
Resposta Direta
A crimpagem oferece maior confiabilidade do que a soldagem em aplicações de alta vibração, ciclo térmico e ambientes agressivos. Enquanto a soldagem cria uma ligação metalúrgica através da fusão por calor, a crimpagem estabelece uma solda fria estanque a gás através da compressão mecânica – eliminando zonas afetadas pelo calor, prevenindo a fragilização da solda e mantendo a flexibilidade do fio nos pontos de tensão. Normas da indústria, incluindo SAE/USCAR-21, IEC 60352-2 e IPC/WHMA-A-620, exigem conexões crimpadas para aplicações automotivas e aeroespaciais onde uma vida útil de 15 anos sob condições extremas é não negociável.
Principais conclusões
Compreender as diferenças fundamentais entre crimpagem e soldagem é fundamental para a confiabilidade do sistema elétrico. As conexões crimpadas fornecem resistência mecânica através da deformação plástica controlada, criando vedações herméticas que resistem à entrada de umidade e à oxidação. A ausência de calor elimina o estresse térmico no isolamento do fio e evita a formação de compostos intermetálicos frágeis. Em contraste, as juntas soldadas introduzem uma zona de transição rígida onde o fio flexível encontra a solda solidificada – um ponto de falha notório sob vibração. Os padrões automotivos e industriais modernos abandonaram em grande parte a soldagem em favor da crimpagem para chicotes de produção, reconhecendo que os terminais crimpados adequados superam consistentemente as juntas soldadas em testes de força de tração, resistência ao choque térmico e durabilidade a longo prazo.
Por que o Método de Conexão é Importante: O Custo Oculto da Falha
A confiabilidade da conexão determina diretamente o desempenho em nível de sistema em montagens elétricas. Quando um chicote de fios serve como via de transmissão de energia e sinal, qualquer fraqueza na conexão se propaga em uma falha catastrófica do sistema. A escolha entre crimpagem e soldagem não é meramente uma preferência de fabricação – é uma decisão de engenharia com consequências mensuráveis para a vida útil do produto, custos de garantia e conformidade de segurança.
A soldagem tem dominado a montagem de eletrônicos por décadas, particularmente em aplicações de placas de circuito onde os componentes permanecem estacionários. No entanto, o mesmo processo de ligação térmica que funciona bem para trilhas de PCB torna-se uma responsabilidade em conexões fio-terminal sujeitas a estresse mecânico. O problema fundamental reside na ciência dos materiais: a solda cria uma zona intermetálica frágil que não pode acomodar o movimento diferencial entre terminais rígidos e condutores flexíveis.
Os sistemas elétricos modernos exigem conexões que sobrevivam a mais de 100.000 ciclos térmicos, resistam a frequências de vibração superiores a 2000 Hz e mantenham a resistência de contato abaixo de 1 miliohm durante toda a sua vida útil. Esses requisitos levaram OEMs automotivos, fabricantes aeroespaciais e fabricantes de equipamentos industriais a adotar a crimpagem como o principal método de terminação. Entender por que a crimpagem supera a soldagem requer examinar a física de cada tipo de conexão e seu comportamento sob condições de estresse do mundo real.

Crimpagem vs. Soldagem: Comparação Técnica
As características mecânicas e elétricas das conexões crimpadas versus soldadas revelam por que os padrões da indústria favorecem a crimpagem para aplicações exigentes. A comparação a seguir examina os parâmetros de desempenho críticos que impactam diretamente a confiabilidade da conexão e a vida útil.
| Fator de Desempenho | Crimpagem (Sem Solda) | Soldagem |
|---|---|---|
| Mecanismo de Conexão | Compressão mecânica criando solda fria estanque a gás | Ligação metalúrgica através da fusão térmica |
| Temperatura do Processo | Ambiente (sem calor aplicado) | 183-450°C dependendo da liga de solda |
| Zona Afetada pelo Calor | Nenhuma – o isolamento permanece intacto | Risco de dano térmico ao isolamento do fio e componentes adjacentes |
| Resistência à vibração | Excelente – mantém a flexibilidade nos pontos de tensão | Ruim – a solda rígida cria concentração de tensão e rachaduras por fadiga |
| Desempenho de ciclo térmico | Superior – acomoda a expansão diferencial | Degradado – recristalização da solda e crescimento intermetálico |
| Resistência de contacto | 0,5-1,0 miliohm (estável ao longo do tempo) | Inicialmente baixo, mas aumenta com a oxidação e o envelhecimento térmico |
| Retenção da Força de Tração | Mantém 90%+ da resistência à tração do fio | Enfraquece com o tempo devido ao escoamento da solda e ao endurecimento por trabalho |
| Resistência à humidade | Vedação estanque a gás evita a oxidação | Resíduo de fluxo atrai umidade; ação capilar entre os fios |
| Repetibilidade do Processo | Altamente consistente com ferramentas adequadas e controle de qualidade | Variável – depende da habilidade do operador, controle de temperatura, tempo de permanência |
| Método de Inspeção | Exame visual e medição dimensional (altura/largura da crimpagem) | Apenas visual – vazios internos e juntas frias invisíveis |
| Capacidade de Retrabalho | Substituição do terminal necessária | Pode ser ressoldado (com risco de degradação) |
| Aprovação Automotiva/Aeroespacial | Exigido por SAE/USCAR-21, AS7928, IEC 60947-4-1 | Proibido para chicotes de produção de acordo com IPC/WHMA-A-620 |
| Investimento em Equipamentos | Moderado – requer ferramentas de crimpagem e matrizes calibradas | Baixo – ferro de solda básico suficiente para trabalhos em pequena escala |
| Tempo de Ciclo (por conexão) | 2-5 segundos (manual); <1 second (automated) | 10-30 segundos incluindo aquecimento, resfriamento, inspeção |
| Impacto ambiental | Sem fumos, fluxo ou exposição ao chumbo | Requer extração de fumos; alternativas de solda sem chumbo mais difíceis |
A Física das Conexões Crimpadas: Por que a Soldagem a Frio Funciona
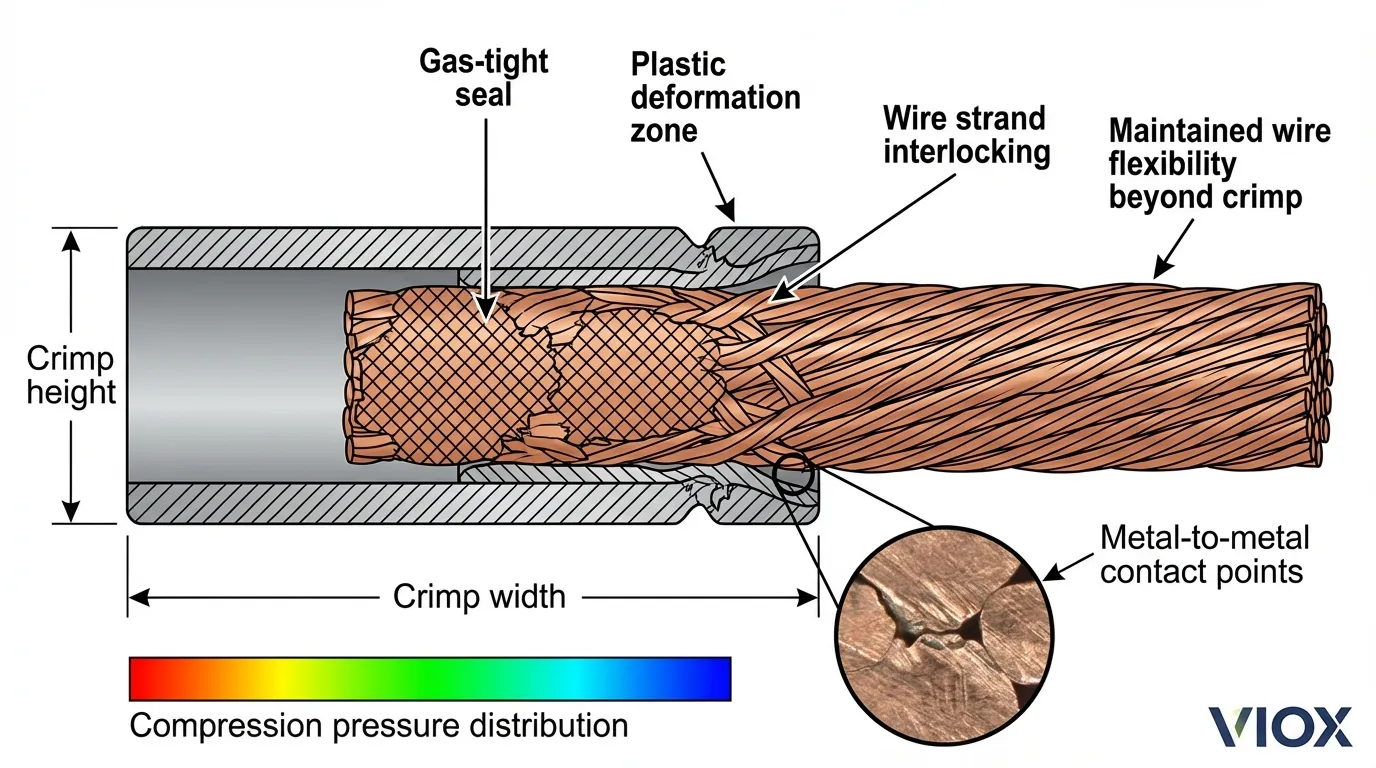
A crimpagem alcança a continuidade elétrica através da deformação plástica controlada, em vez da ligação térmica. Quando uma matriz de crimpagem comprime um barril terminal ao redor de um condutor de fio, três processos físicos distintos ocorrem simultaneamente: intertravamento mecânico dos fios dentro da cavidade do terminal, deformação elástica tanto do material do terminal quanto dos condutores de cobre criando força de retorno elástico e a formação de pontos de contato metal-metal onde as camadas de óxido fraturam sob pressão de compressão.
A conexão resultante exibe características de uma solda fria – um processo de ligação de estado sólido onde pressão suficiente causa adesão em nível atômico entre superfícies de metal limpas. Ao contrário da soldagem por fusão ou soldagem, a soldagem a frio não requer entrada de calor e não produz compostos intermetálicos ou zonas afetadas pelo calor. A conformidade do barril terminal permite que a conexão acomode diferenciais de expansão térmica entre o fio e o terminal, mantendo a pressão de contato constante.
Crítico para o sucesso da crimpagem é alcançar a taxa de compressão correta – a relação entre a altura comprimida final do barril terminal e a área da seção transversal do condutor do fio. Os padrões da indústria especificam taxas de compressão entre 15-20% para aplicações automotivas, com tolerâncias mais rigorosas exigidas para especificações aeroespaciais e militares. A sub-crimpagem resulta em pressão de contato insuficiente e alta resistência; a sobre-crimpagem causa quebra dos fios e redução da resistência à tração. As ferramentas de crimpagem modernas incorporam monitoramento de força e verificação da altura da crimpagem para garantir que cada conexão atenda à especificação.
Por que as Conexões Soldadas Falham Sob Estresse
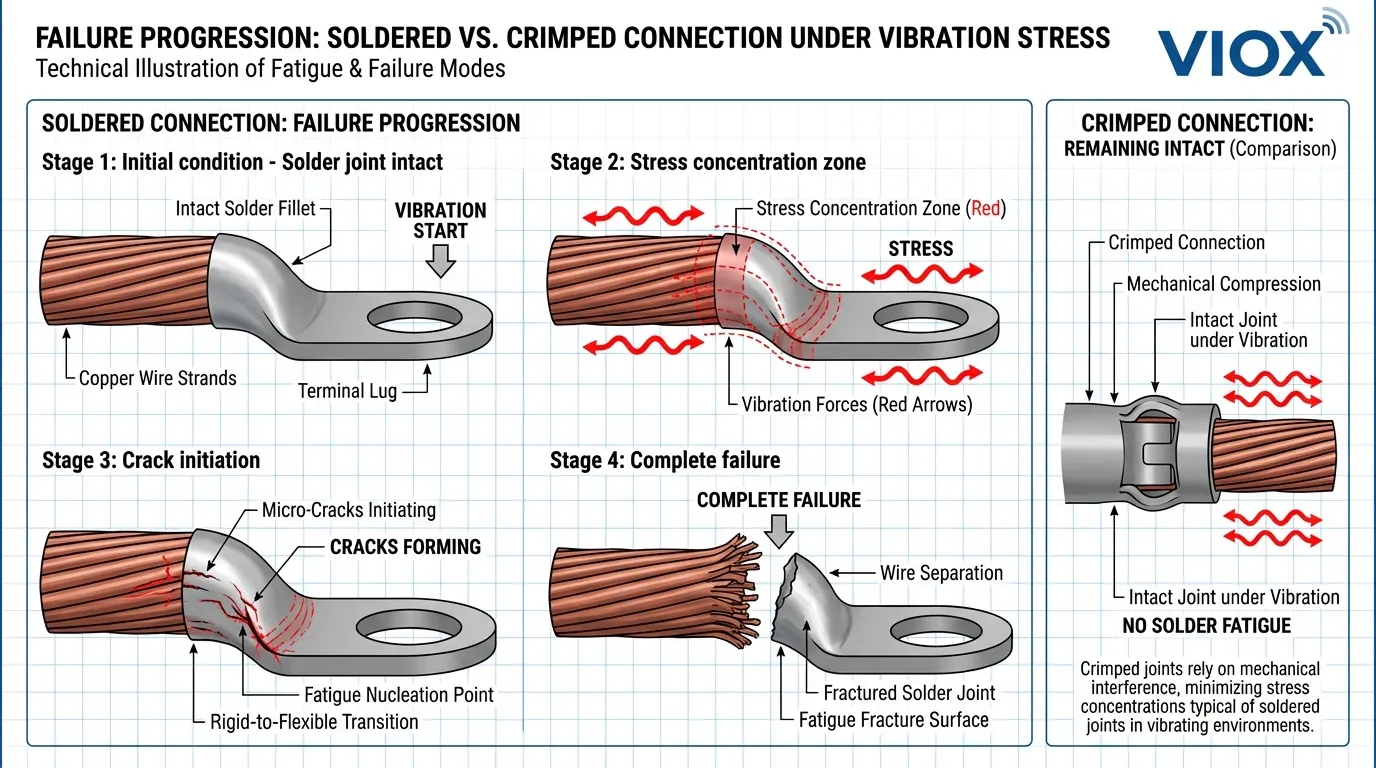
A fraqueza fundamental das conexões de fio soldadas decorre da incompatibilidade de propriedades do material entre condutores de cobre flexíveis e ligas de solda rígidas. A solda – seja tradicional estanho-chumbo (Sn60/Pb40) ou composições modernas sem chumbo (SAC305, Sn96.5/Ag3.0/Cu0.5) – solidifica-se em uma estrutura cristalina com ductilidade limitada. Quando um fio soldado experimenta vibração ou flexão, o estresse se concentra precisamente no ponto de terminação da solda, onde o metal rígido encontra o fio trançado flexível.
Essa concentração de tensão inicia rachaduras por fadiga que se propagam através da junta de solda a cada ciclo de vibração. A análise metalúrgica de juntas de solda falhadas revela consistentemente o início da rachadura na interface solda-fio, progredindo através da matriz de solda até que ocorra a separação completa. O modo de falha é previsível e bem documentado em relatórios de análise de falhas automotivas e aeroespaciais.
O ciclo térmico acelera a degradação da junta de solda através de múltiplos mecanismos. A expansão térmica diferencial entre o fio de cobre (16,5 ppm/°C), a liga de solda (22-25 ppm/°C) e os materiais do terminal cria tensão de cisalhamento nas interfaces. Ciclos repetidos de aquecimento e resfriamento promovem a recristalização da solda – um processo metalúrgico onde os contornos de grão se reorganizam, aumentando a fragilidade e reduzindo a resistência à fadiga. As soldas sem chumbo exibem um desempenho de ciclo térmico particularmente ruim em comparação com as ligas tradicionais de estanho-chumbo, com algumas ligas SAC mostrando redução de 50% na vida útil sob testes acelerados.
Mecanismos de falha adicionais incluem a ação capilar da solda – onde a solda fundida flui entre os fios através da ação capilar, criando uma zona rígida que se estende por vários milímetros além da junta pretendida. Esta região com ação capilar elimina a flexibilidade do fio e cria uma zona de concentração de tensão estendida. O resíduo de fluxo, se não for devidamente limpo, atrai umidade e promove a corrosão eletroquímica. Em ambientes automotivos sob o capô, onde as variações de temperatura de -40°C a +150°C são rotineiras, as conexões soldadas raramente sobrevivem além de 5-7 anos antes de exibirem aumento da resistência ou falhas intermitentes.
Normas da Indústria: Por que as Regulamentações Exigem a Crimpagem
As indústrias automotiva e aeroespacial operam sob rigorosos padrões de qualidade que proíbem explicitamente a soldagem para terminações de chicotes de fios de produção. A especificação SAE/USCAR-21 — desenvolvida em conjunto pelos principais fabricantes automotivos, incluindo Ford, GM, Stellantis e parceiros internacionais — define os requisitos de desempenho para terminais elétricos crimpados em aplicações automotivas. Esta norma exige que as conexões crimpadas sobrevivam a 15 anos ou 240.000 km de serviço sob condições que incluem ciclos térmicos de -40°C a +125°C, testes de vibração em múltiplas faixas de frequência e exposição a fluidos automotivos, névoa salina e umidade.
A norma IPC/WHMA-A-620, que rege os requisitos de montagem de cabos e chicotes de fios, afirma explicitamente na Seção 9.3 que “a soldagem de terminais estilo crimpagem não é aceitável” porque mascara crimpagens ruins e introduz tensão térmica. Esta proibição reflete décadas de dados de falhas em campo demonstrando que as crimpagens soldadas têm um desempenho pior do que as crimpagens mecânicas executadas corretamente. A norma exige critérios de inspeção visual, verificação dimensional da altura e largura da crimpagem e testes de força de tração para validar a integridade da conexão.
As aplicações aeroespaciais seguem requisitos ainda mais rigorosos sob a AS7928 (anteriormente MIL-T-7928), que especifica a crimpagem de fios e cabos para sistemas elétricos de aeronaves. Estas especificações reconhecem que falhas de conexão em sistemas críticos para o voo acarretam consequências catastróficas, tornando a confiabilidade não negociável. As ferramentas de crimpagem usadas em aplicações aeroespaciais devem ser calibradas anualmente, e cada conexão crimpada passa por inspeção documentada com rastreabilidade à ferramenta específica, operador e lote de terminais usados.
Controle de Qualidade da Crimpagem: Os Parâmetros Críticos
Alcançar conexões crimpadas confiáveis requer controle preciso de três variáveis interdependentes: altura da crimpagem, largura da crimpagem e taxa de compactação do fio. A altura da crimpagem — medida na dimensão comprimida do barril do terminal perpendicular ao eixo do fio — determina diretamente a pressão de contato e a resistência à tração. As especificações normalmente definem tolerâncias de altura da crimpagem dentro de ±0,05 mm para terminais automotivos, com tolerâncias mais rigorosas exigidas para bitolas de fio menores e aplicações críticas.
A medição da largura da crimpagem verifica se as abas do terminal dobraram adequadamente ao redor do fio sem deformação ou rachaduras excessivas. As especificações de largura variam de acordo com o design do terminal, mas geralmente exigem que o barril crimpado mantenha a integridade estrutural sem rachaduras ou fraturas que possam comprometer a vedação hermética. A inspeção visual sob ampliação (10-30x) revela defeitos de superfície, incluindo compressão incompleta, rachaduras no terminal ou protrusão de fios.
A métrica de qualidade mais crítica é o teste de força de tração — um teste destrutivo que mede a força necessária para separar o terminal do fio. As normas especificam forças de tração mínimas com base na bitola do fio, com valores que variam de 15 Newtons para fio 24 AWG a mais de 400 Newtons para condutores 10 AWG. As crimpagens adequadas normalmente atingem 90-95% da resistência à tração nominal do fio, o que significa que o próprio fio se rompe antes que a crimpagem se solte. O teste de tração deve ser realizado em taxas controladas (50-250 mm/minuto conforme USCAR-21) para garantir resultados consistentes.
Os métodos de controle estatístico de processo (CEP) rastreiam as tendências de qualidade da crimpagem em todas as séries de produção, identificando desgaste da ferramenta, desalinhamento da matriz ou variações na técnica do operador antes que produzam conexões fora da especificação. Os modernos sistemas de crimpagem automatizados incorporam monitoramento de força em linha que mede a força de crimpagem real e sinaliza qualquer conexão fora dos parâmetros aceitáveis para retrabalho imediato.

Guia de Aplicação: Quando Usar Cada Método
Apesar das vantagens da crimpagem para chicotes de produção e aplicações de alta confiabilidade, a soldagem permanece apropriada para casos de uso específicos. A montagem de placas de circuito, particularmente para componentes through-hole e retrabalho de montagem em superfície, se beneficia da capacidade da soldagem de criar conexões permanentes em substratos rígidos onde a tensão de vibração é mínima. O desenvolvimento de protótipos e os testes de laboratório frequentemente empregam conexões soldadas por sua facilidade de modificação e requisitos mínimos de ferramentas.
A crimpagem se torna obrigatória em chicotes de fios automotivos, sistemas elétricos aeroespaciais, painéis de controle industrial e qualquer aplicação onde as conexões experimentam vibração, ciclos térmicos ou exposição ambiental severa. O investimento em ferramentas de crimpagem adequadas — variando de US$200 para crimpadores de catraca manuais a mais de US$50.000 para máquinas de crimpagem automatizadas — compensa por meio de reclamações de garantia reduzidas, confiabilidade aprimorada do sistema e conformidade com as normas da indústria. Para obter informações relacionadas sobre como selecionar a proteção de circuito apropriada para conexões crimpadas, consulte nosso guia sobre seleção de disjuntores para painéis industriais.
As aplicações marítimas e externas se beneficiam particularmente da resistência à umidade da crimpagem. A vedação hermética criada pela compressão adequada evita a entrada de água e a corrosão eletroquímica resultante que degrada rapidamente as conexões soldadas em ambientes úmidos ou com névoa salina. Quando combinados com tubos termo retráteis ou botas de vedação ambiental, os terminais crimpados atingem níveis de proteção IP67/IP68 adequados para aplicações submersíveis.
As aplicações de alta corrente (>10 amperes) exigem universalmente conexões crimpadas devido à capacidade superior de condução de corrente e menor resistência de contato. Os múltiplos pontos de contato criados por fios comprimidos distribuem o fluxo de corrente de forma mais eficaz do que as juntas de solda, reduzindo o aquecimento localizado e melhorando a estabilidade a longo prazo. Para obter orientação sobre o dimensionamento adequado do fio e cálculos de capacidade de corrente, consulte nosso guia de dimensionamento de cabos.
A Vantagem VIOX: Soluções de Crimpagem de Precisão
A VIOX Electric é especializada na fabricação de componentes elétricos de alta confiabilidade projetados para aplicações industriais, automotivas e de energia renovável exigentes. Nosso portfólio de produtos inclui terminais de cobre usinados com precisão, chicotes de fios de nível automotivo e montagens elétricas personalizadas que atendem ou excedem as normas de qualidade internacionais, incluindo UL, IEC e especificações de OEM automotivas.
Nossa equipe de engenharia fornece suporte abrangente para otimização do design de conexão, incluindo seleção de terminal, especificação de ferramenta de crimpagem e desenvolvimento de protocolo de controle de qualidade. Mantemos capacidades de teste internas para validação de força de tração, ciclos térmicos, testes de vibração e simulação de exposição ambiental — garantindo que cada produto ofereça confiabilidade documentada sob condições operacionais do mundo real.
Para aplicações que exigem designs de terminais personalizados, bitolas de fio não padronizadas ou vedação ambiental especializada, a VIOX oferece prototipagem rápida e capacidades de produção em pequenos lotes. Nosso sistema de gestão da qualidade mantém rastreabilidade total desde a certificação da matéria-prima até a inspeção final, fornecendo a documentação necessária para aplicações aeroespaciais, médicas e de segurança crítica. Saiba mais sobre nossos soluções de bornes e opções de conectores industriais.

Perguntas Frequentes
P: Posso soldar um fio após crimpá-lo para obter resistência extra?
R: Não — esta prática é explicitamente proibida pelas normas IPC/WHMA-A-620 e automotivas. A soldagem após a crimpagem não oferece nenhum benefício de resistência porque a crimpagem já estabeleceu o contato máximo. A solda adicionada realmente degrada o desempenho ao introduzir tensão térmica, mascarar crimpagens ruins durante a inspeção e criar uma zona frágil. Se uma crimpagem for executada corretamente, a solda não adiciona nada; se a crimpagem for defeituosa, a solda oculta o problema até que ocorra uma falha em campo.
P: Como sei se minha ferramenta de crimpagem está produzindo boas conexões?
R: Realize testes de força de tração regulares em conexões de amostra e meça a altura da crimpagem com um micrômetro. Compare os resultados com as especificações do fabricante do terminal. A inspeção visual deve revelar o fechamento completo do barril, nenhuma protrusão de fio, nenhuma rachadura no terminal e o engate adequado da crimpagem do isolamento. Se você não tiver equipamento de teste, a análise de seção transversal (cortar a crimpagem e examinar sob ampliação) revela a qualidade da compactação interna do fio. Para mais informações sobre procedimentos de teste elétrico, consulte nosso guia de testes.
P: Quais tamanhos de fio podem ser crimpados versus soldados?
R: A crimpagem acomoda tamanhos de fio de 30 AWG (0,05 mm²) a 4/0 AWG (107 mm²) e maiores com terminais e ferramentas apropriados. A soldagem se torna cada vez mais difícil e não confiável acima de 12 AWG devido aos desafios de dissipação de calor e à grande zona rígida criada. Para aplicações de alta corrente, conexões crimpadas com fixadores mecânicos (terminais aparafusados) são prática padrão.
P: As conexões crimpadas são adequadas para ambientes de alta vibração, como automotivo ou aeroespacial?
R: Sim — as conexões crimpadas são projetadas especificamente para aplicações de alta vibração e são exigidas pelas normas automotivas (USCAR-21) e aeroespaciais (AS7928) precisamente porque superam as conexões soldadas sob tensão de vibração. A flexibilidade mantida na transição crimpagem-fio evita as falhas de fadiga que afligem as juntas soldadas. Para obter informações relacionadas sobre proteção de circuito resistente à vibração, consulte nosso guia de seleção de disjuntores.
P: Quanto tempo duram as conexões crimpadas em comparação com as conexões soldadas?
R: As conexões crimpadas executadas corretamente em aplicações automotivas são projetadas para uma vida útil de mais de 15 anos (de acordo com os requisitos de teste USCAR-21), incluindo exposição a ciclos térmicos, vibração, umidade e exposição química. As conexões soldadas em ambientes semelhantes normalmente começam a mostrar degradação em 5 a 7 anos. Em ambientes benignos (com clima controlado, sem vibração), ambos os métodos podem durar décadas, embora a crimpagem ainda ofereça estabilidade superior da resistência de contato a longo prazo.
P: Qual é a diferença entre terminais de crimpagem isolados e não isolados?
R: Os terminais isolados incluem uma luva de plástico que fornece alívio de tensão e isolamento elétrico, adequados para aplicações de fiação geral. Os terminais não isolados (nus) oferecem maior capacidade de corrente e são preferidos para conexões de alta amperagem ou quando tubos termo retráteis personalizados serão aplicados. Os requisitos de qualidade da crimpagem são idênticos; a escolha depende dos requisitos da aplicação e se é necessária vedação ambiental adicional. Para obter orientação sobre a seleção de terminais, revise nosso guia de comparação de bornes.
Conclusão: Engenharia de Confiabilidade Através do Design de Conexão Adequado
O debate entre crimpagem e soldagem se resume, em última análise, aos requisitos da aplicação e às prioridades de desempenho. Para chicotes de fios de produção, sistemas automotivos, aplicações aeroespaciais e qualquer ambiente que envolva vibração, ciclos térmicos ou exposição severa, a crimpagem oferece confiabilidade demonstradamente superior, apoiada por décadas de dados de campo e codificada em normas internacionais. O investimento inicial em ferramentas e treinamento de crimpagem adequados compensa imediatamente por meio de taxas de falha reduzidas, controle de qualidade simplificado e conformidade com os requisitos da indústria.
A soldagem mantém seu lugar na montagem eletrônica para conexões de placas de circuito e aplicações onde a tensão mecânica é mínima. No entanto, a noção de que as conexões soldadas fio-terminal oferecem confiabilidade superior foi completamente refutada por testes de laboratório e análise de falhas em campo. O design moderno de sistemas elétricos reconhece que a integridade da conexão determina a confiabilidade geral do sistema — tornando a escolha do método de terminação uma decisão de engenharia crítica, em vez de uma questão de preferência pessoal ou tradição.
A VIOX Electric está pronta para apoiar seus requisitos de design de conexão com terminais fabricados com precisão, soluções de crimpagem personalizadas e experiência em engenharia apoiada por testes abrangentes e garantia de qualidade. Esteja você projetando chicotes automotivos, sistemas de controle industrial ou instalações de energia renovável, a tecnologia de conexão adequada garante que seus produtos ofereçam a confiabilidade que seus clientes exigem. Entre em contato com nossa equipe de engenharia para discutir seus requisitos de aplicação específicos e descobrir como as soluções de crimpagem VIOX podem eliminar falhas relacionadas à conexão em seus sistemas elétricos.
Para obter recursos técnicos adicionais sobre design de sistemas elétricos e seleção de componentes, explore nossos guias abrangentes sobre proteção de circuito, cálculos de dimensionamento de fiose design de painéis industriais.
