکنواختی پوشش را با سرعت 200 فریم در ثانیه بررسی میکنند و عیوب بزرگتر از 50 میکرومتر را رد میکنند.
تضمین کیفیت و آزمایش
اعتبارسنجی عملکرد الکتریکی
هر باسبار تحت آزمایشهای دقیقی قرار میگیرد:
- ظرفیت حمل فعلی: آزمایشهای بار ۲۴ ساعته در جریان نامی ۱۲۵۱TP3T (مثلاً ۱۲۵ آمپر برای مدلهای C45) افزایش دما را رصد میکنند و ΔT را کمتر از ۵۰ درجه سانتیگراد نگه میدارند.
- مقاومت تماسی: اندازهگیریهای کلوین چهار ترمینالی، مقاومت کمتر از ۵۰ میکرواهم را برای مس و کمتر از ۸۵ میکرواهم را برای انواع آلومینیومی تأیید میکند.
- مقاومت در برابر اتصال کوتاه: جریانهای خطای ۱۰ کیلوآمپر اعمال شده به مدت ۱۰۰ میلیثانیه، پایداری حرارتی بدون تغییر شکل را تأیید میکنند.
آزمایش مکانیکی و محیطی
- آزمایش ارتعاش: روبشهای سینوسی ۵ تا ۵۰۰ هرتز، بارهای عملیاتی ۱۰ ساله را طبق IEC 61439-3 شبیهسازی میکنند.
- مقاومت در برابر خوردگی: آزمایشهای اسپری نمک ۱۰۰۰ ساعته (ASTM B117) تخریب سطح <5% را تضمین میکند.
شیوههای تولید پایدار
بهرهوری منابع
- بازیافت مواد: سیستمهای حلقه بسته، 98% قراضه مس را از طریق ذوب القایی بازیابی میکنند و مصرف مواد اولیه را 35% کاهش میدهند.
- بازیابی انرژی: درایوهای احیاکننده در ماشینهای CNC، 25% از انرژی ترمز را بازیابی میکنند.
نوآوریهای سازگار با محیط زیست
- نانو پوششها: عایقهای تقویتشده با گرافن، رسانایی حرارتی را تا 300% بهبود میبخشند و در عین حال مصرف مواد را به نصف کاهش میدهند.
- سبک سازی: طراحیهای بهینهشده از نظر توپولوژی، جرم باسبار آلومینیومی را بدون کاهش ظرفیت جریان، به میزان 22% کاهش میدهند.
مسیرهای آینده در فناوری باسبار MCB
یکپارچهسازی تولید هوشمند
- دوقلوهای دیجیتال: شبیهسازیهای فرآیند در زمان واقعی، پارامترهای ماشینکاری را با استفاده از الگوریتمهای هوش مصنوعی/یادگیری ماشین تنظیم میکنند و نرخ بازده را به 99.8% بهبود میبخشند.
- تولید افزایشی: همجوشی بستر پودر لیزری، کانالهای خنککننده داخلی پیچیدهای را فعال میکند و چگالی جریان را تا 40% افزایش میدهد.
تحولات خاص کاربرد
- سیستمهای قدرت خودروهای برقی: باسبارهای خنکشده با مایع با حسگرهای دمایی یکپارچه، از معماریهای ۸۰۰ ولتی با جریان ۵۰۰ آمپر پیوسته پشتیبانی میکنند.
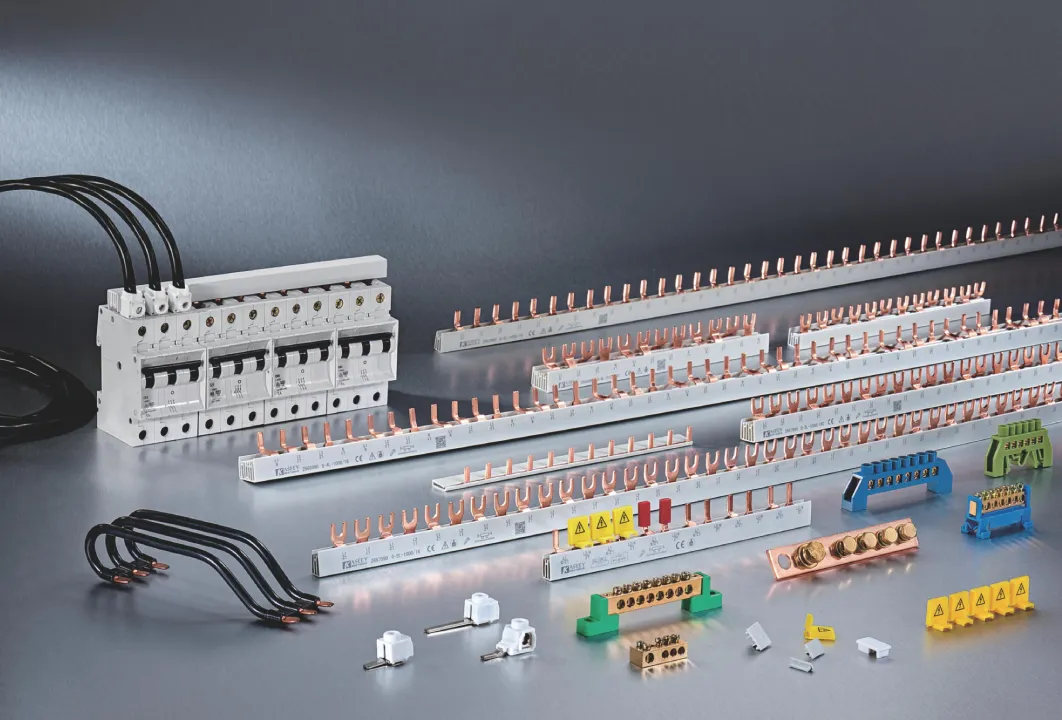
- طرحهای مدولار: باسبارهای شانهای متصل به هم، امکان پیکربندی مجدد میدانی را فراهم میکنند و زمان نصب را تا 60% کاهش میدهند.
نتيجه گيری
تکامل تولید باسبار MCB نشان دهنده روندهای گستردهتر در برقرسانی و صنعت پایدار است. از کامپوزیتهای دو فلزی گرفته تا خطوط تولید مبتنی بر هوش مصنوعی، این پیشرفتها باسبارها را قادر میسازد تا تقاضاهای فزاینده برای بهرهوری انرژی (بیش از ۹۹.۵۱TP3T حفظ رسانایی در طول ۲۰ سال) و انطباق با محیط زیست را برآورده کنند. با شتاب گرفتن برقرسانی جهانی، نوآوری مداوم در علم مواد و تولید هوشمند، باسبارهای MCB را به عنوان اجزای محوری در شبکههای برق نسل بعدی قرار خواهد داد.
