
كابوس استكشاف الأخطاء وإصلاحها الذي يخشاه كل صانع لوحات
أنت تقف أمام لوحة تحكم قمت بتصميمها قبل ستة أشهر، ومعدتك تنقبض. مدير الإنتاج يحوم خلفك، ذراعاه متشابكتان، ينتظر الإجابات. الخط معطل منذ ثلاث ساعات - أعطال متقطعة تأتي وتذهب، من المستحيل تتبعها. تفتح العلبة وترى المشكلة على الفور: العشرات من الأطراف المضغوطة على البارد متصلة ببعضها البعض، كل وصلة مدفونة تحت غلاف حراري، مما يجعل من المستحيل عزل الدائرة المعيبة دون قطع وإعادة إنهاء كل شيء.
“يسأل المدير: ”كم من الوقت لإصلاح هذا؟“ تقوم بالحسابات في رأسك: قص، تجريد، تجعيد، تقليص حراري، اختبار. اضرب في 30 نقطة اتصال. تعترف: ”أربع ساعات كحد أدنى، على افتراض أننا نجد المشكلة من المحاولة الأولى.“
إليك الحقيقة التي تقض مضجعك: كان من الممكن تجنب هذه المشكلة بأكملها إذا كنت قد استخدمت كتل طرفية بدلاً من الأطراف المضغوطة على البارد في هذا التطبيق. إن استكشاف الأخطاء وإصلاحها الذي سيستغرق أربع ساعات كان سيستغرق خمس عشرة دقيقة مع وصلات يمكن الوصول إليها وإعادة توصيلها.
السؤال الذي كان يجب طرحه أثناء التصميم: “هل أقوم بإنشاء نقطة وصل تحتاج إلى صيانة، أم أنني أقوم بعمل اتصال نقطة نهاية دائم؟” هذا السؤال الواحد يحدد ما إذا كنت بحاجة إلى كتل طرفية أو أطراف مضغوطة على البارد - والحصول عليها بشكل خاطئ لا يضيع وقتك فحسب. إنه يكلف ساعات إنتاج عملائك ويقوض مصداقيتك كمصمم.
لماذا يخلط المهندسون بين هذه الموصلات (ولماذا يهم ذلك)
قبل أن نحل هذا، تحتاج إلى فهم سبب وجود الكتل الطرفية والأطراف المضغوطة على البارد كمنتجات منفصلة في المقام الأول. إنه ليس مجرد تجزئة تسويقية - إنه لأنها تخدم أدوارًا مختلفة بشكل أساسي في البنية الكهربائية.
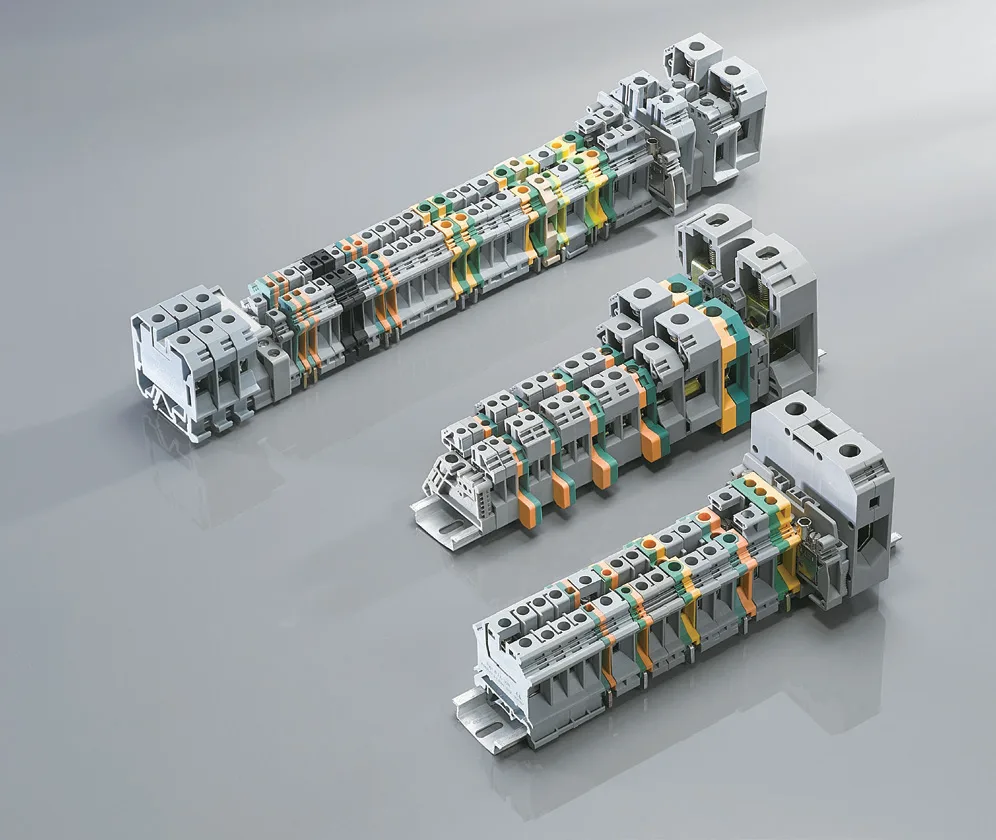
كتل طرفية هي نقاط وصل. فكر فيها على أنها المكافئ الكهربائي لتقاطع طريق سريع حيث تتقارب طرق متعددة. أنت تجمع عدة دوائر معًا، وتعيد توزيعها، وتنشئ نقاط اختبار، أو تقسم إشارة إلى وجهات متعددة. السمة الرئيسية: إمكانية الوصول. يمكنك فك برغي، وسحب سلك، وإدخال سلك جديد، وإعادة إحكامه دون تدمير أي شيء. هذا يجعل الكتل الطرفية ضرورية لأي مكان تحتاج فيه إلى استكشاف الأخطاء وإصلاحها أو تعديل الدوائر أو إضافتها.

أطراف مضغوطة على البارد هي موصلات نقطة النهاية. إنها المكافئ الكهربائي للمخرج - سلك واحد يصل إلى وجهته النهائية ويتصل بجهاز أو مستشعر أو مفتاح أو هيكل دائم آخر. تخلق عملية التجعيد وصلة لحام بارد بمقاومة كهربائية أقل من وصلات البرغي. السمة الرئيسية: الدوام. بمجرد تجعيدها، يكون الاتصال متفوقًا ميكانيكيًا وكهربائيًا، ولكن تعديله يعني القطع وإعادة الإنهاء.
يحدث الالتباس لأن كلاهما يمكنه من الناحية الفنية توصيل الأسلاك. لكن استخدام الأطراف المضغوطة على البارد في نقاط الوصل يخلق كوابيس صيانة، بينما استخدام الكتل الطرفية لكل نقطة نهاية واحدة يضيع المساحة والمال. المهندسون الذين يفهمون هذا بشكل صحيح لا يحفظون كتالوجات المنتجات - بل يطرحون سؤالًا حاسمًا أولاً: “ما هي الوظيفة التي تخدمها نقطة الاتصال هذه في نظامي؟”
إطار القرار الأساسي: وصلة أم إنهاء؟
إليك الحقيقة البسيطة التي توضح 90٪ من قرارات اختيار الموصل الخاص بك:
إذا كانت نقطة الاتصال بمثابة وصلة حيث تلتقي الدوائر أو تتفرع أو تعيد توزيعها ← كتل طرفية
إذا كانت نقطة الاتصال هي المكان الذي ينتهي فيه سلك واحد في وجهته النهائية ← أطراف مضغوطة على البارد
لنجعل هذا ملموسًا بأمثلة حقيقية:
أمثلة على نقاط الوصل (استخدم الكتل الطرفية):
- توزيع لوحة التحكم: طاقة 24 فولت تيار مستمر تدخل اللوحة وتنقسم إلى 12 جهازًا مختلفًا
- تجميع الإشارات: بطاقة إخراج PLC متصلة بأجهزة ميدانية متعددة من خلال كتلة وصل
- تجميع الأرضي/المحايد المشترك: دوائر متعددة تعود إلى نقطة أرضية مشتركة
- الوصول إلى الاختبار واستكشاف الأخطاء وإصلاحها: أي مكان تحتاج فيه إلى فصل الدوائر للاختبار دون تدمير الوصلات
- أقسام الآلة المعيارية: نقاط الاتصال بين وحدات الآلة التي يمكن إعادة تكوينها
أمثلة على نقاط الإنهاء (استخدم الأطراف المضغوطة على البارد):
- وصلات أسلاك المحرك: سلك من خرج VFD ينتهي في مسامير طرفية للمحرك
- أسلاك توصيل المستشعر: سلك من مستشعر تقارب متصل بسلك أو قابس
- إنهاء كابلات البطارية: كابل ذو مقياس ثقيل ينتهي في أقطاب البطارية
- نقاط نهاية تسخير السيارات: أسلاك في تسخير متصلة بالمفاتيح أو المرحلات أو كتل المصهر
- وصلات الألواح الشمسية: سلك من لوحة شمسية ينتهي في عروات صندوق التوصيل
🔌 نصيحة احترافية: اختبار الوصلة مقابل الإنهاء
اسأل نفسك: “هل سيحتاج أي شخص في أي وقت إلى فصل هذا السلك وإعادة توصيله - أو توصيل شيء مختلف هنا - دون قطع وإعادة الإنهاء؟” إذا كانت الإجابة بنعم، فأنت بحاجة إلى كتلة طرفية. إذا كانت الإجابة بلا، فمن المحتمل أن يكون الطرف المضغوط على البارد أفضل. هذا السؤال الواحد يمنع 90٪ من أخطاء اختيار الموصل.
عملية الاختيار المكونة من 4 خطوات: اختيار الموصل المناسب في كل مرة
الآن بعد أن فهمت الفرق الأساسي، دعنا نسير في العملية المنهجية التي تضمن اختيارك لنوع الموصل المناسب لكل تطبيق.
الخطوة 1: حدد وظيفة الاتصال الخاصة بك (وصلة أو إنهاء)
ابدأ بتعيين بنيتك الكهربائية وتحديد وظيفة كل نقطة اتصال. لا تنظر فقط إلى مخططك - تتبع فعليًا مكان التقاء الأسلاك وماذا تفعل هناك.
نقاط الوصل لها هذه الخصائص:
- تتقارب أسلاك متعددة في مكان واحد
- تنقسم الدوائر أو تعيد توزيع الطاقة/الإشارات
- أنت بحاجة إلى إمكانية الوصول لإجراء تعديلات مستقبلية
- يتطلب الاختبار أو استكشاف الأخطاء وإصلاحها عزل الدوائر الفردية
- قد تحتاج الوصلة إلى كسرها وإعادة صنعها عدة مرات على مدار عمر الجهاز
نقاط الإنهاء لها هذه الخصائص:
- يصل سلك واحد إلى وجهته النهائية
- الوصلة هي جزء من تسخير أو تجميع كابلات مصنعة
- المساحة محدودة للغاية (الأطراف المضغوطة على البارد عادة ما تكون أكثر إحكاما بنسبة 60٪ من الكتل الطرفية)
- من المحتمل ألا يتم تعديل الوصلة أبدًا بعد التثبيت الأولي
- يوجد اهتزاز ميكانيكي أو صدمة
بمجرد تصنيف كل نقطة اتصال في تصميمك إما على أنها وصلة أو إنهاء، تكون قد أكملت 50٪ من عمل الاختيار.
الخطوة 2: تقييم احتياجات الصيانة والتعديل
هذا هو المكان الذي يفشل فيه العديد من المهندسين - فهم يقللون من تقدير عدد المرات التي سيحتاج فيها إلى الوصول إلى الوصلات على مدار عمر الجهاز. لنكن صادقين: كل تصميم “نهائي” يتم تعديله. يضيف العملاء ميزات. تفشل المستشعرات ويتم استبدالها. تتغير تسلسلات التحكم.
استخدم الكتل الطرفية عندما:
- سيتم صيانة الجهاز من قبل فنيين متعددين بمستويات مهارة متفاوتة
- أنت تقوم ببناء نموذج أولي أو إثبات للمفهوم حيث ستتغير الأسلاك بالتأكيد
- تشتمل اللوحة على وصلات إدخال/إخراج احتياطية للتوسع المستقبلي
- تتطلب إجراءات استكشاف الأخطاء وإصلاحها عزل الدوائر الفردية باستخدام مقياس متعدد
- أنت تصمم لعميل يقوم تاريخيًا بإجراء تعديلات متكررة
استخدم الأطراف المضغوطة على البارد عندما:
- الأسلاك هي جزء من منتج مصنع ذي بنية ثابتة (الأجهزة والمركبات)
- أنت تقوم ببناء تسخير في مصنع بعمليات خاضعة للرقابة
- الوصلة غير قابلة للوصول بعد التثبيت (علب محكمة الإغلاق، تجميعات مدمجة)
- تكاليف العمالة للتعديلات المستقبلية مقبولة لأن التعديلات غير مرجحة.
⚙️ نصيحة للمحترفين: قاعدة الصيانة لمدة 10 سنوات
إذا كان الفني الذي لديه مجموعة أدوات أساسية (مفك براغي، قشارة أسلاك، مقياس متعدد) لا يستطيع صيانة هذا الاتصال في غضون 10 سنوات دون أدوات تجعيد متخصصة، فربما تكون قد اتخذت الخيار الخاطئ. تحافظ كتل الأطراف الطرفية على قابلية صيانة المعدات الخاصة بك من قبل موظفي الصيانة العاديين - غالبًا ما تتطلب التوصيلات المجعدة فنيين مدربين بأدوات محددة.
إليك مصفوفة قرار تستند إلى التردد المتوقع للتعديل:
| احتمالية التعديل | الكتل الطرفية | أطراف طرفية مضغوطة على البارد |
|---|---|---|
| متكرر (شهري/سنوي) | ✅ مفضل بشدة | ❌ يخلق عمالة مفرطة |
| عرضي (كل 2-5 سنوات) | ✅ مفضل | ⚠️ مقبول إذا كان موثقًا جيدًا |
| نادر (5-10 سنوات) | ✅ لا يزال موصى به للدوائر الهامة | ✅ مقبول لمعظم التطبيقات |
| أبدًا (مغلق/مدمج) | ⚠️ غير ضروري | ✅ مفضل |
الخطوة 3: تطبيق اختبار الاهتزاز والبيئة
هنا تثبت الأطراف الطرفية المضغوطة على البارد تفوقها: الموثوقية الميكانيكية في الظروف القاسية. تخلق عملية التشكيل على البارد أثناء التجعيد وصلة ملحومة على البارد محكمة الغلق بالغاز ومتفوقة ميكانيكيًا على أي وصلة لولبية.
🔩 نصيحة للمحترفين: الاهتزاز هو الفيصل العظيم
إذا كانت معداتك تتحرك أو تهتز أو تعمل في مركبة، فإن الأطراف الطرفية المضغوطة على البارد غير قابلة للتفاوض لوصلات النهاية الطرفية. سوف ترتخي الأطراف اللولبية في بيئة مهتزة - ليس “إذا”، بل “متى”. حتى مع كتل الأطراف الطرفية ذات المشبك الزنبركي، يمكن أن يتصلب السلك نفسه ويتكسر عند نقطة الإنهاء. توزع التوصيلات المجعدة الإجهاد على مساحة أكبر وتقاوم فشل الاهتزاز بشكل أفضل.
قم بتطبيق هذا التقييم البيئي:
بيئات عالية الاهتزاز (المركبات والآلات الدوارة والمعدات المتنقلة):
- نقاط التوصيل: استخدم كتل الأطراف الطرفية ذات المشبك الزنبركي (وليس النوع اللولبي)
- نقاط الإنهاء: استخدم الأطراف الطرفية المضغوطة على البارد حصريًا
بيئات أكالة أو خارجية:
- نقاط التوصيل: استخدم كتل الأطراف الطرفية المصنفة IP (IP65 كحد أدنى)
- نقاط الإنهاء: استخدم الأطراف الطرفية المضغوطة على البارد مع عزل الانكماش الحراري
البيئات ذات درجات الحرارة العالية (بالقرب من المحركات والأفران والمحركات):
- نقاط التوصيل: استخدم كتل الأطراف الطرفية ذات الأغلفة ذات درجة الحرارة العالية (بولي أميد مقوى بالألياف الزجاجية)
- نقاط الإنهاء: استخدم الأطراف الطرفية المضغوطة على البارد ذات درجة الحرارة العالية مع عزل السيليكون
بيئات نظيفة ومتحكم فيها بالمناخ (لوحات التحكم القياسية):
- نقاط التوصيل: تعمل كتل الأطراف الطرفية القياسية DIN بشكل جيد
- نقاط الإنهاء: كلا نوعي الموصل مقبولان؛ اختر بناءً على عوامل أخرى
الخطوة 4: التحقق من الصحة مقابل تصنيف التيار والمساحة وسرعة التثبيت
لقد حددت الوظيفة (التوصيل مقابل الإنهاء) واحتياجات الصيانة والعوامل البيئية. الآن تحقق من صحة اختيارك الأولي مقابل القيود العملية.
مقارنة تصنيف التيار
يمكن لكلا نوعي الموصل التعامل مع تيار كبير، ولكن هناك فرقًا حاسمًا في الأداء:
⚡ نصيحة للمحترفين: تتمتع الأطراف الطرفية المضغوطة على البارد بموصلية فائقة
تخلق عملية اللحام على البارد أثناء التجعيد رابطة على المستوى الجزيئي تؤدي إلى مقاومة كهربائية أقل بنسبة 20-30٪ مقارنة بالأطراف اللولبية. بالنسبة للتطبيقات ذات التيار العالي (أكثر من 50 أمبير)، يترجم هذا مباشرة إلى توليد حرارة أقل وكفاءة أفضل. إذا كنت تقوم بإنهاء كابلات بطارية ثقيلة أو مغذيات محرك، فإن التوصيلات المجعدة تتفوق على التوصيلات اللولبية كهربائيًا.
مقارنة سعة التيار:
| النطاق الحالي | الكتل الطرفية | أطراف طرفية مضغوطة على البارد | توصية |
|---|---|---|---|
| 0-20 أمبير | ممتاز | ممتاز | يعمل أي من النوعين؛ اختر حسب الوظيفة |
| 20-50 أمبير | جيد جدا | ممتاز | يفضل الضغط على البارد للإنهاءات |
| 50-100 أمبير | جيد (يتطلب كتل أكبر) | ممتاز | يفضل بشدة الضغط على البارد لكفاءة المساحة |
| 100 أمبير + | متاح ولكنه ضخم | ممتاز | الأطراف الطرفية المضغوطة على البارد هي الحل القياسي |
قيود المساحة
إذا كنت تعمل في حاوية مدمجة أو تطبيق مثبت على PCB، تصبح المساحة هي العامل الحاسم:
- أطراف مضغوطة على البارد عادة ما تكون أكثر إحكاما بنسبة 60-70٪ من كتل الأطراف الطرفية المكافئة
- كتل طرفية يمكن استخدام تصميمات متعددة المستويات (تكديس 2-3 مستويات عموديًا) لتوفير مساحة السكة الأفقية
- بالنسبة للأسلاك الكثيفة للغاية (أكثر من 50 توصيلًا في لوحة صغيرة)، خطط لاستراتيجية التوصيل/الإنهاء بعناية
سرعة التثبيت
الوقت هو المال، خاصة في بيئات الإنتاج:
- كتل الأطراف الطرفية ذات الدفع: أسرع تثبيت لنقاط التوصيل (لا توجد أدوات مطلوبة)
- الأطراف الطرفية المضغوطة على البارد: يتطلب أداة تجعيد ولكنه يخلق اتصالًا دائمًا وموثوقًا في ثوانٍ
- كتل الأطراف الطرفية اللولبية: الخيار الأبطأ (يتطلب إحكام كل مسمار على حدة)
إذا كنت تقوم ببناء المئات من اللوحات في بيئة مصنع، فإن اختلافات وقت التركيب تتضاعف بشكل كبير. يمكن لمهندس التصنيع الذي ينتقل من أطراف التوصيل اللولبية إلى كتل طرفية تعمل بالضغط لنقاط التوصيل والأسلاك المجهزة مسبقًا بأطراف توصيل مضغوطة على البارد لنقاط النهاية أن يقلل وقت التجميع بنسبة 40-50٪.
دليل التطبيق الواقعي: اتخاذ القرار الصحيح
دعنا نطبق هذا الإطار على السيناريوهات الشائعة التي ستواجهها:
السيناريو 1: لوحة التحكم الصناعية
التطبيق: خط إنتاج يتم التحكم فيه بواسطة PLC مع 30 نقطة إدخال/إخراج، وتوزيع الطاقة، وضوابط المحركات
القرار:
- توزيع الطاقة على أجهزة متعددة ← كتل طرفية (نقاط التوصيل)
- تجميع إدخال/إخراج PLC ← كتل طرفية (الحاجة إلى الوصول لاستكشاف الأخطاء وإصلاحها)
- مخرجات VFD للمحرك إلى صناديق أطراف المحرك ← أطراف مضغوطة على البارد (نقطة نهاية دائمة، وجود اهتزاز)
- توصيلات المستشعرات داخل اللوحة ← كتل طرفية (قد تحتاج إلى تبديل المستشعرات)
- أسلاك توصيل المستشعرات بوصلات الأسلاك ← أطراف مضغوطة على البارد (نقطة نهاية الأسلاك المصنعة)
السيناريو 2: مجموعة أسلاك السيارات
التطبيق: مجموعة أسلاك حجرة المحرك لمركبة تجارية
القرار:
- جميع التوصيلات تقريبًا ← أطراف مضغوطة على البارد (اهتزاز، قيود المساحة، تجميع دائم)
- استثناء: نقطة فصل البطارية ← كتل طرفية أو عروات ملولبة (مطلوب الوصول للصيانة)
السيناريو 3: تركيب الطاقة المتجددة
التطبيق: صناديق توصيل المصفوفات الشمسية وتوصيلات العاكس
القرار:
- التوصيلات البينية بين اللوحات ← أطراف مضغوطة على البارد (التعرض للطقس، الاهتزاز الناتج عن الرياح)
- التوصيلات الداخلية لصندوق التوصيل ← كتل طرفية (توسع مستقبلي محتمل)
- توصيلات إدخال العاكس ← أطراف مضغوطة على البارد (تيار عالي، تركيب دائم)
- توصيلات معدات المراقبة ← كتل طرفية (الحاجة إلى الوصول التشخيصي)
السيناريو 4: الإلكترونيات المثبتة على PCB
التطبيق: وحدة تحكم الأجهزة مع توصيلات الأسلاك الخارجية
القرار:
- توصيلات إدخال/إخراج PCB ← كتل طرفية مثبتة على PCB (الوصول إلى أسلاك المجال)
- توصيلات داخلية من لوحة إلى لوحة ← أطراف توصيل أو موصلات مضغوطة على البارد (تجميع المصنع، الحد الأدنى من المساحة)
التحقق من واقع التكلفة والمنفعة
لنتحدث عن المال، لأن اختيار الموصل له آثار مالية حقيقية:
تكلفة الكتل الطرفية أعلى مقدمًا ولكنها توفر المال على مدار عمر المعدات:
- تكلفة المكونات الأولية أعلى (عادةً ما تكون 2-3 أضعاف سعر الأطراف المجعدة)
- لا توجد أدوات متخصصة مطلوبة (مجرد مفكات براغي)
- انخفاض كبير في تكاليف استكشاف الأخطاء وإصلاحها وتعديلها
- يسمح لفنيين أقل مهارة بصيانة المعدات
تتميز الأطراف المضغوطة على البارد بتكاليف مكونات أقل ولكنها تتطلب استثمارًا في الأدوات:
- تكلفة مكونات أقل (خاصة بكميات كبيرة)
- يتطلب أدوات تجعيد (150 دولارًا أمريكيًا - 500 دولار أمريكي اعتمادًا على الجودة وأنواع الأطراف)
- تركيب أسرع بشكل ملحوظ في بيئات الإنتاج
- تتطلب التعديلات القطع وإعادة الإنهاء (تتطلب عمالة مكثفة)
تحليل نقطة التعادل:
- للمشاريع أو النماذج الأولية لمرة واحدة: تفوز الكتل الطرفية دائمًا تقريبًا بسبب تكاليف الأدوات
- لبيئات الإنتاج (> 100 وحدة): تفوز الأطراف المضغوطة على البارد بسبب سرعة التجميع
- للمعدات المثبتة في الميدان: تفوز الكتل الطرفية بسبب تكاليف عمالة الخدمة
- لمنتجات OEM ذات الأسلاك الثابتة: تفوز الأطراف المضغوطة على البارد بسبب الموثوقية والاكتناز
الأخطاء الشائعة التي تؤدي إلى فشل الموصلات
بعد 15 عامًا في هذا المجال، رأيت هذه الأخطاء بشكل متكرر:
- ❌ خطأ #1: استخدام أطراف توصيل مضغوطة على البارد في نقاط التوصيل - يؤدي إلى أسلاك يتعذر الوصول إليها تحول استكشاف الأخطاء وإصلاحها الذي يستغرق 15 دقيقة إلى وظائف إعادة توصيل الأسلاك التي تستغرق 4 ساعات.
- ❌ خطأ #2: استخدام كتل طرفية لولبية في التطبيقات عالية الاهتزاز - ترتخي البراغي بمرور الوقت، مما يخلق أعطالًا متقطعة يصعب تشخيصها بشكل مزعج.
- ❌ خطأ #3: خلط أنواع الموصلات بشكل عشوائي دون اتباع نهج منظم - يؤدي إلى تركيبات غير متناسقة تربك فنيي الصيانة وتبطئ الإصلاحات.
- ❌ خطأ #4: تقليل حجم أطراف التوصيل المضغوطة على البارد لقدرة التيار - تتمتع التوصيلات المعقوصة بموصلية ممتازة، ولكن فقط إذا كانت ذات حجم مناسب. سيؤدي طرف توصيل 10 أمبير في دائرة 15 أمبير إلى ارتفاع درجة الحرارة والفشل.
- ❌ خطأ #5: نسيان إمكانية الخدمة المستقبلية - تصميم المعدات التي يستحيل تعديلها دون إعادة توصيل الأسلاك بالكامل يدمر علاقات العملاء.



قائمة التحقق الخاصة بك: لا تختر الموصل الخاطئ مرة أخرى
استخدم شجرة القرار هذه لكل نقطة توصيل في تصميمك:
الخطوة 1: تحليل الوظيفة
- هل هذه نقطة توصيل حيث تلتقي/تنقسم الدوائر؟ ← ضع في اعتبارك الكتل الطرفية
- هل هذه نقطة نهاية حيث ينتهي سلك واحد؟ ← ضع في اعتبارك أطراف التوصيل المضغوطة على البارد
الخطوة 2: تقييم الصيانة
- هل ستحتاج هذه الوصلة إلى الوصول إليها لاستكشاف الأخطاء وإصلاحها؟ ← تفضيل الكتل الطرفية
- هل هذه وصلة دائمة مجمعة في المصنع؟ ← تفضيل أطراف التوصيل المضغوطة على البارد
الخطوة 3: العوامل البيئية
- هل يوجد اهتزاز عالي؟ ← أطراف توصيل مضغوطة على البارد لنقاط النهاية؛ كتل طرفية ذات مشبك زنبركي للوصلات
- بيئة خارجية/تآكلية؟ ← كتل طرفية مصنفة وفقًا لـ IP أو أطراف معقوصة معزولة
- هل المساحة محدودة؟ ← أطراف التوصيل المضغوطة على البارد أكثر إحكاما
الخطوة 4: التحقق العملي
- هل تصنيف التيار كافٍ؟ (تحقق من أوراق البيانات لكلا الخيارين)
- الأدوات المتاحة للتثبيت؟ (أدوات العقص مطلوبة للأطراف المضغوطة على البارد)
- هل التكلفة مبررة؟ (ضع في الاعتبار وقت التثبيت وتكاليف الخدمة مدى الحياة)
الخلاصة: طابق الموصل مع الوظيفة
إليك ما يميز التصميمات الكهربائية الاحترافية عن التصميمات المعرضة للمشاكل: استخدام الكتل الطرفية لنقاط التوصيل وأطراف التوصيل المضغوطة على البارد لوصلات نقاط النهاية. هذا كل شيء. ليس الخلط العشوائي. ليس الافتراضي لنوع واحد لكل شيء. مطابقة منهجية لنوع الموصل مع الوظيفة الكهربائية.
عندما تتبع هذا النهج، فإنك تنشئ معدات:
- ✅ تستكشف الأخطاء وإصلاحها بسرعة لأن نقاط التوصيل يمكن الوصول إليها
- ✅ تقاوم أعطال الاهتزاز لأن نقاط النهاية تستخدم وصلات معقوصة
- ✅ تكلفة صيانتها أقل لأن التعديلات لا تتطلب أدوات متخصصة
- ✅ تعمل بشكل موثوق لأن كل نوع موصل يستخدم حيث يتفوق
- ✅ تلبي المعايير المهنية لأن تصميمك يظهر تفكيرًا هندسيًا منهجيًا
المهندسون الذين يتقنون هذا ليسوا أولئك الذين يعرفون كل رقم طراز للكتلة الطرفية. إنهم أولئك الذين يسألون “وصلة أم إنهاء؟” قبل تحديد أي موصل - ولا ينتهي بهم الأمر بالوقوف أمام لوحة التحكم في الساعة 3 صباحًا لشرح سبب استغراق استكشاف الأخطاء وإصلاحها أربع ساعات.
تعتمد موثوقية جهازك ووقت تشغيل إنتاج عميلك على اختيار الموصل المناسب للتطبيق المناسب. اتبع الإطار، واستخدم قائمة التحقق، ولن تخمن اختيارات الموصل الخاصة بك مرة أخرى. 🔧
