
Miniatūru ķēdes pārtraucēju (MCB) kopņu ražošana ir sarežģīta materiālu zinātnes, precīzas inženierijas un progresīvas automatizācijas mijiedarbība. Šiem vadošajiem komponentiem, kas ir ļoti svarīgi efektīvai elektroenerģijas sadalei elektrosistēmās, tiek veikts rūpīgi organizēts ražošanas process, lai nodrošinātu uzticamību, drošību un veiktspēju. Šajā ziņojumā ir apkopoti jaunākie sasniegumi MCB kopņu ražošanā, ņemot vērā rūpniecisko praksi, patentu inovācijas un jaunās tendences.
Materiālu izvēle un sagatavošana
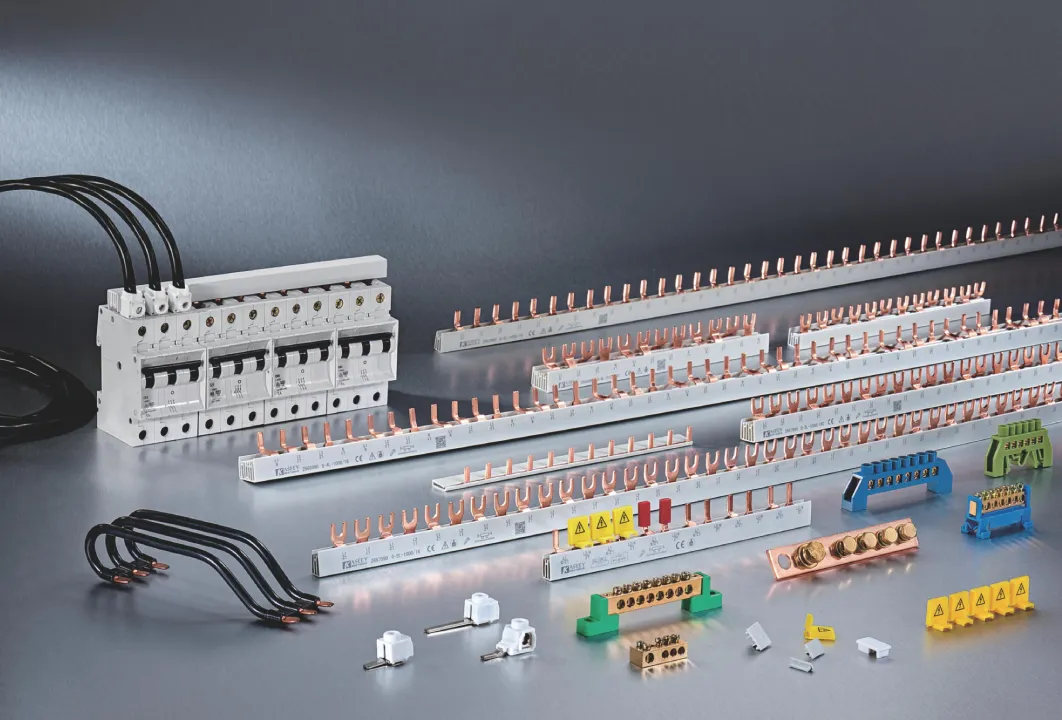
Pamatmateriāli: Varš vs. alumīnijs.
Varš joprojām ir dominējošais MCB kopņu materiāls, pateicoties tā izcilajai elektrovadītspējai (aptuveni 58,0 × 10⁶ S/m) un termiskajai stabilitātei. Tā augstā mehāniskā izturība padara to ideāli piemērotu lielas strāvas lietojumiem, jo īpaši rūpniecībā, kur strāvas blīvums pārsniedz 100 A/mm². Alumīnijs ar 60% vara vadītspējas, bet tikai 30% tā svara, ir rentabla alternatīva zemsprieguma dzīvojamām sistēmām. Nesenie bimetālu kompozītu jauninājumi, piemēram, ar varu pārklātas alumīnija kopnes, apvieno vara virsmas vadītspēju ar alumīnija vieglo kodolu, sasniedzot blīvumu 3,63 g/cm³ salīdzinājumā ar tīra vara blīvumu 8,96 g/cm³.
Virsmas sagatavošana un metalurģiskā līmēšana
Hibrīda kopņu ražošana sākas ar mehānisku suku, lai no alumīnija stieņa (serdeņa) un vara caurules (apvalka) noņemtu oksīda slāņus. Ātrgaitas tērauda birstes rotē ar 1200-1500 apgriezieniem minūtē, lai attīrītu virsmas un nodrošinātu tīras saskarnes. Turpmākā argona gāzes izpūšana novērš oksidāciju montāžas laikā, kad alumīnija serde ir ievietota vara apvalkā kontrolētos atmosfēras apstākļos.
Kritiskā fāze ietver kompozīta karsēšanu indukcijas krāsnīs līdz 600-660°C, kam seko hidrauliskā stiepšana, lai panāktu metalurģisko savienošanu. Šis process samazina starpfāžu pretestību līdz <0,5 µΩ-m², vienlaikus saglabājot 0,1-0,3 mm vara slāņa biezumu. Pēc izvilkšanas bimetāls tiek pakļauts aukstajai velmēšanai daudzpakāpju velmētavās, lai iegūtu galīgos izmērus ar pielaidi ±0,05 mm biezumam un ±0,1 mm platumam.
Precīzijas ražošanas procesi
CNC apstrāde un automatizācija
Mūsdienu MCB kopņu ražošanā tiek izmantotas datoru ciparu vadības (CNC) sistēmas, kas integrē trīs galvenās darbības:
- Griešana: Ar servopiedziņu darbināmas griezējpreses sagriež vara/alumīnija izejmateriālus ar ±0,1 mm precizitāti ar ātrumu līdz 120 griezumiem minūtē.
- Punching: Turreta perforatori veido montāžas caurumus un savienojuma punktus, izmantojot karbīda instrumentus, nodrošinot pozicionēšanas precizitāti ±0,02 mm.
- Liekšana: Programmējamas hidrauliskās rokas veido sarežģītas ģeometrijas ar lieces leņķa precizitāti ±0,5°.
Izmantojot "3-in-1" CNC mašīnas, iestatīšanas laiks samazinās par 70%, salīdzinot ar diskrētām sistēmām, savukārt ar IoT iespējoti prognozējošās tehniskās apkopes algoritmi samazina dīkstāves laiku par 40%.
Izolācija un pārklājumi
Pēc formēšanas kopnes tiek pakļautas virsmas apstrādei, lai uzlabotu veiktspēju:
- Galvanizācija: Alvas vai sudraba pārklājumi (5-20 µm biezi) samazina kontakta pretestību līdz <10 µΩ, vienlaikus novēršot oksidāciju.
- Izolācija: PVC vai epoksīdsveķu pārklājums ar ekstrūzijas pārklājumu uzklāj 0,5-1,2 mm izolācijas slāņus, kas atbilst 5000 V dielektriskai izturībai. Automatizētas redzes sistēmas pārbauda pārklājuma viendabīgumu ar ātrumu 200 kadri sekundē, noraidot defektus > 50 µm.
Kvalitātes nodrošināšana un testēšana
Elektriskās veiktspējas validācija
Katrai kopnei tiek veikta stingra testēšana:
- Pašreizējā kravnesība: 24 stundu slodzes testi pie 125% nominālās strāvas (piemēram, 125 A C45 modeļiem) uzrauga temperatūras paaugstināšanos, uzturot ΔT <50°C.
- Kontaktu pretestība: Četru galu Kelvina mērījumi pārbauda pretestību <50 µΩ vara un <85 µΩ alumīnija variantiem.
- Īssavienojuma izturība: 10 kA bojājuma strāvas, kas tiek pieliktas uz 100 ms, apstiprina termisko stabilitāti bez deformācijas.
Mehāniskā un vides testēšana
- Vibrācijas testēšana: 5-500 Hz sinusoīdas svārstības simulē 10 gadu darbības slodzi saskaņā ar IEC 61439-3.
- Izturība pret koroziju: 1000 stundu sāls izsmidzināšanas testi (ASTM B117) nodrošina <5% virsmas degradāciju.
Ilgtspējīga ražošanas prakse
Resursu efektivitāte
- Materiālu pārstrāde: Slēgta cikla sistēmas, izmantojot indukcijas kausēšanu, reģenerē 98% vara lūžņu, tādējādi samazinot neapstrādāta materiāla izmantošanu par 35%.
- Enerģijas atgūšana: Regeneratīvās piedziņas CNC darbgaldos atgūst 25% bremzēšanas enerģijas.
Videi draudzīgas inovācijas
- Nano pārklājumi: Ar grafēnu uzlabotas izolācijas uzlabo siltumvadītspēju par 300%, vienlaikus uz pusi samazinot materiālu patēriņu.
- Atvieglojums: Topoloģiski optimizētas konstrukcijas samazina alumīnija kopnes masu par 22%, neapdraudot strāvas stiprību.
Nākotnes virzieni MCB kopņu tehnoloģiju jomā
Viedās ražošanas integrācija
- Digitālie dvīņi: Reāllaika procesa simulācijas pielāgo apstrādes parametrus, izmantojot mākslīgā intelekta/ML algoritmus, uzlabojot iznākuma rādītājus līdz 99,8%.
- Aditīvā ražošana: Lāzera pulvera slāņa kausēšana nodrošina sarežģītus iekšējos dzesēšanas kanālus, palielinot strāvas blīvumu par 40%.
Pielietojumam specifiskas izmaiņas
- EV Power Systems: Ar šķidrumu dzesētas kopnes ar integrētiem temperatūras sensoriem atbalsta 800 V arhitektūras ar 500 A nepārtrauktu strāvu.
- Modulārie dizaini: Bloķējošās ķemmveida kopnes ļauj mainīt konfigurāciju uz vietas, samazinot uzstādīšanas laiku par 60%.
Secinājums
MCB kopņu ražošanas attīstība atspoguļo plašākas tendences elektrifikācijas un ilgtspējīgas rūpniecības jomā. No bimetāla kompozītmateriāliem līdz mākslīgā intelekta vadītām ražošanas līnijām - šie sasniegumi ļauj kopnēm apmierināt pieaugošās prasības pēc energoefektivitātes (vairāk nekā 99,5% vadītspējas saglabāšana 20 gadu laikā) un atbilstības vides prasībām. Tā kā pasaules elektrifikācija kļūst aizvien straujāka, nepārtrauktas inovācijas materiālzinātnes un viedās ražošanas jomā nodrošinās MCB kopņu kā galveno komponentu pozīciju nākamās paaudzes elektrotīklos.
