
Výroba prípojníc pre miniatúrne ističe (MCB) predstavuje sofistikovanú súhru materiálovej vedy, presného inžinierstva a pokročilej automatizácie. Tieto vodivé komponenty, ktoré sú rozhodujúce pre efektívnu distribúciu energie v elektrických systémoch, prechádzajú starostlivo riadeným výrobným procesom, aby sa zabezpečila spoľahlivosť, bezpečnosť a výkon. Táto správa syntetizuje najnovšie pokroky vo výrobe prípojníc MCB, pričom čerpá poznatky z priemyselných postupov, patentových inovácií a nových trendov.
Výber a príprava materiálu
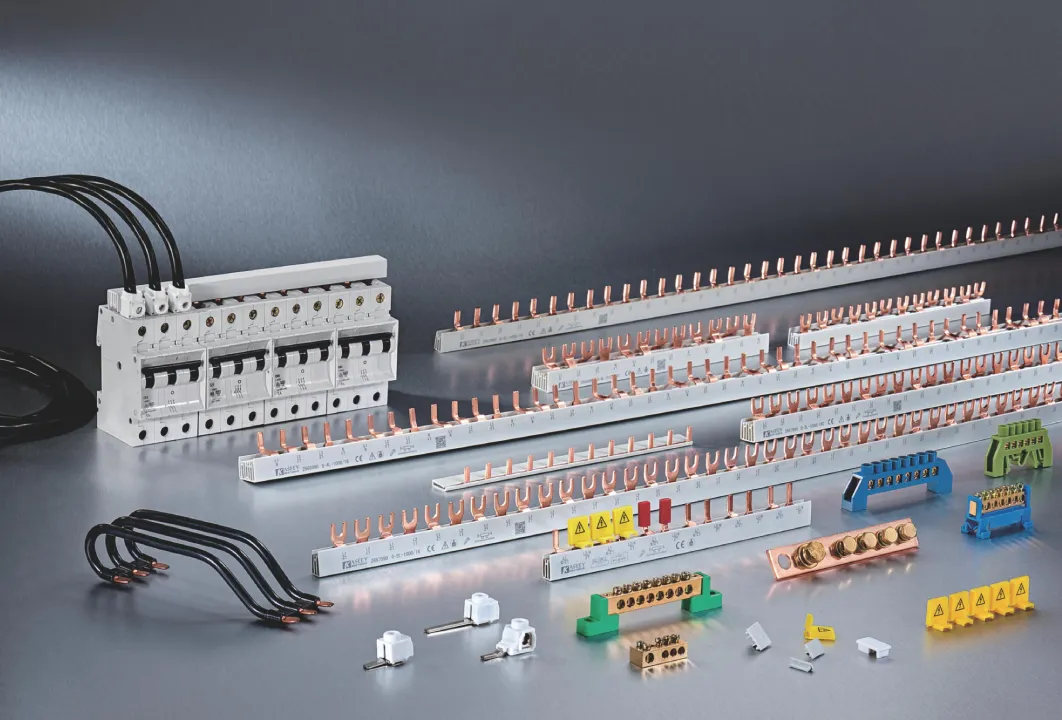
Základné materiály: Meď vs. hliník
Meď zostáva dominantným materiálom pre prípojnice MCB vďaka svojej vynikajúcej elektrickej vodivosti (približne 58,0 × 10⁶ S/m) a tepelnej stabilite. Vďaka svojej vysokej mechanickej pevnosti je ideálna na vysokoprúdové aplikácie, najmä v priemyselnom prostredí, kde prúdová hustota presahuje 100 A/mm². Hliník, ktorý má 60% vodivosti medi, ale len 30% jej hmotnosti, ponúka cenovo výhodnú alternatívu pre nízkonapäťové bytové systémy. Nedávne inovácie v oblasti bimetalových kompozitov, ako sú hliníkové prípojnice s medeným plášťom, kombinujú povrchovú vodivosť medi s ľahkým hliníkovým jadrom, čím sa dosahuje hustota 3,63 g/cm³ v porovnaní s hustotou 8,96 g/cm³ čistej medi.
Príprava povrchu a metalurgické lepenie
Výroba hybridných prípojníc sa začína mechanickým kefovaním, aby sa z hliníkovej tyče (jadra) aj medenej rúrky (plášťa) odstránili vrstvy oxidov. Vysokorýchlostné oceľové kefy sa otáčajú rýchlosťou 1 200 - 1 500 otáčok za minútu, čím čistia povrch a zabezpečujú čisté rozhrania. Následné prefúknutie argónom zabraňuje oxidácii počas montáže, pričom hliníkové jadro je vložené do medeného plášťa v kontrolovaných atmosférických podmienkach.
Kritická fáza zahŕňa zahrievanie kompozitu na 600-660 °C v indukčných peciach, po ktorom nasleduje hydraulické ťahanie na dosiahnutie metalurgického spojenia. Tento proces znižuje medzifázový odpor na <0,5 µΩ-m² pri zachovaní hrúbky vrstvy medi 0,1-0,3 mm. Po vytiahnutí sa bimetal podrobí valcovaniu za studena vo viacstupňových valcovniach, aby sa dosiahli konečné rozmery s toleranciami ±0,05 mm pre hrúbku a ±0,1 mm pre šírku.
Presné výrobné procesy
CNC obrábanie a automatizácia
Moderná výroba prípojníc MCB využíva systémy CNC (Computer Numerical Control), ktoré integrujú tri základné operácie:
- Rezanie: Servomotoricky poháňané strihacie lisy krájajú medený/hliníkový materiál s presnosťou ±0,1 mm rýchlosťou až 120 rezov za minútu.
- Údery: Revolverové dierovače vytvárajú montážne otvory a spojovacie body pomocou nástrojov z tvrdokovu, pričom dosahujú presnosť polohovania ±0,02 mm.
- Ohýbanie: Programovateľné hydraulické ramená vytvárajú komplexné geometrie s presnosťou uhla ohybu ±0,5°.
Zavedenie CNC strojov 3 v 1 skracuje čas nastavenia o 70% v porovnaní s diskrétnymi systémami, zatiaľ čo algoritmy prediktívnej údržby s podporou IoT znižujú prestoje o 40%.
Izolácia a nátery
Po tvarovaní sa prípojnice povrchovo upravujú, aby sa zvýšila ich výkonnosť:
- Galvanické pokovovanie: Povlaky cínu alebo striebra (hrúbka 5-20 µm) znižujú kontaktný odpor na <10 µΩ a zároveň zabraňujú oxidácii.
- Izolácia: PVC alebo epoxidové zapuzdrenie prostredníctvom extrudovaného povlaku používa 0,5-1,2 mm izolačné vrstvy dimenzované na dielektrickú pevnosť 5000 V. Automatizované systémy videnia kontrolujú rovnomernosť povlaku rýchlosťou 200 snímok za sekundu a vylučujú chyby s veľkosťou > 50 µm.
Zabezpečenie kvality a testovanie
Overenie elektrického výkonu
Každá prípojnica prechádza prísnym testovaním:
- Súčasná nosnosť: 24-hodinové záťažové testy pri menovitom prúde 125% (napr. 125 A pre modely C45) monitorujú nárast teploty, pričom sa udržiava ΔT <50 °C.
- Odolnosť kontaktu: Štyri koncové Kelvinove merania overujú odpor <50 µΩ pre medené a <85 µΩ pre hliníkové varianty.
- Výdrž pri skratovom prúde: 10 kA poruchové prúdy aplikované počas 100 ms overujú tepelnú stabilitu bez deformácie.
Mechanické a environmentálne testovanie
- Testovanie vibrácií: Sínusové výkyvy 5-500 Hz simulujú 10-ročné prevádzkové zaťaženie podľa normy IEC 61439-3.
- Odolnosť proti korózii: 1000-hodinové testy soľnou hmlou (ASTM B117) zabezpečujú degradáciu povrchu <5%.
Udržateľné výrobné postupy
Efektívne využívanie zdrojov
- Recyklácia materiálu: Systémy s uzavretou slučkou zhodnocujú 98% medeného šrotu prostredníctvom indukčného tavenia, čím znižujú spotrebu primárneho materiálu o 35%.
- Získavanie energie: Rekuperačné pohony v CNC strojoch získavajú späť 25% brzdnej energie.
Inovácie šetrné k životnému prostrediu
- Nanopovlaky: Izolácie vylepšené grafénom zlepšujú tepelnú vodivosť o 300% a zároveň znižujú spotrebu materiálu o polovicu.
- Odľahčenie: Topologicky optimalizované konštrukcie znižujú hmotnosť hliníkových prípojníc o 22% bez toho, aby sa znížila ich kapacita.
Budúce smery v technológii MCB zberníc
Integrácia inteligentnej výroby
- Digitálne dvojčatá: Simulácie procesu v reálnom čase upravujú parametre obrábania pomocou algoritmov AI/ML, čím sa zvyšuje výťažnosť na 99,8%.
- Aditívna výroba: Laserová fúzia práškového lôžka umožňuje komplexné vnútorné chladiace kanály, čím sa zvyšuje hustota prúdu o 40%.
Vývoj špecifický pre jednotlivé aplikácie
- Systémy napájania elektrických vozidiel: Kvapalinou chladené prípojnice s integrovanými teplotnými snímačmi podporujú architektúry s napätím 800 V pri trvalom prúde 500 A.
- Modulárne dizajny: Blokovacie hrebeňové zbernice umožňujú zmenu konfigurácie v teréne, čím sa skracuje čas inštalácie o 60%.
Záver
Vývoj výroby prípojníc MCB odráža širšie trendy v oblasti elektrifikácie a udržateľného priemyslu. Od bimetalových kompozitov až po výrobné linky riadené umelou inteligenciou umožňujú tieto pokroky splniť rastúce požiadavky na energetickú účinnosť (zachovanie vodivosti 99,5% počas 20 rokov) a súlad s požiadavkami na životné prostredie. Vzhľadom na zrýchľujúcu sa globálnu elektrifikáciu budú priebežné inovácie v oblasti vedy o materiáloch a inteligentnej výroby predstavovať pre zbernice MCB kľúčové komponenty v energetických sieťach novej generácie.
