
تعارف: ناکامی سے پہلے خاموش خطرہ
ایک اے ٹی ایس آپ کے سوئچ گیئر میں غیر فعال بیٹھا انتظار کر رہا ہوتا ہے۔ جب مین پاور فیل ہوتی ہے اور آپ کا جنریٹر چلتا ہے، تو یہ ملی سیکنڈ میں لوڈ منتقل کرتا ہے۔ اس وقت 200 ایمپیئر کرنٹ ناخن کے سائز کے کنٹیکٹس سے گزرتا ہے۔ اور اگر وہ کنٹیکٹس مہینوں کی لطیف آلودگی اور مائیکرو آرکنگ کی وجہ سے خاموشی سے خراب ہو چکے ہیں، تو وہ صرف منتقل نہیں ہوں گے—بلکہ خود کو ویلڈ کر لیں گے، جس سے آپ کی سہولت غیر معینہ مدت تک جنریٹر پاور پر پھنس جائے گی، اور گرڈ پر واپس جانے کے قابل نہیں رہے گی۔.
یہ منظر اس لیے پیش آتا ہے کیونکہ تکنیکی ماہرین شاذ و نادر ہی انتباہی علامات دیکھتے ہیں۔ سرکٹ بریکر کے برعکس جو واضح طور پر ٹرپ ہوتا ہے، اے ٹی ایس کنٹیکٹس میں تھرمل فیلئر اس وقت تک پوشیدہ ہوتا ہے جب تک کہ یہ تباہ کن نہ ہو جائے۔ اس کا مجرم ہے۔ کنٹیکٹ ریزسٹنس—ایک طبیعیاتی مظہر جسے زیادہ تر مینٹیننس ٹیمیں کبھی نہیں ماپتیں اور بہت کم لوگ سمجھتے ہیں۔ یہ گائیڈ بنیادی میکانزم کو ظاہر کرتی ہے اور آپ کو ناکامی سے پہلے اسے روکنے کے لیے ایک عملی تشخیصی حکمت عملی فراہم کرتی ہے۔.
کنٹیکٹ ریزسٹنس فزکس: اے-سپاٹس کو سمجھنا
الیکٹریکل کنٹیکٹس ہموار نہیں ہوتے، یہاں تک کہ پالش ہونے پر بھی۔ اسکیننگ الیکٹران مائیکروسکوپ کے تحت، دونوں سطحیں ناہموار چوٹیاں اور وادیاں ہیں۔ جب آپ دو کنٹیکٹس کو ایک ساتھ دباتے ہیں، تو وہ صرف بلند ترین چوٹیوں پر چھوتے ہیں—جنہیں اے-سپاٹس (ایسپرٹی سپاٹس) کہا جاتا ہے۔ یہ چھوٹے کنٹیکٹ پوائنٹس ظاہری کنٹیکٹ سطح کا صرف 1% حصہ ہو سکتے ہیں۔.
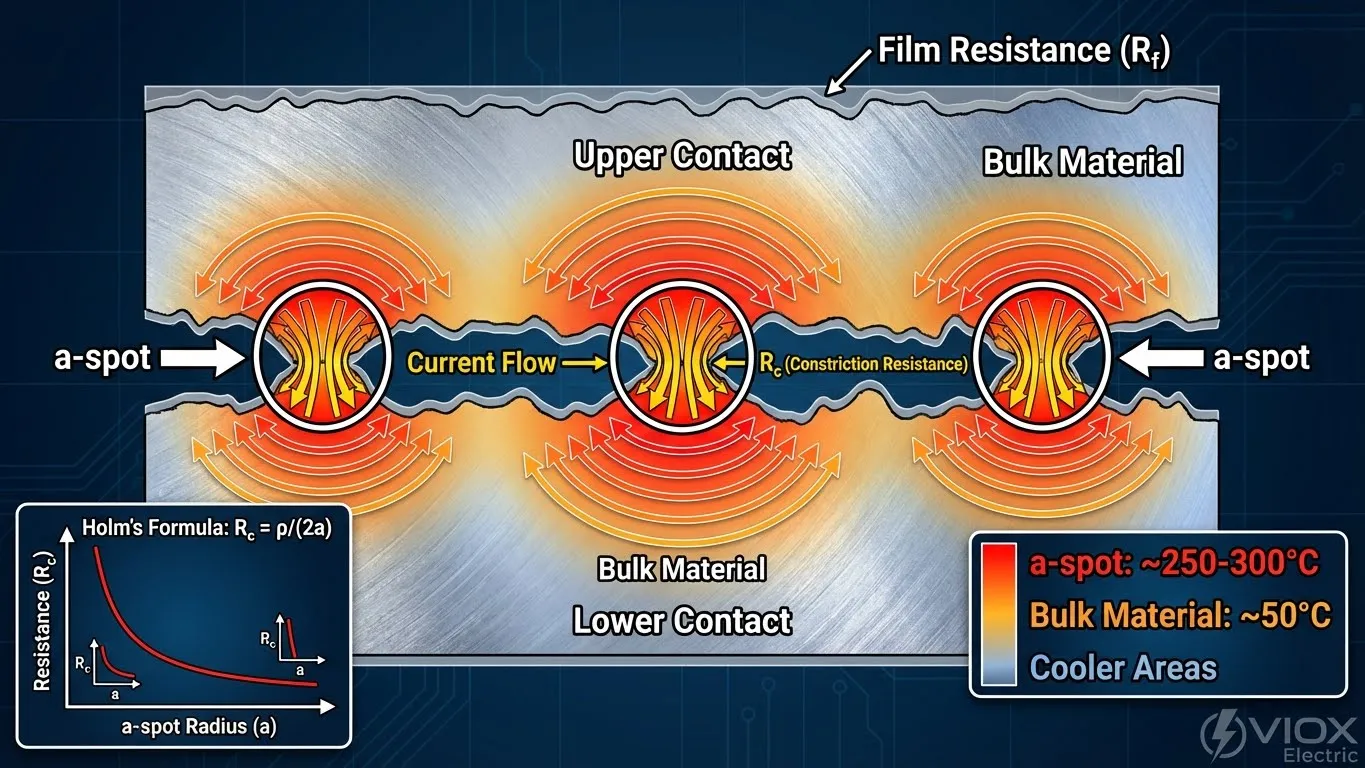
اس کی اہمیت کیوں ہے؟ کرنٹ کو ان چھوٹے اے-سپاٹس سے گزرنا پڑتا ہے، جس کی وجہ سے کنسٹرکشن ریزسٹنس—مقامی ریزسٹنس جو بلک کنڈکٹیویٹی کی پیش گوئی سے کہیں زیادہ ہوتی ہے۔ اس کا تعلق ہولم کا فارمولا:
ہے جہاں \rho میٹریل ریزسٹیویٹی ہے اور a ہر اے-سپاٹ کا رداس ہے۔ چھوٹے سپاٹس = زیادہ ریزسٹنس۔ اے-سپاٹ کے رداس کو آدھا کر دیں، اور ریزسٹنس چار گنا بڑھ جاتی ہے۔.
کنسٹرکشن ریزسٹنس کے علاوہ، کنٹیکٹس پر پتلی فلمیں جمع ہوتی ہیں: سلور سلفائیڈ (فضائی سلفر سے)، آکسائیڈز، دھول اور نمی۔ یہ انسولیٹنگ تہیں فلم ریزسٹنس (R_f) کا اضافہ کرتی ہیں، جس کے لیے الیکٹرانز کو رکاوٹ سے گزرنا پڑتا ہے یا اسے توڑنا پڑتا ہے۔ مجموعی طور پر، R_c + R_f 100 مائیکرو اوہم (µΩ) سے تجاوز کر سکتی ہے—جو بلک وائر ریزسٹنس سے لاکھوں گنا زیادہ ہے۔.
درجہ حرارت کا کوایفیشینٹ اس مسئلے کو بڑھاتا ہے۔. چاندی اور تانبے کے لیے، ریزسٹیویٹی میں ہر ڈگری سیلسیس پر ~0.4% اضافہ ہوتا ہے۔ ایک اے-سپاٹ جو محیطی درجہ حرارت سے 200 ڈگری سینٹی گریڈ زیادہ پر چل رہا ہے، اس کی مقامی ریزسٹیویٹی کمرے کے درجہ حرارت سے 30% زیادہ ہے، جو کرنٹ کے بہاؤ کو مزید روکتی ہے۔.
زیادہ گرم ہونے کی بنیادی وجوہات: کنٹیکٹس کیوں خراب ہوتے ہیں
ہائی کنٹیکٹ ریزسٹنس راتوں رات ظاہر نہیں ہوتی۔ یہ پانچ متضاد عوامل کی وجہ سے بتدریج خرابی ہے۔

1. سلور سلفائیڈیشن
چاندی ایک بہترین کنڈکٹر ہے، لیکن صنعتی ہوا میں موجود سلفر اسے سلور سلفائیڈ (Ag_2S)—ایک انسولیٹر میں تبدیل کر دیتی ہے۔ سلور آکسائیڈ کے برعکس (جو کسی حد تک کنڈکٹ کرتا ہے)، سلور سلفائیڈ فلم ریزسٹنس کو ڈرامائی طور پر بڑھاتا ہے۔ ساحلی یا کیمیکل پلانٹس میں، سلفائیڈیشن تیز ہوتی ہے۔.
2. کنٹیکٹ پٹنگ اور ایروشن
لوڈ کے تحت ہر اے ٹی ایس ٹرانسفر میں الگ ہونے والے کنٹیکٹس کے درمیان ایک الیکٹریکل آرک شامل ہوتا ہے۔ آرکنگ کنٹیکٹ میٹریل کی خوردبینی مقدار کو بخارات میں تبدیل کر دیتی ہے، جس سے ایک پٹی ہوئی، کھردری سطح بنتی ہے جس میں کم اے-سپاٹس اور کم کنٹیکٹ فورس ڈسٹری بیوشن ہوتا ہے۔ ہزاروں ٹرانسفرز کے بعد، کنٹیکٹ سطح سوئس پنیر کی ساخت میں تبدیل ہو جاتی ہے۔.
3. ڈھیلے کنکشن اور کم کنٹیکٹ فورس
سوئچنگ میکانزم سے وائبریشن یا تھرمل سائیکلنگ (بار بار پھیلنا/سکڑنا) بولٹس کو ڈھیلا کر سکتی ہے یا کنٹیکٹ اسپرنگس کو خراب کر سکتی ہے۔ کم کنٹیکٹ فورس (F) براہ راست کنسٹرکشن ریزسٹنس کو بڑھاتی ہے (تجرباتی طور پر، R_c \propto F^{-1})۔ ایک پہنا ہوا اسپرنگ سلفائیڈیشن کی طرح ہی حرارت میں حصہ ڈالتا ہے۔.
4. ماحولیاتی آلودگی
دھول، نمک کا سپرے (سمندری ماحول میں)، اور کلورائیڈز انکلوژرز میں داخل ہوتے ہیں، اور ہائیگروسکوپک فلمیں بناتے ہیں جو نمی کو پھنساتی ہیں۔ یہ فلمیں انسولیٹر کے طور پر کام کرتی ہیں، اور فلم ریزسٹنس کو قابل قبول حدود سے بڑھا دیتی ہیں۔.
5. ناکافی چکنائی
سولینائڈ سے چلنے والا میکانزم مکمل بند ہونے والی فورس تیار کرنے کے لیے مناسب چکنائی پر انحصار کرتا ہے۔ خشک چکنائی یا پیوٹ پوائنٹس میں دھول کنٹیکٹس تک پہنچائی جانے والی فورس کو کم کر دیتی ہے، جو ڈھیلے کنکشن کی نقل کرتی ہے۔.
درجہ حرارت میں اضافے کا تجزیہ: فیڈ بیک لوپ
اے ٹی ایس کنٹیکٹس میں حرارتی عمل لکیری نہیں ہے—یہ ایک مثبت فیڈ بیک سسٹم ہے جو تھرمل رن وے میں تبدیل ہو سکتا ہے:
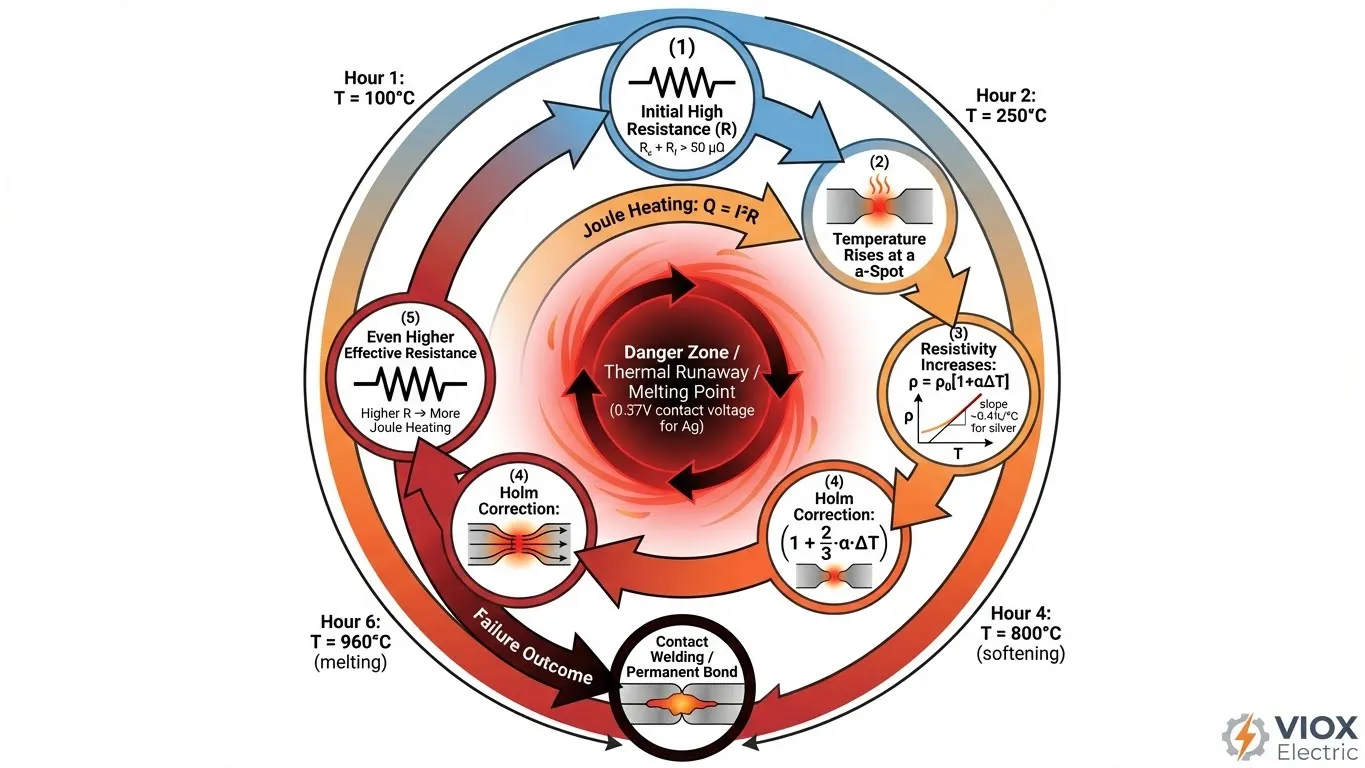
مرحلہ 1: جول ہیٹنگ
پیدا ہونے والی حرارت = Q = I^2 \cdot R_k \cdot t، جہاں I کرنٹ (ایمپس) ہے، R_k کنٹیکٹ ریزسٹنس ہے، اور t وقت ہے۔ 200 ایمپس اور 50 µΩ ریزسٹنس پر، پاور ڈسیپیشن 2 واٹ فی کنٹیکٹ جوڑا ہے—جو ایک چھوٹے سے حجم میں مرکوز ہے۔.
مرحلہ 2: اے-سپاٹ پر درجہ حرارت میں اضافہ
اے-سپاٹ خود بلک کنڈکٹر سے زیادہ تیزی سے گرم ہوتا ہے کیونکہ کرنٹ محدود ہوتا ہے۔ ماپا ہوا کنٹیکٹ وولٹیج (U) براہ راست اے-سپاٹ درجہ حرارت سے وائیڈیمین-فرینز تعلقکے ذریعے منسلک ہے: 0.1V کا کنٹیکٹ وولٹیج ~300°C کے اے-سپاٹ درجہ حرارت کی نشاندہی کرتا ہے۔.
مرحلہ 3: درجہ حرارت کے ساتھ ریزسٹنس میں اضافہ
جیسے ہی اے-سپاٹ گرم ہوتا ہے، دھات کی ریزسٹیویٹی بڑھ جاتی ہے (\rho = \rho_0[1+\alpha\Delta T])۔ یہ کنٹیکٹ ریزسٹنس کو مزید بڑھاتا ہے، اور زیادہ حرارت پیدا کرتا ہے۔.
مرحلہ 4: تھرمل رن وے
اگر کوئی میکانزم درجہ حرارت کو محدود نہیں کرتا ہے، تو فیڈ بیک لوپ تیز ہو جاتا ہے۔ ریزسٹنس بڑھتی ہے، حرارت تیز ہوتی ہے، اور اے-سپاٹ میٹریل کے نرم ہونے والے نقطہ کے قریب پہنچ جاتا ہے۔.
ہولم کریکشن فیکٹر
ہولم نے دکھایا کہ زیادہ درجہ حرارت پر موثر ریزسٹنس 1 + \frac{2}{3}\alpha(T_{max}-T_0) کے فیکٹر سے بڑھ جاتی ہے، جہاں 2/3 کا فیکٹر کنسٹرکشن زون میں غیر یکساں درجہ حرارت کو مدنظر رکھتا ہے۔ یہ بتاتا ہے کہ کیوں ایک “گرم” کنٹیکٹ سادہ لکیری ماڈلز کی پیش گوئی سے بھی زیادہ ریزسٹنس تیار کرتا ہے۔.
موازنہ ٹیبل: اہم درجہ حرارت کی حدیں
| مواد | نرم ہونے والا وولٹیج | نرم ہونے کا درجہ حرارت (°C) | پگھلنے والا وولٹیج | پگھلنے کا درجہ حرارت (°C) |
|---|---|---|---|---|
| چاندی (Ag) | 0.09 V | ~300 | 0.37 V | 960 (میٹریل کا پگھلنے کا نقطہ) |
| تانبا (Cu) | 0.12 V | ~350 | 0.43 V | 1085 |
| نکل (Ni) | 0.22 V | ~500 | 0.65 V | 1455 |
| سلور-کیڈیمیم | 0.11 وی | ~320 | 0.40 وی | الائے پر منحصر |
ناکامی کے طریقے: گرم ہونے سے ویلڈ ہونے تک
تمام اوور ہیٹنگ ایک جیسی نہیں لگتی۔ فیلڈ میں ناکامی مختلف نمونوں پر عمل کرتی ہے:
موڈ 1: تھرمل نرمی
پگھلنے سے کم لیکن نرم ہونے والی وولٹیج سے زیادہ، رابطہ مواد پلاسٹک بن جاتا ہے۔ اے-سپاٹ خراب ہو جاتا ہے، رابطہ ایریا بڑھ جاتا ہے، جو متضاد طور پر لمحاتی طور پر مزاحمت کو کم کرتا ہے۔ لیکن مواد کی کمزوری برقرار رہتی ہے، اور کوئی بھی وائبریشن مائیکرو موشن اور آرکنگ کا سبب بنتی ہے۔.
موڈ 2: سنگل فیزنگ
اگر تین فیز میں سے صرف ایک خراب ہوتا ہے (غیر متناسب آلودگی میں عام)، تو اس کی مزاحمت بڑھ جاتی ہے جبکہ باقی نارمل رہتے ہیں۔ سنگل ہاٹ فیز کم کرنٹ لے جاتا ہے (زیادہ مزاحمت = کم کرنٹ)، جس سے لوڈ غیر متوازن ہو جاتا ہے۔ موٹر لوڈ سنگل فیز دباؤ کے تحت زیادہ گرم یا وائبریٹ ہو سکتے ہیں۔.
موڈ 3: وقفے وقفے سے رابطہ اور آرکنگ
زیادہ مزاحمت وولٹیج ڈراپ اور حرارت کا سبب بنتی ہے، جس سے انٹرفیس پر مائیکرو آرکنگ شروع ہو جاتی ہے۔ یہ تیز رفتار آرک ایونٹس ہوا کو آئنائز کرتے ہیں، conductive پلازما بناتے ہیں، پھر رابطے ٹھنڈے ہو جاتے ہیں اور مزاحمت دوبارہ بڑھ جاتی ہے۔ یہ سائیکل مسلسل برقی مقناطیسی شور (بزنگ) پیدا کرتا ہے اور قریبی پلاسٹک کی موصلیت کو کاربنائز کرتا ہے، جس سے گراؤنڈ یا فیز ٹو فیز شارٹ کا راستہ بن جاتا ہے۔.
موڈ 4: رابطہ ویلڈنگ
سب سے زیادہ تباہ کن ناکامی۔ اگر اے-سپاٹ الائے کے پگھلنے کے مقام سے اوپر گرم ہوتا ہے (عام طور پر چاندی کے لیے 0.37V رابطہ وولٹیج)، تو دونوں سطحیں ایک ساتھ فیوز ہو جاتی ہیں۔ اے ٹی ایس میکانکی طور پر اس پوزیشن میں “پھنس” جاتا ہے جہاں ویلڈنگ ہوئی تھی، منتقل کرنے سے قاصر۔ اب سامان نارمل اور جنریٹر پاور دونوں سے الگ تھلگ ہے—ایک مکمل ناکامی۔.
تشخیصی طریقے: اوور ہیٹنگ کا پتہ کیسے لگائیں
ابتدائی پتہ لگانے سے سامان اور سہولیات محفوظ رہتی ہیں۔ تین طریقے تکمیلی معلومات فراہم کرتے ہیں:

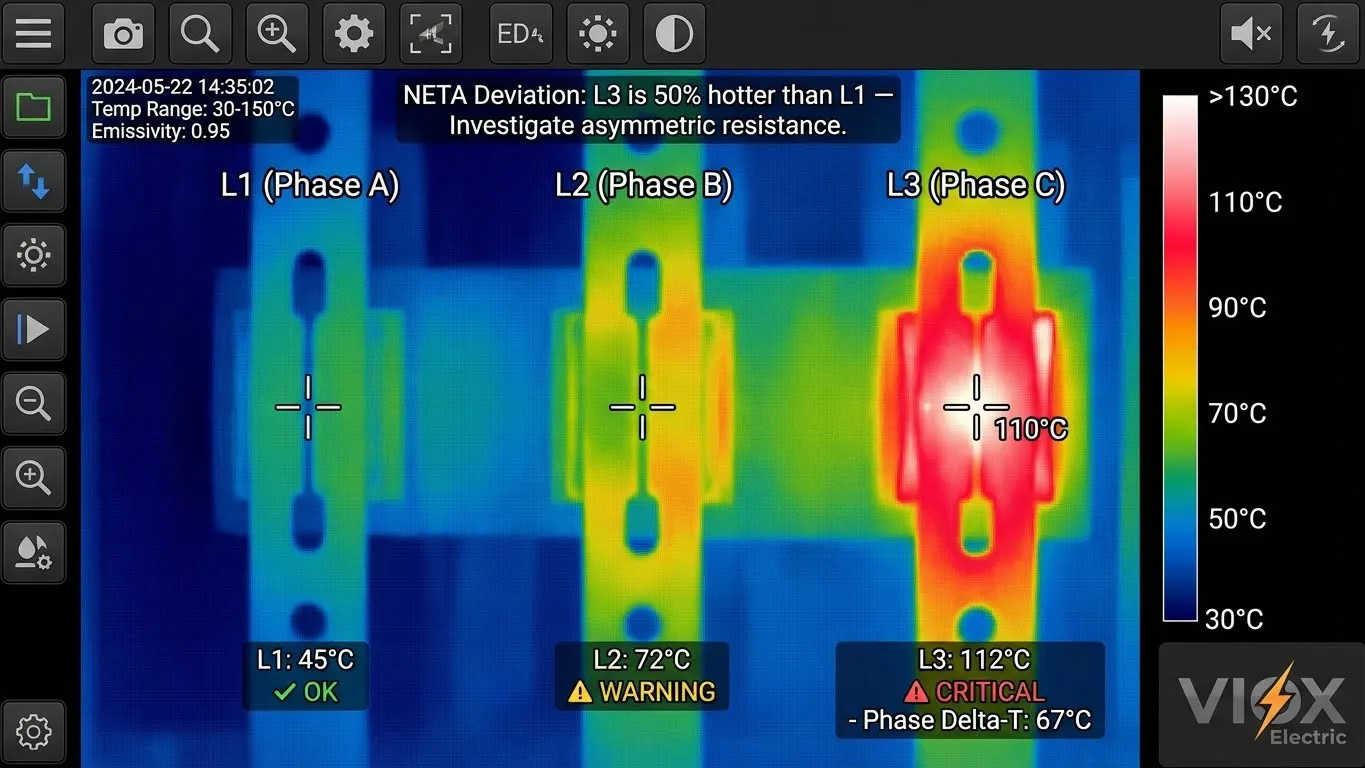
1. انفراریڈ (IR) تھرموگرافی
اے ٹی ایس کے نارمل بلڈنگ لوڈ کے تحت ہونے کے دوران تھرمل کیمرہ استعمال کریں۔ تین فیز کا موازنہ کریں:
- فیز ٹو فیز تغیر: صحت مند رابطے 15°C کا فرق نازک ہے۔.
- مطلق درجہ حرارت: رابطوں کو مستقل حالت میں محیط سے 50–60°C سے زیادہ نہیں ہونا چاہیے (عام محیط 20°C زیادہ سے زیادہ رابطہ درجہ حرارت 70–80°C دیتا ہے)۔ ایک فیز پر 100°C سے اوپر زیادہ مزاحمت کا اشارہ ہے۔.
- ٹائمنگ: اہم بیک اپ سسٹمز پر ماہانہ تھرموگرافی کریں۔.
2. ڈیجیٹل لو ریزسٹنس اوہم میٹر (DLRO) ٹیسٹنگ
ڈی ایل آر او مائیکرو اوہم کو درست طریقے سے ماپتا ہے (0.1 µΩ تک ریزولوشن)۔ کم از کم 10 ایمپیئر کرنٹ کے ساتھ ہر قطب کو آزادانہ طور پر ٹیسٹ کریں:
- صحت مند رینج: 10–50 µΩ فی رابطہ جوڑا (اے ٹی ایس سائز اور رابطہ مواد کے لحاظ سے مختلف ہوتا ہے)
- وارننگ لیول: 50–100 µΩ (30 دنوں کے اندر دیکھ بھال کا شیڈول بنائیں)
- ناکامی کی سطح: >100 µΩ (فوری طور پر رابطوں کو تبدیل کریں؛ ملتوی نہ کریں)
- NETA طریقہ کار: تینوں قطبوں کی پیمائش کریں اور کسی بھی قطب کو نشان زد کریں جو سب سے کم ریڈنگ سے >50% سے ہٹ جائے۔
3. بصری معائنہ اور میکانزم چیک
- رابطہ سطح: رنگت (سلور سلفائیڈ کے لیے سیاہ داغ) فلم مزاحمت کی نشاندہی کرتی ہے
- رابطہ گیپ: جب رابطے کھلے ہوں تو ابتدائی گیپ کی پیمائش کریں؛ فیکٹری کی تفصیلات سے چھوٹا گیپ کٹاؤ یا پہننے کی تجویز کرتا ہے
- بند کرنے کی قوت: میکانزم کو دستی طور پر چلائیں (پاور آف کے ساتھ)؛ اسے قابل سماعت “کلک” کے ساتھ آسانی سے مشغول ہونا چاہیے۔ سست کارروائی پہنے ہوئے اسپرنگس کی تجویز کرتی ہے
تشخیصی فیصلہ ٹیبل
| مشاہدہ | ڈی ایل آر او ریڈنگ | آئی آر ڈیلٹا-ٹی | ایکشن |
|---|---|---|---|
| رنگین رابطے + سست میکانزم | >100 µΩ | >20°C | فوری طور پر رابطوں کو تبدیل کریں |
| ہلکا داغ، نارمل میکانزم | 50–100 µΩ | 10–15°C | 30 دنوں میں دیکھ بھال کا شیڈول بنائیں |
| صاف رابطے، ہموار میکانزم | <50 µΩ | <3°C | نارمل آپریشن جاری رکھیں؛ 6 ماہ میں دوبارہ ٹیسٹ کریں |
| ایک فیز نمایاں طور پر زیادہ گرم | مختلف ہوتی ہے۔ | >15°C | غیر متناسب لوڈ کی تحقیقات کریں؛ ڈھیلے ٹرمینل کی جانچ کریں |
روک تھام کی حکمت عملی: دیکھ بھال کے وقفے اور بینچ مارکس
اوور ہیٹنگ کو روکنا ناکام اے ٹی ایس کو تبدیل کرنے یا غیر متوقع ڈاؤن ٹائم سے نمٹنے سے کہیں زیادہ سستا ہے۔ ایک درجے والا دیکھ بھال کا طریقہ کار لاگت اور وشوسنییتا کو متوازن کرتا ہے:
ماہانہ (اہم بیک اپ سسٹمز)
- آئی آر کیمرے سے نگرانی کرتے ہوئے اے ٹی ایس کو 50% ریٹیڈ کرنٹ کے تحت لوڈ-بینک ٹیسٹ کریں۔
- دستاویز فیز کے درجہ حرارت؛ رجحانات کو اوپر کی طرف نشان زد کریں >5°C/مہینہ
سہ ماہی
- ہر قطب کا DLRO ٹیسٹ کریں؛ پچھلے نتائج سے موازنہ کریں
- رابطہ سطح اور بند کرنے کے میکانزم کا بصری معائنہ
سالانہ
- شرح شدہ کرنٹ پر مکمل مزاحمت پروفائل (لوڈ بینک ٹیسٹ کے ساتھ مربوط کریں)
- رابطوں کو آئسوپروپائل الکحل اور کمپریسڈ ہوا سے صاف کریں (اگر ڈیزائن محفوظ رسائی کی اجازت دیتا ہے)
- OEM تفصیلات کے مطابق اسپرنگ ٹینشن کی تصدیق کریں؛ اگر ڈیفلیکشن نئے کے <90% ہے تو اسپرنگ کو تبدیل کریں
منتقلی کے بعد کا معائنہ (کسی بھی لوڈ کی منتقلی کے بعد)
- اگر ATS حقیقی پاور آؤٹیج کے دوران منتقل ہوا ہے، تو 24 گھنٹوں کے اندر DLRO ٹیسٹ کریں (رابطوں میں مائیکرو ویلڈ ہو سکتا ہے)
- اگر عارضی وولٹیج اسپائکس یا آرکنگ آوازوں کے ساتھ منتقلی ہوئی ہے، تو فوری طور پر تھرمل معائنہ کریں
ATS کی درجہ بندی کے ذریعہ بینچ مارک مزاحمت
| ATS کی درجہ بندی | صحت مند حد | انتباہ (50% انحراف) | ناکامی |
|---|---|---|---|
| 100 A | 15–40 µΩ | >60 µΩ | >100 µΩ |
| 400 A | 10–30 µΩ | >45 µΩ | >80 µΩ |
| 1200 A | 8–25 µΩ | >35 µΩ | >60 µΩ |
اکثر پوچھے گئے سوالات
سوال: مجھے رابطہ مزاحمت کتنی بار چیک کرنی چاہیے؟
جواب: ماہانہ جنریٹر ورزش ٹیسٹ والی سہولیات کے لیے، ہر ٹیسٹ پر DLRO ریڈنگ چیک کریں۔ اسٹینڈ بائی صرف سسٹمز کے لیے (کوئی باقاعدہ ورزش نہیں)، سالانہ DLRO کریں اور ہر 6 ماہ بعد IR اسکین کریں۔ کسی بھی اصل لوڈ کی منتقلی کے بعد، 24 گھنٹوں کے اندر ٹیسٹ کریں۔.
سوال: کیا میں زنگ آلود رابطوں کو بحال کرنے کے لیے صاف کر سکتا ہوں؟
جواب: معمولی داغ کو آئسوپروپائل الکحل اور نرم برش سے احتیاط سے صاف کیا جا سکتا ہے، لیکن صرف اس صورت میں جب ATS ڈیزائن محفوظ رابطہ رسائی کی اجازت دے۔ گہری پٹنگ یا کٹاؤ کو تبدیل کرنے کی ضرورت ہے۔ اکیلے صفائی آرکنگ سے کھوئے ہوئے a-spot جیومیٹری کو بحال نہیں کرتی ہے۔.
سوال: “رابطہ مزاحمت” اور “رابطہ وولٹیج ڈراپ” میں کیا فرق ہے؟
جواب: رابطہ وولٹیج ڈراپ (وولٹ میں ماپا جاتا ہے) = مزاحمت × کرنٹ۔ 50 µΩ کے ذریعے 200 A پر، ڈراپ 0.01 V ہے۔ لوڈ کے تحت رابطہ جوڑی کے پار وولٹیج ڈراپ کی پیمائش کریں، پھر مزاحمت کا حساب لگانے کے لیے کرنٹ سے تقسیم کریں۔ IR کیمرے اس وولٹیج ڈراپ کے حرارتی نتیجے کی پیمائش کرتے ہیں۔.
سوال: کچھ فیز دوسرے فیز سے زیادہ گرم کیوں ہوتے ہیں؟
جواب: غیر متناسب آلودگی، غیر مساوی رابطہ قوت (ایک قطب پر پہنا ہوا اسپرنگ)، یا ایک فیز پر ڈھیلے ٹرمینلز۔ اگر ایک فیز مسلسل 10°C+ گرم ہے، تو غیر متناسب لوڈ (سنگل بڑی موٹر) یا اس فیز پر ڈھیلے لگ کی جانچ کریں۔.
سوال: رابطوں کو کب تبدیل کیا جانا چاہیے بمقابلہ تجدید کیا جانا چاہیے؟
جواب: اگر مزاحمت 100 µΩ سے زیادہ ہو جائے، پگھلنے والے وولٹیج تک پہنچ جائے (>0.35 V رابطہ ڈراپ)، یا پٹنگ رابطہ سطح کے >30% کو ڈھانپ لے تو تبدیل کریں۔ تجدید (ری پلیٹنگ یا ری فیسنگ) صرف رابطہ سیٹوں کے لیے قابل قدر ہے جن کی قیمت >$2,000 ہے اور کوئی پٹنگ نہ ہونے کے ساتھ <50 µΩ مزاحمت دکھا رہی ہے۔.
نتیجہ
ATS آلات میں رابطہ مزاحمت کوئی معمہ نہیں ہے۔ یہ طبیعیات ہے—پیش گوئی کے قابل اور قابل پیمائش۔ ایک انفراریڈ کیمرہ اور ایک DLRO میٹر سے لیس، کوئی بھی مینٹیننس ٹیم ناکامی سے مہینوں پہلے انحطاط کا پتہ لگا سکتی ہے۔ جو طبیعیات آپ نے یہاں سیکھی ہے وہ براہ راست اعداد میں ترجمہ کرتی ہے: صحت مند حدود کے خلاف اپنی DLRO ریڈنگ کو بینچ مارک کریں، رجحانات کو ٹریک کریں، اور جب وہ ناکامی کی حد کو توڑ دیں تو رابطوں کو تبدیل کریں۔ آپ کی سہولت کی بیک اپ پاور اس پر منحصر ہے۔.
ATS کے انتخاب اور خرابیوں کا سراغ لگانے کے بارے میں مزید رہنمائی کے لیے، ہمارے جامع سے رجوع کریں۔ اے ٹی ایس ٹربل شوٹنگ گائیڈ اور 3-مرحلہ ATS انتخاب کا طریقہ. ۔ اگر آپ عام برقی دیکھ بھال کے طریقہ کار کی بھی تحقیقات کر رہے ہیں، تو ہمارا انڈسٹریل کنٹیکٹر مینٹیننس چیک لسٹ دیگر سوئچنگ آلات پر لاگو ہونے والے اسی طرح کے تشخیصی اصولوں کا احاطہ کرتا ہے۔.
