
Produksjonen av samleskinner for miniatyrbrytere (MCB) er et sofistikert samspill mellom materialvitenskap, presisjonsteknikk og avansert automatisering. Disse ledende komponentene, som er avgjørende for effektiv strømdistribusjon i elektriske systemer, gjennomgår en omhyggelig orkestrert produksjonsprosess for å sikre pålitelighet, sikkerhet og ytelse. Denne rapporten oppsummerer de siste fremskrittene innen produksjon av MCB-samleskinner, og gir innsikt i industriell praksis, patentinnovasjoner og nye trender.
Valg og klargjøring av materialer
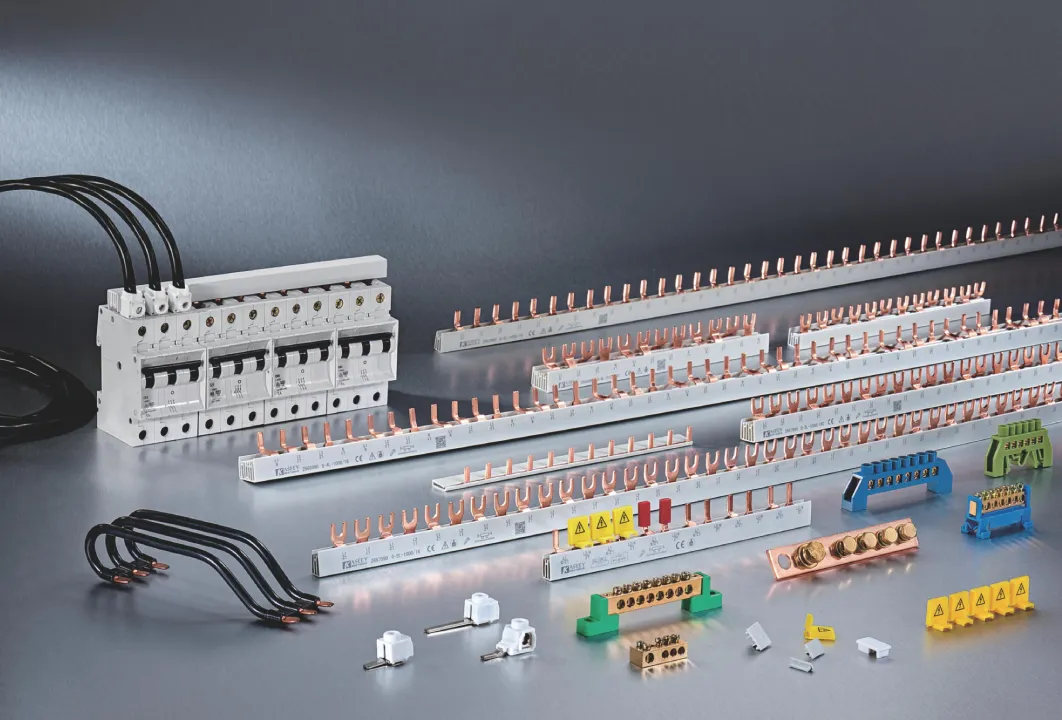
Kjernematerialer: Kobber vs. aluminium
Kobber er fortsatt det dominerende materialet for MCB-samleskinner på grunn av sin overlegne elektriske ledningsevne (ca. 58,0 × 10⁶ S/m) og termiske stabilitet. Den høye mekaniske styrken gjør det ideelt for applikasjoner med høy strømstyrke, spesielt i industrielle miljøer der strømtettheten overstiger 100 A/mm². Aluminium, som har 60% av kobberets ledningsevne, men bare 30% av kobberets vekt, er et kostnadseffektivt alternativ for lavspente boligsystemer. Nyere innovasjoner innen bimetallkompositter, for eksempel kobberbelagte aluminiumsskinner, kombinerer kobberets overflateledningsevne med aluminiumets lette kjerne, og oppnår en tetthet på 3,63 g/cm³ sammenlignet med rent kobbers 8,96 g/cm³.
Overflatebehandling og metallurgisk liming
Produksjonen av hybride samleskinner begynner med mekanisk børsting for å fjerne oksidlag fra både aluminiumstangen (kjernen) og kobberrøret (kledningen). Høyhastighets stålbørster roterer med 1200-1500 o/min for å skrubbe overflatene og sikre rene grensesnitt. Etterfølgende argongassrensing forhindrer oksidasjon under monteringen, der aluminiumkjernen settes inn i kobbermantelen under kontrollerte atmosfæriske forhold.
En kritisk fase innebærer oppvarming av kompositten til 600-660 °C i induksjonsovner, etterfulgt av hydraulisk trekking for å oppnå metallurgisk binding. Denne prosessen reduserer grenseflatens motstand til <0,5 µΩ-m², samtidig som kobbersjiktets tykkelse opprettholdes på 0,1-0,3 mm. Etter trekking gjennomgår bimetallet kaldvalsing i flertrinnsvalser for å oppnå de endelige dimensjonene, med toleranser på ±0,05 mm for tykkelse og ±0,1 mm for bredde.
Presise produksjonsprosesser
CNC-maskinering og automatisering
Moderne MCB-skinneproduksjon benytter CNC-systemer (Computer Numerical Control) som integrerer tre kjerneoperasjoner:
- Kutting: Servodrevne skjærpresser skjærer kobber-/aluminiumsmateriale med en nøyaktighet på ±0,1 mm og en hastighet på opptil 120 kutt/minutt.
- Stansing: Revolverstansere lager monteringshull og tilkoblingspunkter ved hjelp av hardmetallverktøy, og oppnår en posisjonsnøyaktighet på ±0,02 mm.
- Bøying: Programmerbare hydrauliske armer former komplekse geometrier med en bøyevinkelpresisjon på ±0,5°.
Ved å ta i bruk 3-i-1 CNC-maskiner reduseres oppsettstiden med 70% sammenlignet med diskrete systemer, mens IoT-aktiverte algoritmer for prediktivt vedlikehold reduserer nedetiden med 40%.
Isolasjon og belegg
Etter formingen overflatebehandles strømskinnene for å forbedre ytelsen:
- Galvanisering: Tinn- eller sølvbelegg (5-20 µm tykke) reduserer kontaktmotstanden til <10 µΩ og forhindrer samtidig oksidasjon.
- Isolasjon: PVC- eller epoksyinnkapsling via ekstruderingsbelegg påfører 0,5-1,2 mm isolerende lag med en dielektrisk styrke på 5000 V. Automatiserte synssystemer inspiserer beleggets ensartethet med 200 bilder/sekund, og avviser defekter >50 µm.
Kvalitetssikring og testing
Validering av elektrisk ytelse
Hver samleskinne gjennomgår grundige tester:
- Nåværende bæreevne: 24-timers belastningstester ved 125% merkestrøm (f.eks. 125A for C45-modeller) overvåker temperaturstigningen, og holder ΔT <50 °C.
- Kontaktmotstand: Kelvin-målinger med fire terminaler verifiserer motstand <50 µΩ for kobber og <85 µΩ for aluminiumsvarianter.
- Tåler kortslutning: 10 kA feilstrøm påført i 100 ms validerer termisk stabilitet uten deformasjon.
Mekanisk testing og miljøtesting
- Vibrasjonstesting: Sinussveip på 5-500 Hz simulerer 10 års driftsbelastning i henhold til IEC 61439-3.
- Motstandsdyktighet mot korrosjon: 1000-timers salttåketester (ASTM B117) sikrer <5% overflateforringelse.
Bærekraftig produksjonspraksis
Ressurseffektivitet
- Materialgjenvinning: Lukkede systemer gjenvinner 98% kobberskrap via induksjonssmelting, noe som reduserer bruken av jomfruelig materiale med 35%.
- Energigjenvinning: Regenerative drivverk i CNC-maskiner gjenvinner 25% bremseenergi.
Miljøvennlige innovasjoner
- Nano-belegg: Grafenforbedret isolasjon forbedrer varmeledningsevnen med 300%, samtidig som materialforbruket halveres.
- Lettvekting: Topologioptimaliserte konstruksjoner reduserer aluminiumsskinnemassen med 22% uten at det går på bekostning av strømstyrken.
Fremtidige retninger innen MCB samleskinne-teknologi
Integrering av smart produksjon
- Digitale tvillinger: Prosesssimuleringer i sanntid justerer maskineringsparametrene ved hjelp av AI/ML-algoritmer, noe som forbedrer utbyttet til 99,8%.
- Additiv produksjon: Laserpulversengsfusjon muliggjør komplekse interne kjølekanaler, noe som øker strømtettheten med 40%.
Applikasjonsspesifikke utviklinger
- EV Power Systems: Væskekjølte samleskinner med integrerte temperatursensorer støtter 800 V-arkitekturer ved 500 A kontinuerlig.
- Modulær design: Sammenkoblingsbare kombiskinner gjør det mulig å rekonfigurere på stedet, noe som reduserer installasjonstiden med 60%.
Konklusjon
Utviklingen innen produksjon av MCB-samleskinner gjenspeiler bredere trender innen elektrifisering og bærekraftig industri. Fra bimetallkompositter til AI-drevne produksjonslinjer gjør disse fremskrittene det mulig for samleskinner å oppfylle økende krav til energieffektivitet (med en ledningsevne på over 99,5% i mer enn 20 år) og miljømessig samsvar. Etter hvert som den globale elektrifiseringen akselererer, vil fortsatt innovasjon innen materialvitenskap og smart produksjon gjøre MCB samleskinner til sentrale komponenter i neste generasjons kraftnettverk.
