
Jawapan Langsung
Pengelim memberikan kebolehpercayaan yang lebih tinggi berbanding pematerian dalam aplikasi getaran tinggi, kitaran terma dan persekitaran yang keras. Walaupun pematerian menghasilkan ikatan metalurgi melalui pelakuran haba, pengelim mewujudkan kimpalan sejuk kedap gas melalui mampatan mekanikal—menghapuskan zon terjejas haba, mencegah kerapuhan pateri dan mengekalkan fleksibiliti wayar pada titik tegasan. Piawaian industri termasuk SAE/USCAR-21, IEC 60352-2 dan IPC/WHMA-A-620 mewajibkan sambungan yang dikelim untuk aplikasi automotif dan aeroangkasa di mana jangka hayat perkhidmatan 15 tahun dalam keadaan ekstrem adalah tidak boleh dirundingkan.
Pengambilan Utama
Memahami perbezaan asas antara pengelim dan pematerian adalah penting untuk kebolehpercayaan sistem elektrik. Sambungan yang dikelim memberikan kekuatan mekanikal melalui ubah bentuk plastik terkawal, mewujudkan pengedap kedap udara yang menahan kemasukan lembapan dan pengoksidaan. Ketiadaan haba menghapuskan tegasan terma pada penebat wayar dan mencegah pembentukan sebatian interlogam yang rapuh. Sebaliknya, sambungan yang dipateri memperkenalkan zon peralihan tegar di mana wayar fleksibel bertemu pateri yang mengeras—titik kegagalan yang terkenal di bawah getaran. Piawaian automotif dan perindustrian moden sebahagian besarnya telah meninggalkan pematerian dan beralih kepada pengelim untuk abah-abah pengeluaran, menyedari bahawa terminal yang dikelim dengan betul secara konsisten mengatasi sambungan pateri dalam ujian daya tarikan, rintangan kejutan terma dan ketahanan jangka panjang.
Mengapa Kaedah Sambungan Penting: Kos Tersembunyi Kegagalan
Kebolehpercayaan sambungan secara langsung menentukan prestasi peringkat sistem dalam pemasangan elektrik. Apabila abah-abah wayar berfungsi sebagai laluan penghantaran tenaga dan isyarat, sebarang kelemahan sambungan merebak menjadi kegagalan sistem yang dahsyat. Pilihan antara pengelim dan pematerian bukan sekadar keutamaan pembuatan—ia adalah keputusan kejuruteraan dengan akibat yang boleh diukur untuk jangka hayat produk, kos waranti dan pematuhan keselamatan.
Pematerian telah menguasai pemasangan elektronik selama beberapa dekad, terutamanya dalam aplikasi papan litar di mana komponen kekal pegun. Walau bagaimanapun, proses ikatan terma yang sama yang berfungsi dengan baik untuk surihan PCB menjadi liabiliti dalam sambungan wayar-ke-terminal yang tertakluk kepada tegasan mekanikal. Masalah asas terletak pada sains bahan: pateri mewujudkan zon interlogam rapuh yang tidak dapat menampung pergerakan berbeza antara terminal tegar dan konduktor fleksibel.
Sistem elektrik moden memerlukan sambungan yang bertahan 100,000+ kitaran terma, menahan frekuensi getaran melebihi 2000 Hz dan mengekalkan rintangan sentuhan di bawah 1 miliohm sepanjang hayat perkhidmatannya. Keperluan ini telah mendorong OEM automotif, pengeluar aeroangkasa dan pembina peralatan perindustrian ke arah pengelim sebagai kaedah penamatan utama. Memahami mengapa pengelim mengatasi pematerian memerlukan pemeriksaan fizik setiap jenis sambungan dan tingkah laku mereka dalam keadaan tegasan dunia sebenar.

Pengelim lwn. Pematerian: Perbandingan Teknikal
Ciri-ciri mekanikal dan elektrik sambungan yang dikelim berbanding yang dipateri mendedahkan mengapa piawaian industri mengutamakan pengelim untuk aplikasi yang mencabar. Perbandingan berikut memeriksa parameter prestasi kritikal yang secara langsung memberi kesan kepada kebolehpercayaan sambungan dan jangka hayat perkhidmatan.
| Faktor Prestasi | Pengelim (Tanpa Pateri) | Pematerian |
|---|---|---|
| Mekanisme Sambungan | Mampatan mekanikal mewujudkan kimpalan sejuk kedap gas | Ikatan metalurgi melalui pelakuran terma |
| Suhu Proses | Ambien (tiada haba digunakan) | 183-450°C bergantung pada aloi pateri |
| Zon Terjejas Haba | Tiada—penebat kekal utuh | Risiko kerosakan terma pada penebat wayar dan komponen bersebelahan |
| Rintangan Getaran | Cemerlang—mengekalkan fleksibiliti pada titik tegasan | Lemah—pateri tegar mewujudkan tumpuan tegasan dan retakan lesu |
| Prestasi Berbasikal Terma | Unggul—menampung pengembangan berbeza | Merosot—penghabluran semula pateri dan pertumbuhan interlogam |
| Rintangan Hubungan | 0.5-1.0 miliohm (stabil dari masa ke masa) | Pada mulanya rendah tetapi meningkat dengan pengoksidaan dan penuaan terma |
| Pengekalan Daya Tarikan | Mengekalkan 90% + kekuatan tegangan wayar | Melemah dari masa ke masa disebabkan oleh rayapan pateri dan pengerasan kerja |
| Rintangan Kelembapan | Pengedap kedap gas mencegah pengoksidaan | Sisa fluks menarik lembapan; tindakan kapilari antara untaian |
| Kebolehulangan Proses | Sangat konsisten dengan perkakas yang betul dan kawalan kualiti | Berubah-ubah—bergantung pada kemahiran pengendali, kawalan suhu, masa berhenti |
| Kaedah Pemeriksaan | Pemeriksaan visual dan pengukuran dimensi (tinggi/lebar kelim) | Visual sahaja—rongga dalaman dan sambungan sejuk tidak kelihatan |
| Keupayaan Kerja Semula | Penggantian terminal diperlukan | Boleh dipateri semula (dengan risiko kemerosotan) |
| Kelulusan Automotif/Aeroangkasa | Diperlukan oleh SAE/USCAR-21, AS7928, IEC 60947-4-1 | Dilarang untuk abah-abah pengeluaran mengikut IPC/WHMA-A-620 |
| Pelaburan Peralatan | Sederhana—memerlukan alat dan die pengelim yang ditentukur | Rendah—saterika pematerian asas mencukupi untuk kerja berskala kecil |
| Masa Kitaran (setiap sambungan) | 2-5 saat (manual); <1 second (automated) | 10-30 saat termasuk pemanasan, penyejukan, pemeriksaan |
| Kesan Alam Sekitar | Tiada wasap, fluks atau pendedahan plumbum | Memerlukan pengekstrakan wasap; alternatif pateri bebas plumbum lebih sukar |
Fizik Sambungan yang Dikelim: Mengapa Kimpalan Sejuk Berfungsi
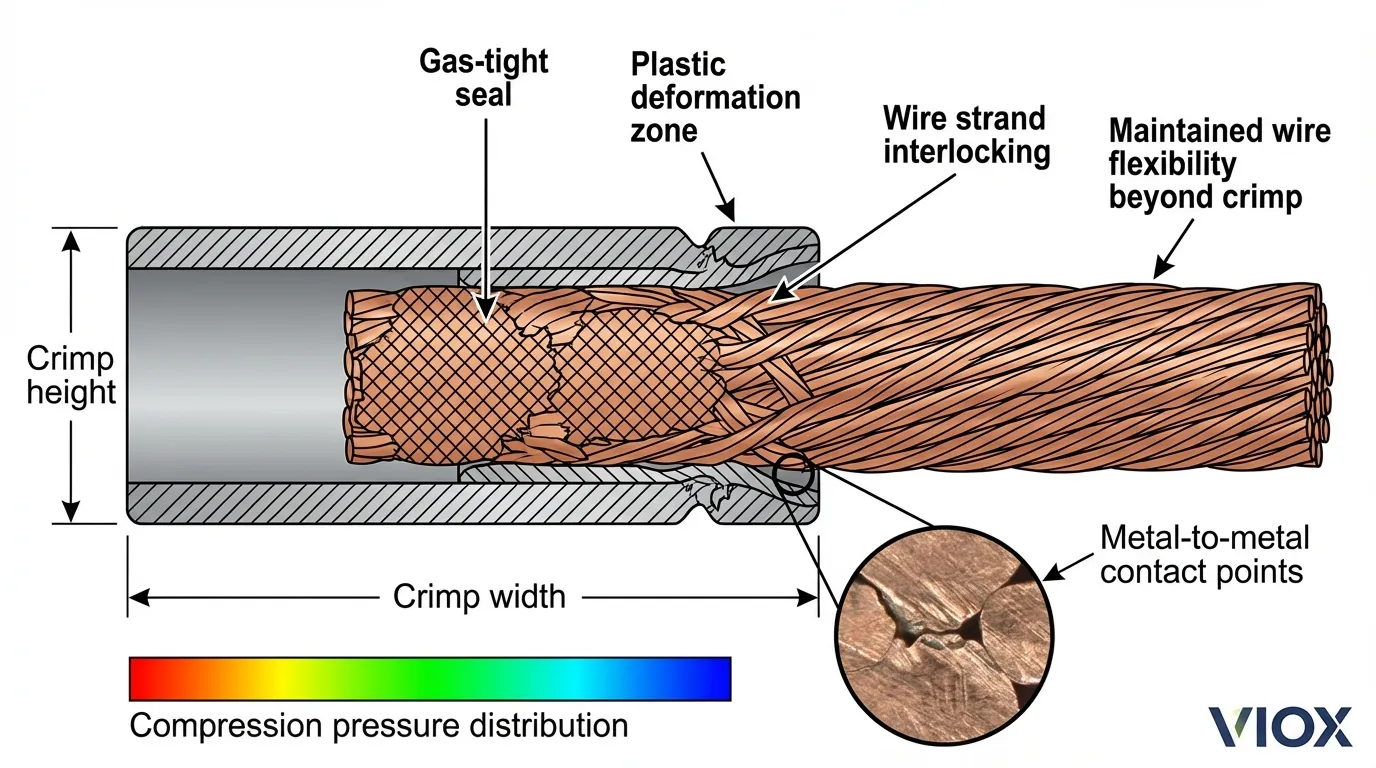
Pengelim mencapai kesinambungan elektrik melalui ubah bentuk plastik terkawal dan bukannya ikatan terma. Apabila die pengelim memampatkan laras terminal di sekeliling konduktor wayar, tiga proses fizikal yang berbeza berlaku serentak: saling mengunci mekanikal untaian wayar di dalam rongga terminal, ubah bentuk elastik kedua-dua bahan terminal dan konduktor tembaga mewujudkan daya lantunan, dan pembentukan titik sentuhan logam-ke-logam di mana lapisan oksida patah di bawah tekanan mampatan.
Sambungan yang terhasil mempamerkan ciri-ciri kimpalan sejuk—proses ikatan keadaan pepejal di mana tekanan yang mencukupi menyebabkan lekatan peringkat atom antara permukaan logam bersih. Tidak seperti kimpalan pelakuran atau pematerian, kimpalan sejuk tidak memerlukan input haba dan tidak menghasilkan sebatian interlogam atau zon terjejas haba. Pematuhan laras terminal membolehkan sambungan menampung perbezaan pengembangan terma antara wayar dan terminal sambil mengekalkan tekanan sentuhan yang berterusan.
Kritikal untuk kejayaan pengelim ialah mencapai nisbah mampatan yang betul—hubungan antara ketinggian termampat akhir laras terminal dan luas keratan rentas konduktor wayar. Piawaian industri menetapkan nisbah mampatan antara 15-20% untuk aplikasi automotif, dengan toleransi yang lebih ketat diperlukan untuk spesifikasi aeroangkasa dan ketenteraan. Pengelim yang kurang menghasilkan tekanan sentuhan yang tidak mencukupi dan rintangan yang tinggi; pengelim yang berlebihan menyebabkan kerosakan untaian wayar dan mengurangkan kekuatan tarikan. Alat pengelim moden menggabungkan pemantauan daya dan pengesahan ketinggian kelim untuk memastikan setiap sambungan memenuhi spesifikasi.
Mengapa Sambungan yang Dipateri Gagal di Bawah Tegasan
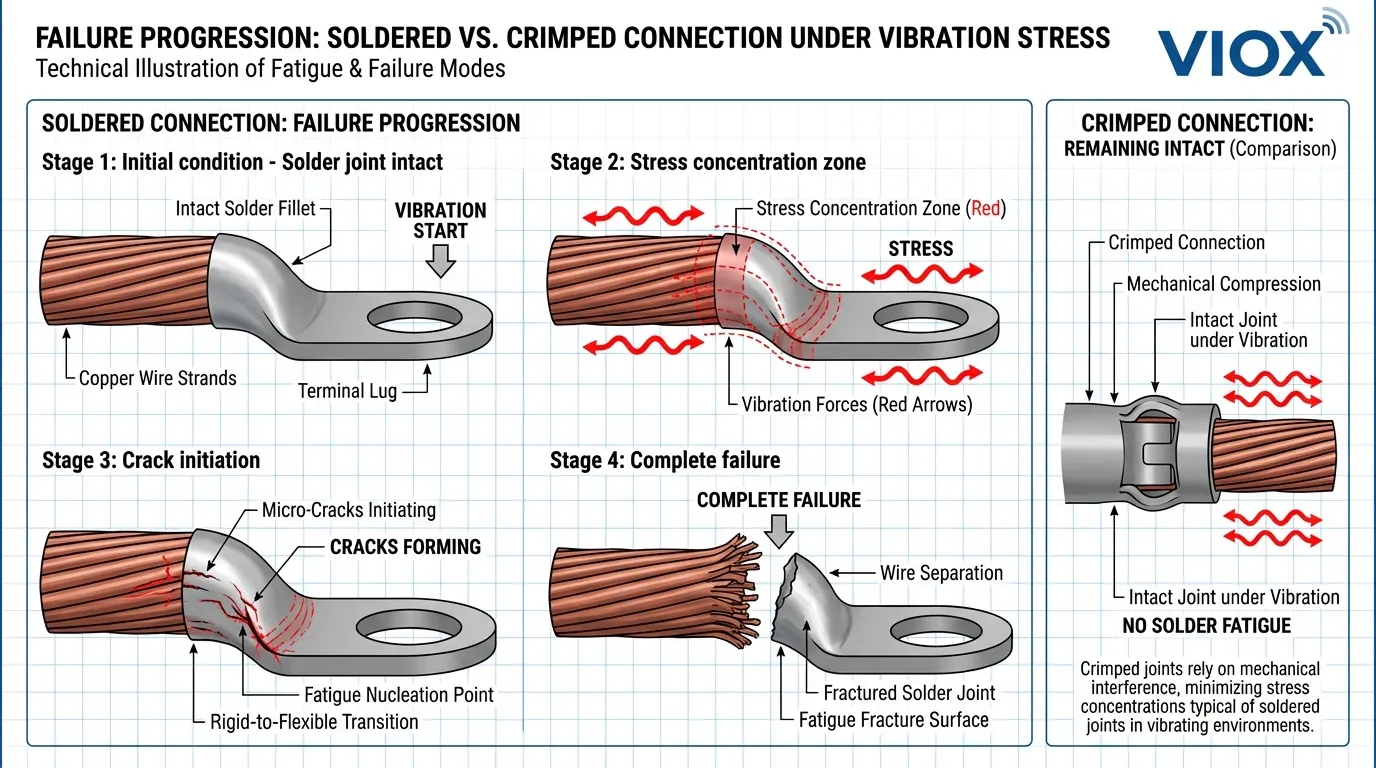
Kelemahan asas sambungan wayar yang dipateri berpunca daripada ketidakpadanan sifat bahan antara konduktor tembaga fleksibel dan aloi pateri tegar. Pateri—sama ada timah-plumbum tradisional (Sn60/Pb40) atau komposisi bebas plumbum moden (SAC305, Sn96.5/Ag3.0/Cu0.5)—mengeras menjadi struktur hablur dengan kemuluran terhad. Apabila wayar yang dipateri mengalami getaran atau lenturan, tegasan tertumpu tepat pada titik penamatan pateri di mana logam tegar bertemu wayar terdampar fleksibel.
Tumpuan tegasan ini memulakan retakan lesu yang merebak melalui sambungan pateri dengan setiap kitaran getaran. Analisis metalurgi sambungan pateri yang gagal secara konsisten mendedahkan permulaan retakan pada antara muka pateri-wayar, berkembang melalui matriks pateri sehingga pemisahan lengkap berlaku. Mod kegagalan boleh diramal dan didokumentasikan dengan baik dalam laporan analisis kegagalan automotif dan aeroangkasa.
Kitaran terma mempercepatkan kemerosotan sambungan pateri melalui pelbagai mekanisme. Pengembangan terma berbeza antara wayar tembaga (16.5 ppm/°C), aloi pateri (22-25 ppm/°C) dan bahan terminal mewujudkan tegasan ricih pada antara muka. Kitaran pemanasan dan penyejukan berulang menggalakkan penghabluran semula pateri—proses metalurgi di mana sempadan butiran menyusun semula, meningkatkan kerapuhan dan mengurangkan rintangan lesu. Pateri bebas plumbum mempamerkan prestasi kitaran terma yang sangat lemah berbanding aloi timah-plumbum tradisional, dengan beberapa aloi SAC menunjukkan pengurangan 50% dalam hayat lesu di bawah ujian dipercepatkan.
Mekanisme kegagalan tambahan termasuk resapan pateri—di mana pateri cair mengalir antara untaian wayar melalui tindakan kapilari, mewujudkan zon tegar yang memanjang beberapa milimeter di luar sambungan yang dimaksudkan. Wilayah yang meresap ini menghapuskan fleksibiliti wayar dan mewujudkan zon tumpuan tegasan yang dilanjutkan. Sisa fluks, jika tidak dibersihkan dengan betul, menarik lembapan dan menggalakkan kakisan elektrokimia. Dalam persekitaran di bawah hud automotif di mana perubahan suhu dari -40°C hingga +150°C adalah rutin, sambungan yang dipateri jarang bertahan melebihi 5-7 tahun sebelum menunjukkan peningkatan rintangan atau kegagalan sekejap-sekejap.
Piawaian Industri: Mengapa Peraturan Mewajibkan Pengrimpian
Industri automotif dan aeroangkasa beroperasi di bawah piawaian kualiti yang ketat yang secara jelas melarang pematerian untuk penamatan abah-abah pendawaian pengeluaran. Spesifikasi SAE/USCAR-21—dibangunkan bersama oleh pengeluar automotif utama termasuk Ford, GM, Stellantis, dan rakan antarabangsa—mentakrifkan keperluan prestasi untuk terminal elektrik yang dikrimp dalam aplikasi automotif. Piawaian ini mewajibkan sambungan yang dikrimp bertahan selama 15 tahun atau 150,000 batu perkhidmatan di bawah keadaan termasuk kitaran terma dari -40°C hingga +125°C, ujian getaran pada berbilang jalur frekuensi, dan pendedahan kepada cecair automotif, semburan garam, dan kelembapan.
Piawaian IPC/WHMA-A-620, yang mengawal keperluan pemasangan kabel dan abah-abah pendawaian, secara jelas menyatakan dalam Seksyen 9.3 bahawa “pematerian terminal gaya krimp tidak boleh diterima” kerana ia menutup krimp yang lemah dan memperkenalkan tekanan terma. Larangan ini mencerminkan data kegagalan lapangan selama beberapa dekad yang menunjukkan bahawa krimp yang dipateri berprestasi lebih buruk daripada krimp mekanikal yang dilaksanakan dengan betul sahaja. Piawaian ini memerlukan kriteria pemeriksaan visual, pengesahan dimensi ketinggian dan lebar krimp, dan ujian daya tarikan untuk mengesahkan integriti sambungan.
Aplikasi aeroangkasa mengikuti keperluan yang lebih ketat di bawah AS7928 (dahulunya MIL-T-7928), yang menentukan pengrimpian wayar dan kabel untuk sistem elektrik pesawat. Spesifikasi ini mengiktiraf bahawa kegagalan sambungan dalam sistem kritikal penerbangan membawa akibat yang buruk, menjadikan kebolehpercayaan tidak boleh dirundingkan. Alat pengrimp yang digunakan dalam aplikasi aeroangkasa mesti dikalibrasi setiap tahun, dan setiap sambungan yang dikrimp menjalani pemeriksaan yang didokumentasikan dengan kebolehkesanan kepada alat, pengendali dan kelompok terminal tertentu yang digunakan.
Kawalan Kualiti Krimp: Parameter Kritikal
Mencapai sambungan yang dikrimp yang boleh dipercayai memerlukan kawalan yang tepat terhadap tiga pemboleh ubah yang saling bergantung: ketinggian krimp, lebar krimp, dan nisbah pemadatan wayar. Ketinggian krimp—diukur pada dimensi termampat laras terminal berserenjang dengan paksi wayar—secara langsung menentukan tekanan sentuhan dan kekuatan tarikan. Spesifikasi biasanya mentakrifkan toleransi ketinggian krimp dalam ±0.05mm untuk terminal automotif, dengan toleransi yang lebih ketat diperlukan untuk tolok wayar yang lebih kecil dan aplikasi kritikal.
Pengukuran lebar krimp mengesahkan bahawa sayap terminal telah dilipat dengan betul di sekeliling wayar tanpa ubah bentuk atau keretakan yang berlebihan. Spesifikasi lebar berbeza mengikut reka bentuk terminal tetapi secara amnya memerlukan laras yang dikrimp mengekalkan integriti struktur tanpa belahan atau patah yang boleh menjejaskan pengedap kedap gas. Pemeriksaan visual di bawah pembesaran (10-30x) mendedahkan kecacatan permukaan termasuk mampatan yang tidak lengkap, keretakan terminal, atau penonjolan untaian wayar.
Metrik kualiti yang paling kritikal ialah ujian daya tarikan—ujian merosakkan yang mengukur daya yang diperlukan untuk memisahkan terminal daripada wayar. Piawaian menentukan daya tarikan minimum berdasarkan tolok wayar, dengan nilai berjulat dari 15 Newton untuk wayar 24 AWG hingga 400+ Newton untuk konduktor 10 AWG. Krimp yang betul biasanya mencapai 90-95% daripada kekuatan tegangan wayar yang dinilai, bermakna wayar itu sendiri putus sebelum krimp tercabut. Ujian tarikan mesti dilakukan pada kadar terkawal (50-250 mm/minit setiap USCAR-21) untuk memastikan hasil yang konsisten.
Kaedah kawalan proses statistik (SPC) menjejaki trend kualiti krimp merentas larian pengeluaran, mengenal pasti kehausan alat, ketidaksejajaran die, atau variasi teknik pengendali sebelum ia menghasilkan sambungan di luar spesifikasi. Sistem pengrimpian automatik moden menggabungkan pemantauan daya dalam talian yang mengukur daya pengrimpian sebenar dan menandakan sebarang sambungan di luar parameter yang boleh diterima untuk kerja semula segera.

Panduan Aplikasi: Bila Menggunakan Setiap Kaedah
Walaupun terdapat kelebihan pengrimpian untuk abah-abah pengeluaran dan aplikasi kebolehpercayaan tinggi, pematerian kekal sesuai untuk kes penggunaan tertentu. Pemasangan papan litar, terutamanya untuk komponen lubang tembus dan kerja semula pelekap permukaan, mendapat manfaat daripada keupayaan pematerian untuk mencipta sambungan kekal pada substrat tegar di mana tekanan getaran adalah minimum. Pembangunan prototaip dan ujian makmal sering menggunakan sambungan yang dipateri untuk kemudahan pengubahsuaian dan keperluan perkakas yang minimum.
Pengrimpian menjadi wajib dalam abah-abah pendawaian automotif, sistem elektrik aeroangkasa, panel kawalan industri, dan sebarang aplikasi di mana sambungan mengalami getaran, kitaran terma, atau pendedahan persekitaran yang keras. Pelaburan dalam alat pengrimp yang betul—berjulat dari RM200 untuk pengrimp raket manual hingga RM50,000+ untuk mesin pengrimp automatik—membayar dividen melalui pengurangan tuntutan waranti, peningkatan kebolehpercayaan sistem, dan pematuhan kepada piawaian industri. Untuk maklumat berkaitan tentang memilih perlindungan litar yang sesuai untuk sambungan yang dikrimp, lihat panduan kami tentang pemilihan pemutus litar untuk panel industri.
Aplikasi marin dan luar terutamanya mendapat manfaat daripada ketahanan lembapan pengrimpian. Pengedap kedap gas yang dicipta oleh mampatan yang betul menghalang kemasukan air dan kakisan elektrokimia yang terhasil yang dengan cepat merendahkan sambungan yang dipateri dalam persekitaran lembap atau semburan garam. Apabila digabungkan dengan tiub pengecut haba atau but pengedap persekitaran, terminal yang dikrimp mencapai tahap perlindungan IP67/IP68 yang sesuai untuk aplikasi tenggelam.
Aplikasi arus tinggi (>10 ampere) secara universal memerlukan sambungan yang dikrimp disebabkan kapasiti membawa arus yang unggul dan rintangan sentuhan yang lebih rendah. Berbilang titik sentuhan yang dicipta oleh untaian wayar termampat mengagihkan aliran arus dengan lebih berkesan daripada sambungan pateri, mengurangkan pemanasan setempat dan meningkatkan kestabilan jangka panjang. Untuk panduan tentang saiz wayar yang betul dan pengiraan kapasiti arus, rujuk kami panduan saiz kabel.
Kelebihan VIOX: Penyelesaian Pengrimpian Ketepatan
VIOX Electric mengkhusus dalam pembuatan komponen elektrik kebolehpercayaan tinggi yang direka untuk aplikasi industri, automotif dan tenaga boleh baharu yang mencabar. Portfolio produk kami termasuk terminal tembaga yang dimesin dengan ketepatan, abah-abah pendawaian gred automotif, dan pemasangan elektrik tersuai yang memenuhi atau melebihi piawaian kualiti antarabangsa termasuk spesifikasi UL, IEC dan OEM automotif.
Pasukan kejuruteraan kami menyediakan sokongan komprehensif untuk pengoptimuman reka bentuk sambungan, termasuk pemilihan terminal, spesifikasi alat pengrimp, dan pembangunan protokol kawalan kualiti. Kami mengekalkan keupayaan ujian dalaman untuk pengesahan daya tarikan, kitaran terma, ujian getaran, dan simulasi pendedahan persekitaran—memastikan setiap produk memberikan kebolehpercayaan yang didokumentasikan di bawah keadaan operasi dunia sebenar.
Untuk aplikasi yang memerlukan reka bentuk terminal tersuai, tolok wayar bukan standard, atau pengedap persekitaran khusus, VIOX menawarkan prototaip pantas dan keupayaan pengeluaran kelompok kecil. Sistem pengurusan kualiti kami mengekalkan kebolehkesanan penuh daripada pensijilan bahan mentah melalui pemeriksaan akhir, menyediakan dokumentasi yang diperlukan untuk aplikasi aeroangkasa, perubatan dan kritikal keselamatan. Ketahui lebih lanjut tentang kami penyelesaian blok terminal dan pilihan penyambung industri.

Sering Bertanya Soalan-Soalan
S: Bolehkah saya memateri wayar selepas mengkrimpnya untuk kekuatan tambahan?
J: Tidak—amalan ini secara jelas dilarang oleh piawaian IPC/WHMA-A-620 dan automotif. Pematerian selepas pengrimpian tidak memberikan manfaat kekuatan kerana krimp telah mewujudkan sentuhan maksimum. Pateri tambahan sebenarnya merendahkan prestasi dengan memperkenalkan tekanan terma, menutup krimp yang lemah semasa pemeriksaan, dan mewujudkan zon rapuh. Jika krimp dilaksanakan dengan betul, pateri tidak menambah apa-apa; jika krimp rosak, pateri menyembunyikan masalah sehingga kegagalan lapangan berlaku.
S: Bagaimanakah saya tahu jika alat pengrimp saya menghasilkan sambungan yang baik?
J: Lakukan ujian daya tarikan biasa pada sambungan sampel dan ukur ketinggian krimp dengan mikrometer. Bandingkan keputusan dengan spesifikasi pengeluar terminal. Pemeriksaan visual harus mendedahkan penutupan laras yang lengkap, tiada penonjolan untaian wayar, tiada keretakan terminal, dan penglibatan krimp penebat yang betul. Jika anda kekurangan peralatan ujian, analisis keratan rentas (memotong krimp dan memeriksa di bawah pembesaran) mendedahkan kualiti pemadatan wayar dalaman. Untuk maklumat lanjut tentang prosedur ujian elektrik, rujuk panduan ujian kami.
S: Apakah saiz wayar yang boleh dikrimp berbanding dipateri?
J: Pengrimpian menampung saiz wayar dari 30 AWG (0.05mm²) hingga 4/0 AWG (107mm²) dan lebih besar dengan terminal dan perkakas yang sesuai. Pematerian menjadi semakin sukar dan tidak boleh dipercayai melebihi 12 AWG disebabkan cabaran pelesapan haba dan zon tegar besar yang dicipta. Untuk aplikasi arus tinggi, sambungan yang dikrimp dengan pengikat mekanikal (lug berbolt) adalah amalan standard.
S: Adakah sambungan yang dikrimp sesuai untuk persekitaran getaran tinggi seperti automotif atau aeroangkasa?
J: Ya—sambungan yang dikrimp direka khusus untuk aplikasi getaran tinggi dan diwajibkan oleh piawaian automotif (USCAR-21) dan aeroangkasa (AS7928) tepat kerana ia mengatasi sambungan yang dipateri di bawah tekanan getaran. Fleksibiliti yang dikekalkan pada peralihan krimp-ke-wayar menghalang kegagalan keletihan yang melanda sambungan yang dipateri. Untuk maklumat berkaitan tentang perlindungan litar tahan getaran, lihat panduan pemilihan pemutus kami.
S: Berapa lamakah sambungan yang dikrimp bertahan berbanding sambungan yang dipateri?
J: Sambungan yang dikrimp yang dilaksanakan dengan betul dalam aplikasi automotif direka untuk hayat perkhidmatan 15+ tahun (mengikut keperluan ujian USCAR-21) termasuk pendedahan kepada kitaran terma, getaran, kelembapan dan pendedahan kimia. Sambungan yang dipateri dalam persekitaran yang sama biasanya mula menunjukkan kemerosotan dalam tempoh 5-7 tahun. Dalam persekitaran yang jinak (terkawal iklim, tiada getaran), kedua-dua kaedah boleh bertahan selama beberapa dekad, walaupun pengrimpian masih menawarkan kestabilan rintangan sentuhan jangka panjang yang unggul.
S: Apakah perbezaan antara terminal krimp bertebat dan tidak bertebat?
J: Terminal bertebat termasuk lengan plastik yang menyediakan pelepasan tegangan dan penebat elektrik, sesuai untuk aplikasi pendawaian am. Terminal tidak bertebat (terdedah) menawarkan kapasiti arus yang lebih tinggi dan lebih disukai untuk sambungan ampere tinggi atau apabila tiub pengecut haba tersuai akan digunakan. Keperluan kualiti krimp adalah sama; pilihan bergantung pada keperluan aplikasi dan sama ada pengedap persekitaran tambahan diperlukan. Untuk panduan pemilihan terminal, semak kami panduan perbandingan blok terminal.
Kesimpulan: Kejuruteraan Kebolehpercayaan Melalui Reka Bentuk Sambungan yang Betul
Perbahasan antara pengrimpian dan pematerian akhirnya diselesaikan kepada keperluan aplikasi dan keutamaan prestasi. Untuk abah-abah pendawaian pengeluaran, sistem automotif, aplikasi aeroangkasa, dan sebarang persekitaran yang melibatkan getaran, kitaran terma, atau pendedahan yang keras, pengrimpian memberikan kebolehpercayaan yang terbukti lebih baik yang disokong oleh data lapangan selama beberapa dekad dan dikodkan dalam piawaian antarabangsa. Pelaburan awal dalam alat dan latihan pengrimp yang betul membayar dividen segera melalui pengurangan kadar kegagalan, kawalan kualiti yang dipermudahkan, dan pematuhan kepada keperluan industri.
Pematerian mengekalkan tempatnya dalam pemasangan elektronik untuk sambungan papan litar dan aplikasi di mana tekanan mekanikal adalah minimum. Walau bagaimanapun, tanggapan bahawa sambungan wayar-ke-terminal yang dipateri menawarkan kebolehpercayaan yang unggul telah dibuktikan sepenuhnya oleh kedua-dua ujian makmal dan analisis kegagalan lapangan. Reka bentuk sistem elektrik moden mengiktiraf bahawa integriti sambungan menentukan kebolehpercayaan sistem keseluruhan—menjadikan pilihan kaedah penamatan sebagai keputusan kejuruteraan yang kritikal dan bukannya soal keutamaan atau tradisi peribadi.
VIOX Electric bersedia untuk menyokong keperluan reka bentuk sambungan anda dengan terminal yang dikilangkan dengan ketepatan, penyelesaian pengrimpian tersuai, dan kepakaran kejuruteraan yang disokong oleh ujian dan jaminan kualiti yang komprehensif. Sama ada anda mereka bentuk abah-abah automotif, sistem kawalan industri, atau pemasangan tenaga boleh baharu, teknologi sambungan yang betul memastikan produk anda memberikan kebolehpercayaan yang dituntut oleh pelanggan anda. Hubungi pasukan kejuruteraan kami untuk membincangkan keperluan aplikasi khusus anda dan temui cara penyelesaian pengrimpian VIOX boleh menghapuskan kegagalan berkaitan sambungan dalam sistem elektrik anda.
Untuk sumber teknikal tambahan tentang reka bentuk sistem elektrik dan pemilihan komponen, terokai panduan komprehensif kami tentang perlindungan litar, pengiraan saiz wayar, dan reka bentuk panel industri.
