
Introduzione: La Minaccia Silenziosa Prima del Guasto
Un ATS rimane inattivo nel tuo quadro di distribuzione, in attesa. Quando l'alimentazione principale si interrompe e il tuo generatore si avvia, trasferisce il carico in millisecondi. È allora che 200 ampere fluiscono attraverso contatti delle dimensioni di un'unghia. E se quei contatti si sono silenziosamente degradati nel corso di mesi a causa di sottili contaminazioni e micro-archi, non si limiteranno a trasferire, ma si salderanno chiusi, intrappolando la tua struttura sull'alimentazione del generatore a tempo indeterminato, incapace di tornare alla rete.
Questo scenario si verifica perché i tecnici raramente vedono i segnali di avvertimento. A differenza di un interruttore automatico che scatta visibilmente, il guasto termico nei contatti ATS è invisibile fino a quando non è catastrofico. Il colpevole è la resistenza di contatto—un fenomeno fisico che la maggior parte dei team di manutenzione non misura mai e che pochi comprendono. Questa guida rivela i meccanismi sottostanti e ti fornisce una strategia diagnostica pratica per prevenire il guasto prima che accada.
Fisica della Resistenza di Contatto: Comprensione degli a-Spot
I contatti elettrici non sono lisci, nemmeno quando sono lucidati. Sotto un microscopio elettronico a scansione, entrambe le superfici sono picchi e valli frastagliati. Quando si premono due contatti insieme, si toccano solo nei picchi più alti, chiamati a-spot (punti di asperità). Questi minuscoli punti di contatto possono occupare solo l'1% della superficie di contatto apparente.
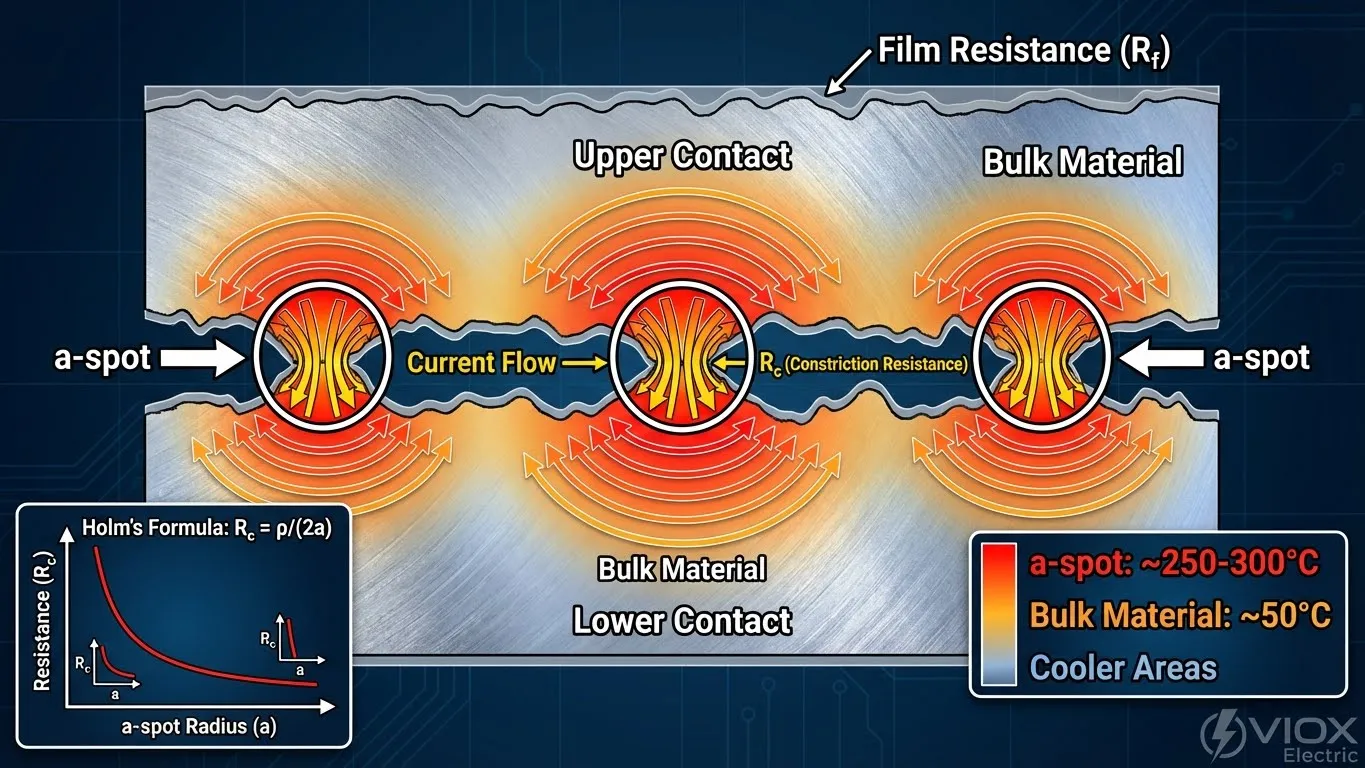
Perché è importante? La corrente deve passare attraverso questi minuscoli a-spot, causando resistenza di costrizione—resistenza locale che supera di gran lunga ciò che la conduttività di massa prevederebbe. La relazione segue la formula di Holm:
Dove \rho è la resistività del materiale e a è il raggio di ciascun a-spot. Punti più piccoli = maggiore resistenza. Riduci il raggio dell'a-spot della metà e la resistenza quadruplica.
Oltre alla resistenza di costrizione, i contatti accumulano film sottili: solfuro d'argento (dallo zolfo atmosferico), ossidi, polvere e umidità. Questi strati isolanti aggiungono resistenza del film (R_f), richiedendo agli elettroni di passare attraverso o sfondare la barriera. Insieme, R_c + R_f possono superare i 100 micro-ohm (µΩ), milioni di volte superiori alla resistenza del filo di massa.
Il coefficiente di temperatura accelera questo problema. Per argento e rame, la resistività aumenta di circa lo 0,4% per grado Celsius. In un a-spot che funziona a 200°C sopra la temperatura ambiente, la resistività locale è del 30% superiore rispetto alla temperatura ambiente, strangolando ulteriormente il flusso di corrente.
Cause Principali del Surriscaldamento: Perché i Contatti si Degradano
L'elevata resistenza di contatto non compare dall'oggi al domani. È un degrado progressivo guidato da cinque fattori convergenti:

1. Solfurazione dell'Argento
L'argento è un conduttore superiore, ma lo zolfo nell'aria industriale lo converte in solfuro d'argento (Ag_2S), un isolante. A differenza dell'ossido d'argento (che conduce in qualche modo), il solfuro d'argento aumenta notevolmente la resistenza del film. Negli impianti costieri o chimici, la solfurazione accelera.
2. Vaiolatura ed Erosione dei Contatti
Ogni trasferimento ATS sotto carico comporta un arco elettrico tra i contatti che si separano. L'arco vaporizza quantità microscopiche di materiale di contatto, lasciando una superficie vaiolata e ruvida con meno a-spot e una minore distribuzione della forza di contatto. Dopo migliaia di trasferimenti, la superficie di contatto si degrada in una consistenza simile al formaggio svizzero.
3. Connessioni Allentate e Forza di Contatto Ridotta
Le vibrazioni del meccanismo di commutazione o il ciclo termico (ripetuta espansione/contrazione) possono allentare i bulloni o deformare le molle di contatto. La forza di contatto ridotta (F) aumenta direttamente la resistenza di costrizione (empiricamente, R_c \propto F^{-1}). Una molla usurata contribuisce al riscaldamento tanto quanto la solfurazione.
4. Contaminazione Ambientale
Polvere, spruzzi di sale (in ambienti marini) e cloruri si infiltrano negli involucri, creando film igroscopici che intrappolano l'umidità. Questi film agiscono come isolanti, aumentando la resistenza del film oltre i limiti accettabili.
5. Lubrificazione Inadeguata
Il meccanismo azionato da solenoide si basa su una corretta lubrificazione per sviluppare la piena forza di chiusura. Il lubrificante secco o la polvere nei punti di rotazione riduce la forza erogata ai contatti, imitando una connessione allentata.
Analisi dell'Aumento di Temperatura: Il Ciclo di Feedback
Il processo di riscaldamento nei contatti ATS non è lineare, è un sistema di feedback positivo che può sfociare in una fuga termica:
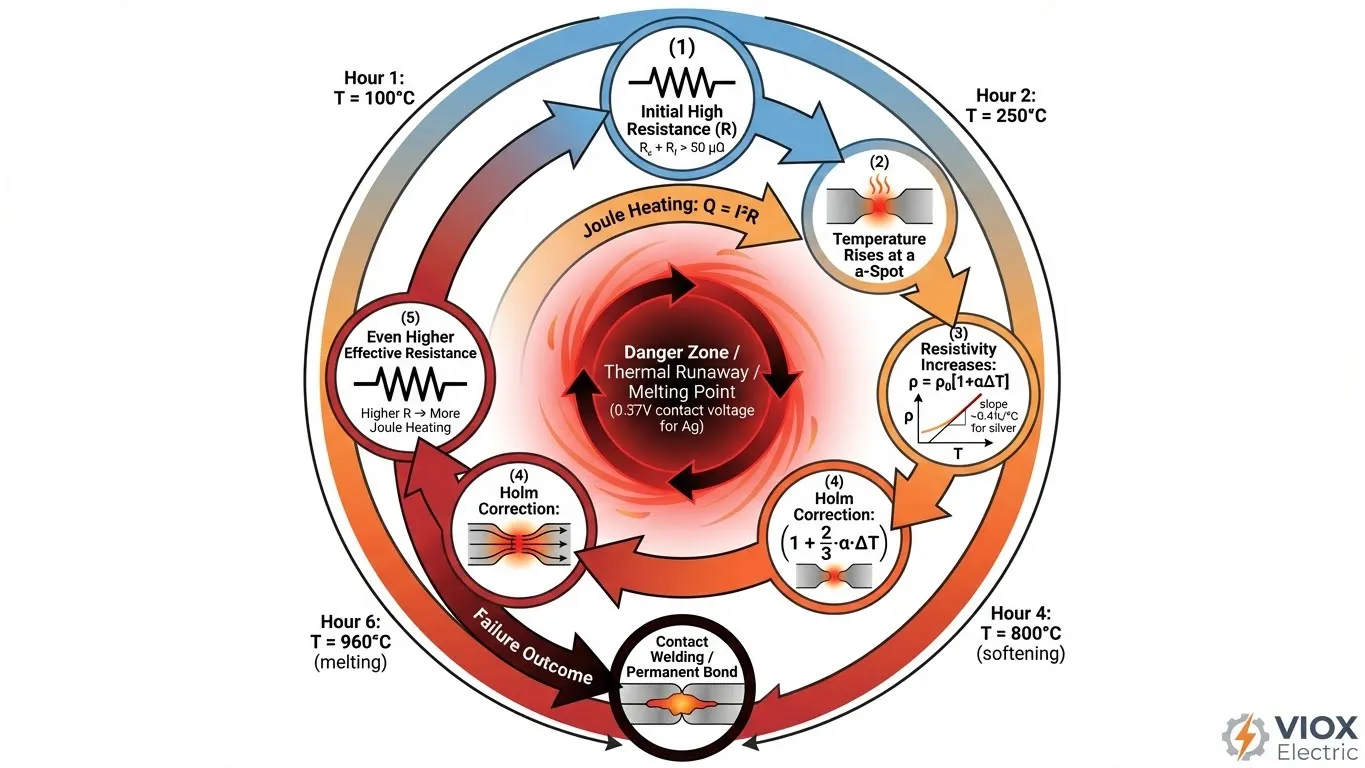
Fase 1: Riscaldamento Joule
Calore generato = Q = I^2 \cdot R_k \cdot t, dove I è la corrente (ampere), R_k è la resistenza di contatto e t è il tempo. A 200 ampere e 50 µΩ di resistenza, la dissipazione di potenza è di 2 watt per coppia di contatti, concentrata in un volume minuscolo.
Fase 2: Aumento di Temperatura all'a-Spot
L'a-spot stesso si riscalda più velocemente del conduttore di massa perché la corrente è confinata. La tensione di contatto misurata (U) è direttamente correlata alla temperatura dell'a-spot tramite la relazione di Wiedemann-Franz: una tensione di contatto di 0,1 V indica una temperatura dell'a-spot di circa 300°C.
Fase 3: La Resistenza Aumenta con la Temperatura
Man mano che l'a-spot si riscalda, la resistività del metallo aumenta (\rho = \rho_0[1+\alpha\Delta T]). Ciò aumenta ulteriormente la resistenza di contatto, generando più calore.
Fase 4: Fuga Termica
Se nessun meccanismo limita la temperatura, il ciclo di feedback accelera. La resistenza aumenta, il riscaldamento accelera e l'a-spot si avvicina al punto di rammollimento del materiale.
Il Fattore di Correzione di Holm
Holm ha dimostrato che la resistenza effettiva ad alta temperatura aumenta di un fattore di 1 + \frac{2}{3}\alpha(T_{max}-T_0), dove il fattore 2/3 tiene conto della temperatura non uniforme nella zona di costrizione. Questo spiega perché un contatto “più caldo” sviluppa una resistenza ancora maggiore rispetto a quanto previsto dai semplici modelli lineari.
Tabella Comparativa: Soglie di Temperatura Critiche
| Materiale | Tensione di Rammollimento | Temperatura di Rammollimento (°C) | Tensione di Fusione | Temperatura di Fusione (°C) |
|---|---|---|---|---|
| Argento (Ag) | 0,09 V | ~300 | 0,37 V | 960 (punto di fusione del materiale) |
| Rame (Cu) | 0,12 V | ~350 | 0,43 V | 1085 |
| Nichel (Ni) | 0,22 V | ~500 | 0,65 V | 1455 |
| Argento-Cadmio | 0,11 V | ~320 | 0,40 V | Dipendente dalla lega |
Modalità di guasto: Da caldo a saldato
Non tutti i surriscaldamenti si manifestano allo stesso modo. I guasti sul campo seguono schemi distinti:
Modalità 1: Rammollimento termico
Al di sotto della fusione ma al di sopra della tensione di rammollimento, il materiale di contatto diventa plastico. Il punto a si deforma, aumentando l'area di contatto, il che paradossalmente riduce momentaneamente la resistenza. Ma la debolezza del materiale persiste e qualsiasi vibrazione provoca micro-movimenti e archi elettrici.
Modalità 2: Funzionamento monofase
Se solo una delle tre fasi si degrada (comune in caso di contaminazione asimmetrica), la sua resistenza aumenta mentre le altre rimangono normali. La singola fase calda trasporta meno corrente (maggiore resistenza = minore corrente), lasciando il carico sbilanciato. I carichi del motore possono surriscaldarsi o vibrare sotto stress monofase.
Modalità 3: Contatto intermittente e arco elettrico
L'alta resistenza provoca caduta di tensione e calore, innescando micro-archi elettrici all'interfaccia. Questi rapidi eventi di arco elettrico ionizzano l'aria, creando plasma conduttivo, quindi i contatti si raffreddano e la resistenza aumenta di nuovo. Questo ciclo genera continuo rumore elettromagnetico (ronzio) e carbonizza l'isolamento in plastica circostante, creando un percorso verso terra o un cortocircuito fase-fase.
Modalità 4: Saldatura dei contatti
Il guasto più catastrofico. Se il punto a si riscalda al di sopra del punto di fusione della lega (tipicamente 0,37 V di tensione di contatto per l'argento), le due superfici si fondono insieme. L'ATS si “blocca” meccanicamente nella posizione in cui si è verificata la saldatura, incapace di trasferire. L'apparecchiatura è ora isolata sia dall'alimentazione normale che da quella del generatore: un guasto completo.
Metodi diagnostici: Come rilevare il surriscaldamento
La diagnosi precoce salva apparecchiature e strutture. Tre metodi forniscono informazioni complementari:

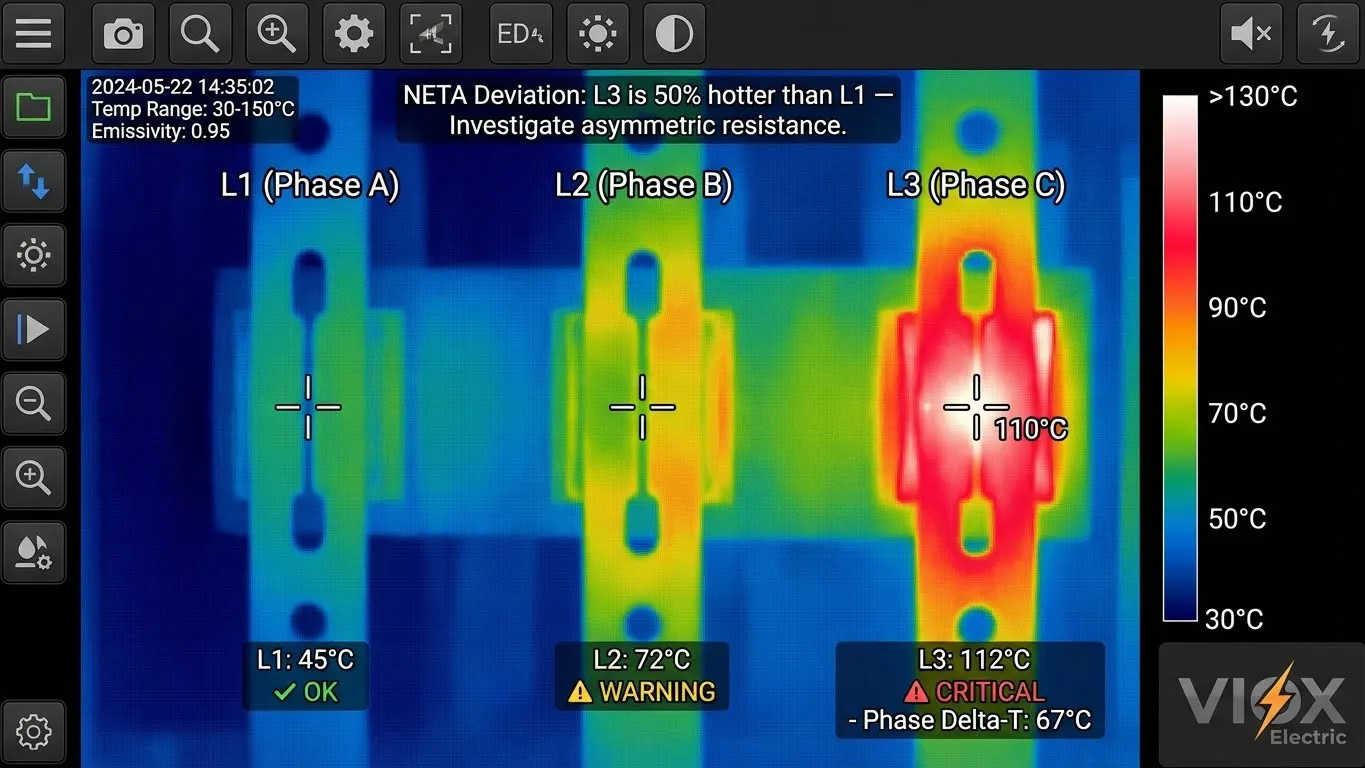
1. Termografia a infrarossi (IR)
Utilizzare una termocamera mentre l'ATS è sotto carico normale dell'edificio. Confrontare le tre fasi:
- Variazione fase-fase: I contatti sani mostrano una differenza 15°C è critica.
- Temperatura assoluta: I contatti non devono superare i 50-60°C sopra la temperatura ambiente in condizioni stabili (la temperatura ambiente tipica di 20°C fornisce una temperatura massima di contatto di 70-80°C). Una temperatura superiore a 100°C su una fase segnala un'alta resistenza.
- Tempistica: Eseguire la termografia mensilmente sui sistemi di backup critici.
2. Test con ohmmetro digitale a bassa resistenza (DLRO)
Il DLRO misura i micro-ohm con precisione (risoluzione fino a 0,1 µΩ). Testare ogni polo indipendentemente con almeno 10 ampere di corrente:
- Intervallo sano: 10–50 µΩ per coppia di contatti (varia in base alle dimensioni dell'ATS e al materiale dei contatti)
- Livello di avviso: 50–100 µΩ (programmare la manutenzione entro 30 giorni)
- Livello di guasto: >100 µΩ (sostituire immediatamente i contatti; non rimandare)
- Procedura NETA: Misurare tutti e tre i poli e contrassegnare qualsiasi polo che si discosta di >50% dalla lettura più bassa
3. Ispezione visiva e controllo del meccanismo
- Superficie di contatto: Lo scolorimento (ossidazione nera per solfuro d'argento) indica resistenza del film
- Distanza di contatto: Misurare la distanza iniziale quando i contatti sono aperti; una distanza inferiore alle specifiche di fabbrica suggerisce erosione o usura
- Forza di chiusura: Azionare manualmente il meccanismo (con l'alimentazione spenta); dovrebbe innestarsiFluidamente con un “clic” udibile. Un'azione lenta suggerisce molle usurate
Tabella delle decisioni diagnostiche
| Osservazione | Lettura DLRO | IR Delta-T | Azione |
|---|---|---|---|
| Contatti scoloriti + meccanismo lento | >100 µΩ | >20°C | Sostituire immediatamente i contatti |
| Leggera ossidazione, meccanismo normale | 50–100 µΩ | 10–15°C | Programmare la manutenzione entro 30 giorni |
| Pulire i contatti, meccanismo fluido | <50 µΩ | <3°C | Continuare il normale funzionamento; testare di nuovo tra 6 mesi |
| Una fase notevolmente più calda | Variabile | >15°C | Indagare sul carico asimmetrico; controllare il terminale allentato |
Strategia di prevenzione: Intervalli di manutenzione e parametri di riferimento
Prevenire il surriscaldamento è molto più economico che sostituire un ATS guasto o affrontare tempi di inattività imprevisti. Un approccio di manutenzione a più livelli bilancia costi e affidabilità:
Mensile (sistemi di backup critici)
- Testare l'ATS con banco di carico al 50% della corrente nominale monitorando con termocamera IR
- Documentare le temperature di fase; segnalare tendenze in aumento >5°C/mese
Trimestrale
- Test DLRO su ogni polo; confrontare con i risultati precedenti
- Ispezione visiva della superficie di contatto e del meccanismo di chiusura
Ogni anno
- Profilo di resistenza completo alla corrente nominale (coordinare con il test del banco di carico)
- Pulire i contatti con alcool isopropilico e aria compressa (se il design consente un accesso sicuro)
- Verificare la tensione della molla secondo le specifiche OEM; sostituire le molle se la deflessione è <90% del nuovo
Ispezione post-trasferimento (dopo qualsiasi trasferimento di carico)
- Se l'ATS si è trasferito durante un'interruzione di corrente reale, test DLRO entro 24 ore (i contatti potrebbero essersi micro-saldati)
- Se il trasferimento si è verificato con picchi di tensione transitori o rumori di arco, eseguire immediatamente un'ispezione termica
Resistenza di riferimento per valutazione ATS
| Valutazione ATS | Intervallo sano | Avviso (deviazione del 50%) | Guasto |
|---|---|---|---|
| 100 A | 15–40 µΩ | >60 µΩ | >100 µΩ |
| 400 A | 10–30 µΩ | >45 µΩ | >80 µΩ |
| 1200 A | 8–25 µΩ | >35 µΩ | >60 µΩ |
Domande Frequenti
D: Quanto spesso devo controllare la resistenza di contatto?
R: Per le strutture con test mensili di esercizio del generatore, controllare le letture DLRO ad ogni test. Per i sistemi solo in standby (nessun esercizio regolare), eseguire il DLRO annualmente e la scansione IR ogni 6 mesi. Dopo qualsiasi trasferimento di carico effettivo, testare entro 24 ore.
D: Posso pulire i contatti corrosi per ripristinarli?
R: Una leggera ossidazione può essere pulita con cura con alcool isopropilico e una spazzola morbida, ma solo se il design dell'ATS consente un accesso sicuro ai contatti. Pitting o erosione profonda richiedono la sostituzione. La sola pulizia non ripristina la geometria dei punti a persa a causa dell'arco.
D: Qual è la differenza tra “resistenza di contatto” e “caduta di tensione di contatto”?
R: Caduta di tensione di contatto (misurata in volt) = resistenza × corrente. A 200 A attraverso 50 µΩ, la caduta è di 0,01 V. Misurare la caduta di tensione attraverso la coppia di contatti sotto carico, quindi dividere per la corrente per calcolare la resistenza. Le termocamere IR misurano la conseguenza termica di questa caduta di tensione.
D: Perché alcune fasi si riscaldano più di altre?
R: Contaminazione asimmetrica, forza di contatto irregolare (molla usurata su un polo) o terminali allentati su una fase. Se una fase è costantemente più calda di 10°C+, verificare la presenza di un carico asimmetrico (singolo motore grande) o un capocorda allentato su quella fase.
D: Quando i contatti devono essere sostituiti rispetto alla rigenerazione?
R: Sostituire se la resistenza supera i 100 µΩ, si avvicina alla tensione di fusione (>0,35 V di caduta di contatto) o il pitting copre >30% della superficie di contatto. La rigenerazione (riplaccatura o rifacimento) è utile solo per set di contatti del valore di >2.000 $ e che mostrano una resistenza <50 µΩ senza pitting.
Conclusione
La resistenza di contatto nelle apparecchiature ATS non è un mistero. È fisica: prevedibile e misurabile. Dotato di una termocamera a infrarossi e di un misuratore DLRO, qualsiasi team di manutenzione può rilevare il degrado mesi prima del guasto. La fisica che hai imparato qui si traduce direttamente in numeri: confronta le tue letture DLRO con gli intervalli sani, traccia le tendenze e sostituisci i contatti quando superano la soglia di guasto. L'alimentazione di backup della tua struttura dipende da questo.
Per ulteriori indicazioni sulla selezione e la risoluzione dei problemi dell'ATS, fare riferimento al nostro completo Guida alla risoluzione dei problemi ATS e Metodo di selezione ATS in 3 passaggi. Se stai anche indagando sulle procedure generali di manutenzione elettrica, il nostro Lista di controllo per la manutenzione dei contattori industriali copre principi diagnostici simili applicabili ad altre apparecchiature di commutazione.
