
Proizvodnja zbiralnic za miniaturne odklopnike (MCB) je prefinjeno prepletanje znanosti o materialih, natančnega inženirstva in napredne avtomatizacije. Te prevodne komponente, ki so ključne za učinkovito distribucijo energije v električnih sistemih, so podvržene skrbno organiziranemu proizvodnemu procesu, ki zagotavlja zanesljivost, varnost in zmogljivost. To poročilo povzema najnovejše dosežke na področju proizvodnje vodnikov MCB, pri čemer se opira na industrijske prakse, patentne inovacije in nove trende.
Izbira in priprava materiala
Osnovni materiali: Baker proti aluminiju.
Baker ostaja prevladujoči material za zbiralke MCB zaradi svoje odlične električne prevodnosti (približno 58,0 × 10⁶ S/m) in toplotne stabilnosti. Zaradi visoke mehanske trdnosti je idealen za aplikacije z visokim tokom, zlasti v industrijskih okoljih, kjer gostota toka presega 100 A/mm². Aluminij, ki ima 60% prevodnosti bakra, vendar le 30% njegove teže, je stroškovno učinkovita alternativa za nizkonapetostne stanovanjske sisteme. Nedavne inovacije na področju bimetalnih kompozitov, kot so z bakrom obložene aluminijaste zbiralke, združujejo površinsko prevodnost bakra z lahkim aluminijastim jedrom in dosegajo gostoto 3,63 g/cm³ v primerjavi z 8,96 g/cm³ čistega bakra.
Priprava površine in metalurško lepljenje
Proizvodnja hibridnih zbiralnic se začne z mehanskim ščetkanjem, da se odstranijo plasti oksidov z aluminijaste palice (jedro) in bakrene cevi (obloga). Hitre jeklene ščetke se vrtijo s 1200-1500 vrtljaji na minuto, da očistijo površine in zagotovijo čiste vmesnike. Kasnejše čiščenje z argonom preprečuje oksidacijo med sestavljanjem, ko je aluminijasto jedro vstavljeno v bakreno oblogo pod nadzorovanimi atmosferskimi pogoji.
Kritična faza vključuje segrevanje kompozita na 600-660 °C v indukcijskih pečeh, čemur sledi hidravlično vlečenje za doseganje metalurške vezave. Ta postopek zmanjša medfazno upornost na <0,5 µΩ-m², pri čemer se ohrani debelina plasti bakra 0,1-0,3 mm. Po vlečenju se bimetal hladno valja v večstopenjskih valjarnah, da se dosežejo končne dimenzije z dovoljenimi odstopanji ±0,05 mm za debelino in ±0,1 mm za širino.
Natančni proizvodni procesi
CNC obdelava in avtomatizacija
Sodobna proizvodnja vodil MCB uporablja sisteme CNC (Computer Numerical Control), ki združujejo tri osnovne postopke:
- Rezanje: Servopogonske strižne stiskalnice režejo bakreno/aluminijasto surovino z natančnostjo ±0,1 mm pri hitrosti do 120 rezov/minuto.
- Udarjanje: Revolverski luknjači s karbidnim orodjem izdelajo montažne luknje in priključne točke ter dosežejo položajno natančnost ±0,02 mm.
- Upogibanje: Programirljive hidravlične roke oblikujejo kompleksne geometrije z natančnostjo kota upogiba ±0,5°.
Sprejetje strojev CNC 3 v 1 skrajša čas nastavitve za 70% v primerjavi z diskretnimi sistemi, medtem ko algoritmi za napovedno vzdrževanje, ki jih omogoča internet stvari, skrajšajo izpade za 40%.
Izolacija in premazi
Po oblikovanju se zbiralke površinsko obdelajo, da se izboljša njihova zmogljivost:
- Galvanizacija: Prevleke iz kositra ali srebra (debeline 5-20 µm) zmanjšajo kontaktno upornost na <10 µΩ in hkrati preprečujejo oksidacijo.
- Izolacija: PVC ali epoksi obloga z ekstrudirnim premazom uporablja 0,5-1,2 mm izolacijske plasti z dielektrično trdnostjo 5000 V. Avtomatizirani vidni sistemi preverjajo enakomernost premaza pri 200 slikah na sekundo in zavračajo napake > 50 µm.
Zagotavljanje kakovosti in testiranje
Potrjevanje električnih lastnosti
Vsaka zbiralka je strogo preizkušena:
- Trenutna nosilna zmogljivost: 24-urni obremenitveni testi pri nazivnem toku 125% (npr. 125A za modele C45) spremljajo dvig temperature, pri čemer ΔT <50°C.
- Odpornost na stik: Štiri-končne meritve po Kelvinu preverjajo upornost <50 µΩ pri bakrenih in <85 µΩ pri aluminijastih različicah.
- Odpornost na kratek stik: 10 kA okvarni tokovi, ki se uporabljajo 100 ms, potrjujejo toplotno stabilnost brez deformacij.
Mehansko in okoljsko preskušanje
- Testiranje vibracij: Sinusni zamahi 5-500 Hz simulirajo 10-letne obratovalne obremenitve po IEC 61439-3.
- Odpornost proti koroziji: 1000-urni preskusi s solnim pršenjem (ASTM B117) zagotavljajo degradacijo površine <5%.
Trajnostne proizvodne prakse
Učinkovita raba virov
- Recikliranje materialov: Sistemi zaprte zanke z indukcijskim taljenjem predelajo 98% odpadnega bakra, kar zmanjša porabo primarnega materiala za 35%.
- Pridobivanje energije: Regenerativni pogoni v strojih CNC povrnejo 25% zavorne energije.
Okolju prijazne inovacije
- Nanopremazi: Izolacije, izboljšane z grafenom, izboljšajo toplotno prevodnost za 300%, hkrati pa prepolovijo porabo materiala.
- Olajšanje: Topološko optimizirane zasnove zmanjšajo maso aluminijastih vodnikov za 22%, ne da bi pri tem ogrozili zmogljivost.
Prihodnje smeri v tehnologiji zbiralnic MCB
Integracija pametne proizvodnje
- Digitalna dvojčka: Simulacije procesa v realnem času prilagodijo parametre obdelave z algoritmi AI/ML, kar izboljša stopnjo donosa na 99,8%.
- Dodajalna proizvodnja: Laserska fuzija v prašni plasti omogoča kompleksne notranje hladilne kanale, kar poveča gostoto toka za 40%.
Razvoj specifičnih aplikacij
- Sistemi za napajanje električnih vozil: Tekoče hlajene zbiralke z vgrajenimi temperaturnimi senzorji podpirajo 800V arhitekture pri 500A neprekinjeno.
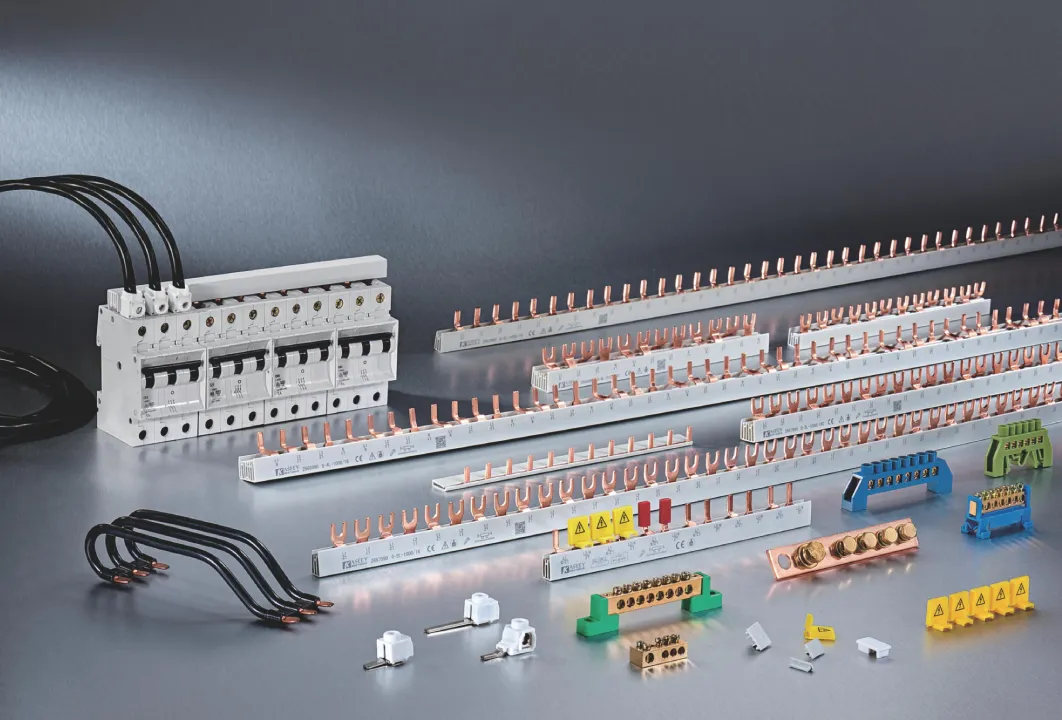
- Modularne zasnove: Medsebojno povezljive glavnik-vodila omogočajo rekonfiguracijo na terenu, kar skrajša čas namestitve za 60%.
Zaključek
Razvoj proizvodnje vodil MCB odraža širše trende na področju elektrifikacije in trajnostne industrije. Od bimetalnih kompozitov do proizvodnih linij, ki jih poganja umetna inteligenca, ta napredek omogoča, da zbiralke izpolnjujejo vse večje zahteve po energetski učinkovitosti (ohranjanje prevodnosti 99,5% več kot 20 let) in okoljski skladnosti. Ker se elektrifikacija v svetu pospešuje, bodo nadaljnje inovacije na področju znanosti o materialih in pametne proizvodnje zagotovile, da bodo zbiralke MCB postale ključne komponente v elektroenergetskih omrežjih naslednje generacije.
