
Risposta diretta
La crimpatura offre una maggiore affidabilità rispetto alla saldatura in applicazioni con elevate vibrazioni, cicli termici e ambienti difficili. Mentre la saldatura crea un legame metallurgico attraverso la fusione termica, la crimpatura stabilisce una saldatura a freddo a tenuta di gas attraverso la compressione meccanica, eliminando le zone alterate dal calore, prevenendo la fragilità della saldatura e mantenendo la flessibilità del filo nei punti di stress. Gli standard industriali, tra cui SAE/USCAR-21, IEC 60352-2 e IPC/WHMA-A-620, impongono connessioni crimpate per applicazioni automobilistiche e aerospaziali in cui una durata di servizio di 15 anni in condizioni estreme è non negoziabile.
Punti di forza
Comprendere le differenze fondamentali tra crimpatura e saldatura è fondamentale per l'affidabilità del sistema elettrico. Le connessioni crimpate forniscono resistenza meccanica attraverso la deformazione plastica controllata, creando sigilli ermetici che resistono all'ingresso di umidità e all'ossidazione. L'assenza di calore elimina lo stress termico sull'isolamento del filo e previene la formazione di composti intermetallici fragili. Al contrario, i giunti saldati introducono una zona di transizione rigida in cui il filo flessibile incontra la saldatura solidificata, un noto punto di guasto in caso di vibrazioni. I moderni standard automobilistici e industriali hanno in gran parte abbandonato la saldatura a favore della crimpatura per i cablaggi di produzione, riconoscendo che i terminali crimpati correttamente superano costantemente i giunti saldati nei test di forza di trazione, resistenza agli shock termici e durata a lungo termine.
Perché il metodo di connessione è importante: il costo nascosto del guasto
L'affidabilità della connessione determina direttamente le prestazioni a livello di sistema negli assemblaggi elettrici. Quando un cablaggio funge da percorso di trasmissione di energia e segnale, qualsiasi punto debole della connessione si propaga in un guasto catastrofico del sistema. La scelta tra crimpatura e saldatura non è semplicemente una preferenza di produzione, è una decisione ingegneristica con conseguenze misurabili per la durata del prodotto, i costi di garanzia e la conformità alla sicurezza.
La saldatura ha dominato l'assemblaggio di elettronica per decenni, in particolare nelle applicazioni di circuiti stampati in cui i componenti rimangono fissi. Tuttavia, lo stesso processo di incollaggio termico che funziona bene per le tracce PCB diventa una responsabilità nelle connessioni filo-terminale soggette a stress meccanico. Il problema fondamentale risiede nella scienza dei materiali: la saldatura crea una zona intermetallica fragile che non può accogliere il movimento differenziale tra terminali rigidi e conduttori flessibili.
I moderni sistemi elettrici richiedono connessioni che sopravvivano a oltre 100.000 cicli termici, resistano a frequenze di vibrazione superiori a 2000 Hz e mantengano una resistenza di contatto inferiore a 1 milliohm per tutta la loro durata. Questi requisiti hanno spinto gli OEM automobilistici, i produttori aerospaziali e i costruttori di apparecchiature industriali verso la crimpatura come metodo di terminazione primario. Comprendere perché la crimpatura supera la saldatura richiede l'esame della fisica di ciascun tipo di connessione e del loro comportamento in condizioni di stress reali.

Crimpatura vs. Saldatura: Confronto tecnico
Le caratteristiche meccaniche ed elettriche delle connessioni crimpate rispetto a quelle saldate rivelano perché gli standard industriali favoriscono la crimpatura per applicazioni esigenti. Il seguente confronto esamina i parametri di prestazione critici che influiscono direttamente sull'affidabilità della connessione e sulla durata.
| Fattore di prestazione | Crimpatura (senza saldatura) | Saldatura |
|---|---|---|
| Meccanismo di connessione | Compressione meccanica che crea una saldatura a freddo a tenuta di gas | Legame metallurgico attraverso la fusione termica |
| Temperatura di processo | Ambiente (nessun calore applicato) | 183-450°C a seconda della lega di saldatura |
| Zona alterata dal calore | Nessuna: l'isolamento rimane intatto | Rischio di danni termici all'isolamento del filo e ai componenti adiacenti |
| Resistenza alle vibrazioni | Eccellente: mantiene la flessibilità nei punti di stress | Scarsa: la saldatura rigida crea concentrazione di stress e cricche di fatica |
| Prestazioni del ciclo termico | Superiore: accoglie l'espansione differenziale | Degradata: ricristallizzazione della saldatura e crescita intermetallica |
| Resistenza di contatto | 0,5-1,0 milliohm (stabile nel tempo) | Inizialmente basso ma aumenta con l'ossidazione e l'invecchiamento termico |
| Ritenzione della forza di trazione | Mantiene il 90% + della resistenza alla trazione del filo | Si indebolisce nel tempo a causa dello scorrimento della saldatura e dell'incrudimento |
| Resistenza all'umidità | La tenuta di gas impedisce l'ossidazione | Il residuo di flussante attrae l'umidità; assorbimento capillare tra i trefoli |
| Ripetibilità del processo | Altamente coerente con utensili adeguati e controllo di qualità | Variabile: dipende dall'abilità dell'operatore, dal controllo della temperatura, dal tempo di permanenza |
| Metodo di ispezione | Esame visivo e misurazione dimensionale (altezza/larghezza della crimpatura) | Solo visivo: vuoti interni e giunti freddi invisibili |
| Capacità di rilavorazione | Sostituzione del terminale richiesta | Può essere risaldato (con rischio di degrado) |
| Approvazione automobilistica/aerospaziale | Richiesto da SAE/USCAR-21, AS7928, IEC 60947-4-1 | Vietato per i cablaggi di produzione secondo IPC/WHMA-A-620 |
| Investimento in attrezzature | Moderato: richiede utensili di crimpatura e matrici calibrati | Basso: saldatore di base sufficiente per lavori su piccola scala |
| Tempo di ciclo (per connessione) | 2-5 secondi (manuale); <1 second (automated) | 10-30 secondi inclusi riscaldamento, raffreddamento, ispezione |
| Impatto ambientale | Nessun fumo, flussante o esposizione al piombo | Richiede l'estrazione dei fumi; le alternative di saldatura senza piombo sono più difficili |
La fisica delle connessioni crimpate: perché funziona la saldatura a freddo
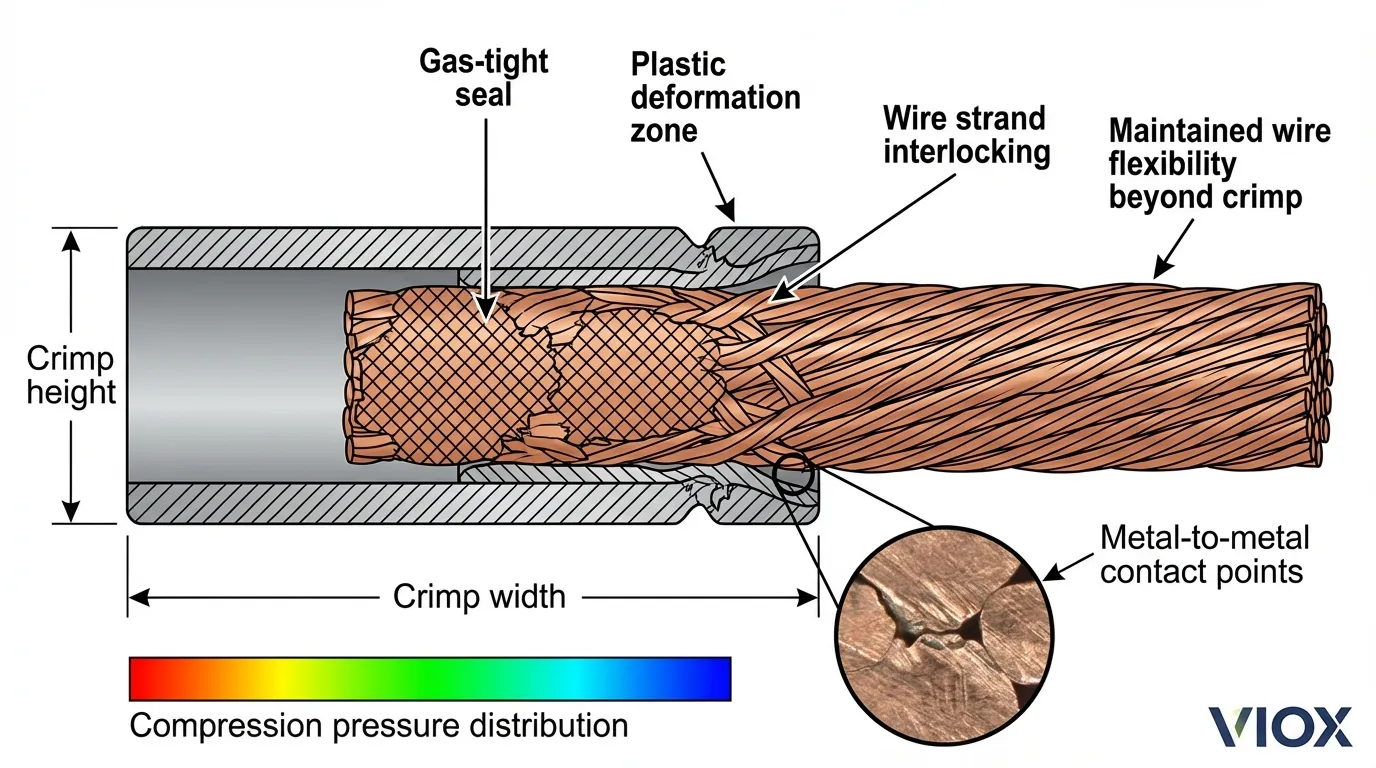
La crimpatura raggiunge la continuità elettrica attraverso la deformazione plastica controllata piuttosto che l'incollaggio termico. Quando una matrice di crimpatura comprime un cilindro terminale attorno a un conduttore di filo, si verificano simultaneamente tre distinti processi fisici: incastro meccanico dei trefoli del filo all'interno della cavità del terminale, deformazione elastica sia del materiale del terminale che dei conduttori di rame che creano una forza di ritorno elastico e la formazione di punti di contatto metallo-metallo in cui gli strati di ossido si fratturano sotto la pressione di compressione.
La connessione risultante presenta caratteristiche di una saldatura a freddo, un processo di incollaggio allo stato solido in cui una pressione sufficiente provoca l'adesione a livello atomico tra superfici metalliche pulite. A differenza della saldatura a fusione o della saldatura, la saldatura a freddo non richiede alcun apporto di calore e non produce composti intermetallici o zone alterate dal calore. La conformità del cilindro terminale consente alla connessione di accogliere le differenze di espansione termica tra il filo e il terminale mantenendo una pressione di contatto costante.
Fondamentale per il successo della crimpatura è il raggiungimento del corretto rapporto di compressione, la relazione tra l'altezza compressa finale del cilindro terminale e l'area della sezione trasversale del conduttore del filo. Gli standard industriali specificano rapporti di compressione tra il 15 e il 20% per le applicazioni automobilistiche, con tolleranze più strette richieste per le specifiche aerospaziali e militari. Una crimpatura insufficiente si traduce in una pressione di contatto insufficiente e un'elevata resistenza; una crimpatura eccessiva provoca la rottura dei trefoli del filo e una ridotta resistenza alla trazione. I moderni utensili di crimpatura incorporano il monitoraggio della forza e la verifica dell'altezza della crimpatura per garantire che ogni connessione soddisfi le specifiche.
Perché le connessioni saldate falliscono sotto stress
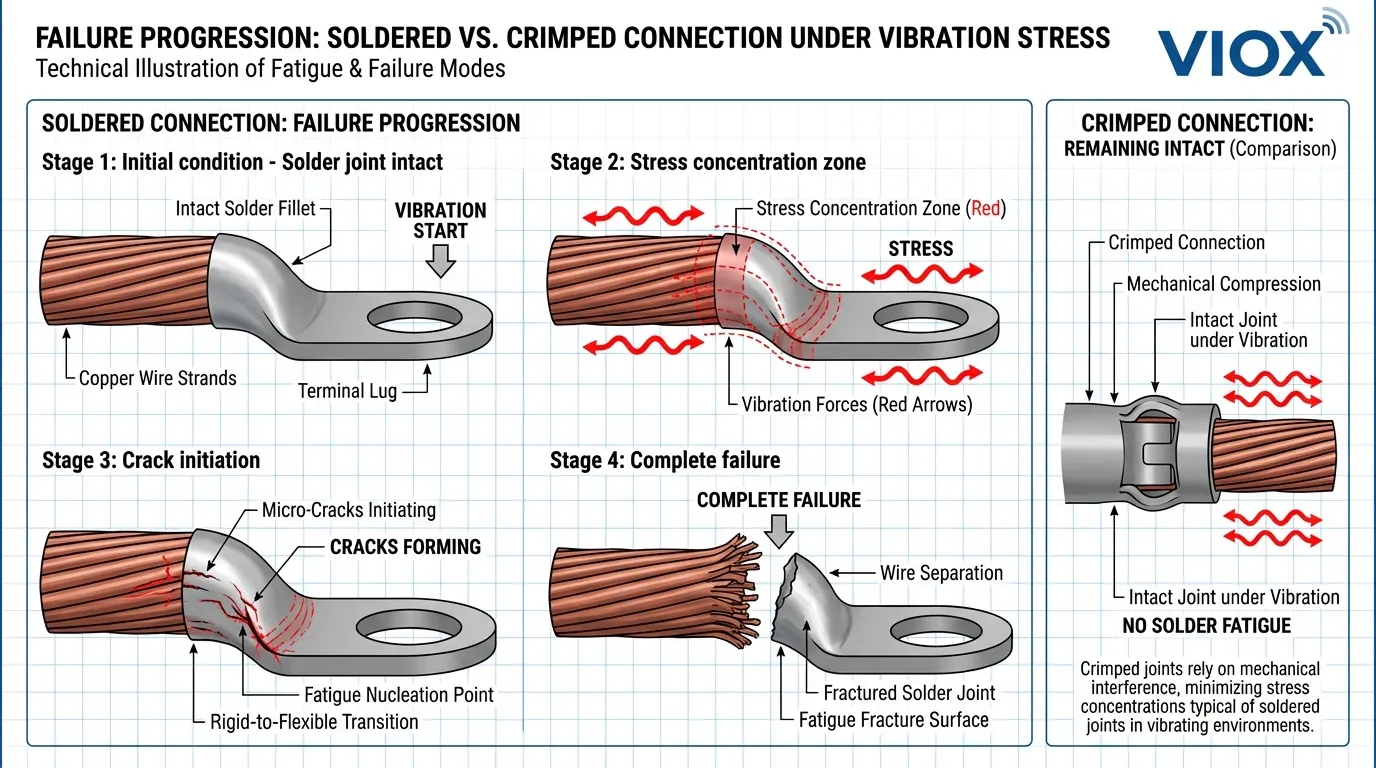
La debolezza fondamentale delle connessioni dei fili saldati deriva dalla mancata corrispondenza delle proprietà dei materiali tra i conduttori di rame flessibili e le leghe di saldatura rigide. La saldatura, sia tradizionale stagno-piombo (Sn60/Pb40) che le moderne composizioni senza piombo (SAC305, Sn96.5/Ag3.0/Cu0.5), si solidifica in una struttura cristallina con duttilità limitata. Quando un filo saldato subisce vibrazioni o flessioni, lo stress si concentra precisamente nel punto di terminazione della saldatura dove il metallo rigido incontra il filo flessibile a trefoli.
Questa concentrazione di stress avvia cricche di fatica che si propagano attraverso il giunto di saldatura ad ogni ciclo di vibrazione. L'analisi metallurgica dei giunti di saldatura guasti rivela costantemente l'inizio della cricca all'interfaccia saldatura-filo, che progredisce attraverso la matrice di saldatura fino a quando non si verifica la separazione completa. La modalità di guasto è prevedibile e ben documentata nei rapporti di analisi dei guasti automobilistici e aerospaziali.
Il ciclo termico accelera il degrado del giunto di saldatura attraverso molteplici meccanismi. L'espansione termica differenziale tra il filo di rame (16,5 ppm/°C), la lega di saldatura (22-25 ppm/°C) e i materiali dei terminali crea stress di taglio alle interfacce. I cicli ripetuti di riscaldamento e raffreddamento promuovono la ricristallizzazione della saldatura, un processo metallurgico in cui i bordi dei grani si riorganizzano, aumentando la fragilità e riducendo la resistenza alla fatica. Le saldature senza piombo mostrano prestazioni di ciclo termico particolarmente scarse rispetto alle tradizionali leghe stagno-piombo, con alcune leghe SAC che mostrano una riduzione del 50% della durata a fatica durante i test accelerati.
Ulteriori meccanismi di guasto includono l'assorbimento della saldatura, in cui la saldatura fusa scorre tra i trefoli del filo attraverso l'azione capillare, creando una zona rigida che si estende per diversi millimetri oltre il giunto previsto. Questa regione assorbita elimina la flessibilità del filo e crea una zona di concentrazione dello stress estesa. Il residuo di flussante, se non pulito correttamente, attrae l'umidità e promuove la corrosione elettrochimica. Negli ambienti sottomotore automobilistici in cui le oscillazioni di temperatura da -40°C a +150°C sono di routine, le connessioni saldate raramente sopravvivono oltre 5-7 anni prima di mostrare una maggiore resistenza o guasti intermittenti.
Standard di settore: perché le normative impongono la crimpatura
Le industrie automobilistiche e aerospaziali operano secondo rigorosi standard di qualità che vietano esplicitamente la saldatura per le terminazioni dei cablaggi di produzione. La specifica SAE/USCAR-21, sviluppata congiuntamente dai principali produttori automobilistici tra cui Ford, GM, Stellantis e partner internazionali, definisce i requisiti di prestazione per i terminali elettrici crimpati nelle applicazioni automobilistiche. Questo standard impone che le connessioni crimpate sopravvivano a 15 anni o 150.000 miglia di servizio in condizioni che includono cicli termici da -40°C a +125°C, test di vibrazione a più bande di frequenza ed esposizione a fluidi automobilistici, nebbia salina e umidità.
Lo standard IPC/WHMA-A-620, che regola i requisiti di assemblaggio di cavi e cablaggi, afferma esplicitamente nella Sezione 9.3 che “la saldatura di terminali a crimpare non è accettabile” perché maschera crimpature scadenti e introduce stress termico. Questo divieto riflette decenni di dati sui guasti sul campo che dimostrano che le crimpature saldate hanno prestazioni peggiori delle crimpature meccaniche eseguite correttamente da sole. Lo standard richiede criteri di ispezione visiva, verifica dimensionale dell'altezza e della larghezza della crimpatura e test di forza di trazione per convalidare l'integrità della connessione.
Le applicazioni aerospaziali seguono requisiti ancora più severi secondo AS7928 (precedentemente MIL-T-7928), che specifica la crimpatura di fili e cavi per i sistemi elettrici degli aeromobili. Queste specifiche riconoscono che i guasti di connessione nei sistemi critici per il volo comportano conseguenze catastrofiche, rendendo l'affidabilità non negoziabile. Gli strumenti di crimpatura utilizzati nelle applicazioni aerospaziali devono essere calibrati annualmente e ogni connessione crimpata viene sottoposta a ispezione documentata con tracciabilità allo strumento specifico, all'operatore e al lotto di terminali utilizzati.
Controllo qualità della crimpatura: i parametri critici
Ottenere connessioni crimpate affidabili richiede un controllo preciso di tre variabili interdipendenti: altezza della crimpatura, larghezza della crimpatura e rapporto di compattazione del filo. L'altezza della crimpatura, misurata nella dimensione compressa del cilindro del terminale perpendicolare all'asse del filo, determina direttamente la pressione di contatto e la forza di trazione. Le specifiche in genere definiscono tolleranze di altezza della crimpatura entro ±0,05 mm per i terminali automobilistici, con tolleranze più strette richieste per i calibri di filo più piccoli e le applicazioni critiche.
La misurazione della larghezza della crimpatura verifica che le alette del terminale si siano piegate correttamente attorno al filo senza deformazioni o crepe eccessive. Le specifiche di larghezza variano in base al design del terminale, ma in genere richiedono che il cilindro crimpato mantenga l'integrità strutturale senza spaccature o fratture che potrebbero compromettere la tenuta stagna al gas. L'ispezione visiva sotto ingrandimento (10-30x) rivela difetti superficiali tra cui compressione incompleta, fessurazione del terminale o sporgenza del trefolo del filo.
La metrica di qualità più critica è il test di forza di trazione, un test distruttivo che misura la forza necessaria per separare il terminale dal filo. Gli standard specificano le forze di trazione minime in base al calibro del filo, con valori che vanno da 15 Newton per il filo 24 AWG a oltre 400 Newton per i conduttori 10 AWG. Le crimpature corrette in genere raggiungono il 90-95% della resistenza alla trazione nominale del filo, il che significa che il filo stesso si rompe prima che la crimpatura si sfili. Il test di trazione deve essere eseguito a velocità controllate (50-250 mm/minuto secondo USCAR-21) per garantire risultati coerenti.
I metodi di controllo statistico del processo (SPC) tengono traccia delle tendenze della qualità della crimpatura nelle serie di produzione, identificando l'usura degli utensili, il disallineamento delle matrici o le variazioni della tecnica dell'operatore prima che producano connessioni fuori specifica. I moderni sistemi di crimpatura automatizzati incorporano il monitoraggio della forza in linea che misura la forza di crimpatura effettiva e segnala qualsiasi connessione al di fuori dei parametri accettabili per la rilavorazione immediata.

Guida all'applicazione: quando utilizzare ciascun metodo
Nonostante i vantaggi della crimpatura per i cablaggi di produzione e le applicazioni ad alta affidabilità, la saldatura rimane appropriata per casi d'uso specifici. L'assemblaggio di circuiti stampati, in particolare per i componenti through-hole e la rilavorazione a montaggio superficiale, beneficia della capacità della saldatura di creare connessioni permanenti su substrati rigidi dove lo stress da vibrazione è minimo. Lo sviluppo di prototipi e i test di laboratorio spesso impiegano connessioni saldate per la loro facilità di modifica e i requisiti minimi di attrezzaggio.
La crimpatura diventa obbligatoria nei cablaggi automobilistici, nei sistemi elettrici aerospaziali, nei pannelli di controllo industriali e in qualsiasi applicazione in cui le connessioni sono soggette a vibrazioni, cicli termici o esposizione ambientale gravosa. L'investimento in strumenti di crimpatura adeguati, che vanno da €200 per le pinze a cricchetto manuali a oltre €50.000 per le macchine di crimpatura automatizzate, ripaga con richieste di garanzia ridotte, maggiore affidabilità del sistema e conformità agli standard di settore. Per informazioni correlate sulla selezione di una protezione del circuito appropriata per le connessioni crimpate, consultare la nostra guida su selezione degli interruttori automatici per pannelli industriali.
Le applicazioni marine e per esterni beneficiano in particolare della resistenza all'umidità della crimpatura. La tenuta stagna al gas creata da una corretta compressione impedisce l'ingresso di acqua e la conseguente corrosione elettrochimica che degrada rapidamente le connessioni saldate in ambienti umidi o con nebbia salina. Se combinati con tubi termorestringenti o stivali di tenuta ambientale, i terminali crimpati raggiungono livelli di protezione IP67/IP68 adatti per applicazioni sommergibili.
Le applicazioni ad alta corrente (>10 ampere) richiedono universalmente connessioni crimpate grazie alla superiore capacità di trasporto di corrente e alla minore resistenza di contatto. I molteplici punti di contatto creati dai trefoli compressi distribuiscono il flusso di corrente in modo più efficace rispetto ai giunti saldati, riducendo il riscaldamento localizzato e migliorando la stabilità a lungo termine. Per indicazioni sul corretto dimensionamento dei cavi e sui calcoli della capacità di corrente, fare riferimento alla nostra guida al dimensionamento dei cavi.
Il vantaggio VIOX: soluzioni di crimpatura di precisione
VIOX Electric è specializzata nella produzione di componenti elettrici ad alta affidabilità progettati per applicazioni industriali, automobilistiche e di energia rinnovabile esigenti. Il nostro portafoglio prodotti comprende terminali in rame lavorati con precisione, cablaggi di qualità automobilistica e assemblaggi elettrici personalizzati che soddisfano o superano gli standard di qualità internazionali, tra cui le specifiche UL, IEC e OEM automobilistiche.
Il nostro team di ingegneri fornisce un supporto completo per l'ottimizzazione della progettazione delle connessioni, inclusa la selezione dei terminali, la specifica degli strumenti di crimpatura e lo sviluppo del protocollo di controllo qualità. Manteniamo capacità di test interne per la convalida della forza di trazione, i cicli termici, i test di vibrazione e la simulazione dell'esposizione ambientale, garantendo che ogni prodotto offra un'affidabilità documentata in condizioni operative reali.
Per le applicazioni che richiedono design di terminali personalizzati, calibri di filo non standard o tenuta ambientale specializzata, VIOX offre prototipazione rapida e capacità di produzione in piccoli lotti. Il nostro sistema di gestione della qualità mantiene la completa tracciabilità dalla certificazione delle materie prime all'ispezione finale, fornendo la documentazione richiesta per applicazioni aerospaziali, mediche e critiche per la sicurezza. Scopri di più sulle nostre soluzioni di morsettiere e opzioni di connettori industriali.

Domande Frequenti
D: Posso saldare un filo dopo averlo crimpato per una maggiore resistenza?
R: No, questa pratica è esplicitamente vietata da IPC/WHMA-A-620 e dagli standard automobilistici. La saldatura dopo la crimpatura non offre alcun vantaggio in termini di resistenza perché la crimpatura ha già stabilito il massimo contatto. La saldatura aggiuntiva in realtà degrada le prestazioni introducendo stress termico, mascherando crimpature scadenti durante l'ispezione e creando una zona fragile. Se una crimpatura viene eseguita correttamente, la saldatura non aggiunge nulla; se la crimpatura è difettosa, la saldatura nasconde il problema fino a quando non si verifica un guasto sul campo.
D: Come faccio a sapere se il mio strumento di crimpatura sta producendo buone connessioni?
R: Eseguire regolarmente test di forza di trazione su connessioni campione e misurare l'altezza della crimpatura con un micrometro. Confrontare i risultati con le specifiche del produttore del terminale. L'ispezione visiva dovrebbe rivelare la chiusura completa del cilindro, nessuna sporgenza del trefolo del filo, nessuna fessurazione del terminale e un corretto innesto della crimpatura dell'isolamento. Se non si dispone di apparecchiature di test, l'analisi della sezione trasversale (taglio attraverso la crimpatura ed esame sotto ingrandimento) rivela la qualità della compattazione interna del filo. Per maggiori informazioni su procedure di test elettrici, consultare la nostra guida ai test.
D: Quali dimensioni di filo possono essere crimpate rispetto a quelle saldate?
R: La crimpatura accoglie dimensioni di filo da 30 AWG (0,05 mm²) a 4/0 AWG (107 mm²) e superiori con terminali e utensili appropriati. La saldatura diventa sempre più difficile e inaffidabile sopra 12 AWG a causa delle sfide di dissipazione del calore e della grande zona rigida creata. Per le applicazioni ad alta corrente, le connessioni crimpate con elementi di fissaggio meccanici (capicorda imbullonati) sono una pratica standard.
D: Le connessioni crimpate sono adatte per ambienti ad alta vibrazione come quello automobilistico o aerospaziale?
R: Sì, le connessioni crimpate sono specificamente progettate per applicazioni ad alta vibrazione e sono imposte dagli standard automobilistici (USCAR-21) e aerospaziali (AS7928) proprio perché superano le connessioni saldate sotto stress da vibrazione. La flessibilità mantenuta nella transizione crimpatura-filo previene i guasti per fatica che affliggono i giunti saldati. Per informazioni correlate su protezione del circuito resistente alle vibrazioni, consultare la nostra guida alla selezione degli interruttori automatici.
D: Quanto durano le connessioni crimpate rispetto alle connessioni saldate?
R: Le connessioni crimpate eseguite correttamente nelle applicazioni automobilistiche sono progettate per una durata di servizio di oltre 15 anni (secondo i requisiti di test USCAR-21) inclusa l'esposizione a cicli termici, vibrazioni, umidità ed esposizione chimica. Le connessioni saldate in ambienti simili in genere iniziano a mostrare segni di degrado entro 5-7 anni. In ambienti benigni (climatizzati, senza vibrazioni), entrambi i metodi possono durare decenni, sebbene la crimpatura offra comunque una stabilità della resistenza di contatto a lungo termine superiore.
D: Qual è la differenza tra terminali a crimpare isolati e non isolati?
R: I terminali isolati includono un manicotto in plastica che fornisce scarico della trazione e isolamento elettrico, adatto per applicazioni di cablaggio generali. I terminali non isolati (nudi) offrono una maggiore capacità di corrente e sono preferiti per connessioni ad alto amperaggio o quando verrà applicato un tubo termorestringente personalizzato. I requisiti di qualità della crimpatura sono identici; la scelta dipende dai requisiti dell'applicazione e dalla necessità di una tenuta ambientale aggiuntiva. Per indicazioni sulla selezione dei terminali, consultare la nostra guida comparativa delle morsettiere.
Conclusione: progettare l'affidabilità attraverso una corretta progettazione delle connessioni
Il dibattito tra crimpatura e saldatura si risolve in definitiva nei requisiti dell'applicazione e nelle priorità di prestazione. Per i cablaggi di produzione, i sistemi automobilistici, le applicazioni aerospaziali e qualsiasi ambiente che coinvolga vibrazioni, cicli termici o esposizione gravosa, la crimpatura offre un'affidabilità dimostrabilmente superiore supportata da decenni di dati sul campo e codificata negli standard internazionali. L'investimento iniziale in strumenti e formazione di crimpatura adeguati ripaga immediatamente con tassi di guasto ridotti, controllo qualità semplificato e conformità ai requisiti di settore.
La saldatura mantiene il suo posto nell'assemblaggio elettronico per le connessioni di circuiti stampati e le applicazioni in cui lo stress meccanico è minimo. Tuttavia, la nozione che le connessioni filo-terminale saldate offrano un'affidabilità superiore è stata completamente smentita sia dai test di laboratorio che dall'analisi dei guasti sul campo. La moderna progettazione di sistemi elettrici riconosce che l'integrità della connessione determina l'affidabilità complessiva del sistema, rendendo la scelta del metodo di terminazione una decisione ingegneristica critica piuttosto che una questione di preferenza personale o tradizione.
VIOX Electric è pronta a supportare i tuoi requisiti di progettazione delle connessioni con terminali fabbricati con precisione, soluzioni di crimpatura personalizzate e competenze ingegneristiche supportate da test completi e garanzia di qualità. Che tu stia progettando cablaggi automobilistici, sistemi di controllo industriale o installazioni di energia rinnovabile, una corretta tecnologia di connessione garantisce che i tuoi prodotti offrano l'affidabilità richiesta dai tuoi clienti. Contatta il nostro team di ingegneri per discutere i requisiti specifici della tua applicazione e scoprire come le soluzioni di crimpatura VIOX possono eliminare i guasti relativi alle connessioni nei tuoi sistemi elettrici.
Per ulteriori risorse tecniche sulla progettazione di sistemi elettrici e sulla selezione dei componenti, esplora le nostre guide complete su protezione del circuito, calcoli del dimensionamento dei fili, e progettazione di pannelli industriali.
