
Jawaban Langsung
Pengrimpingan memberikan keandalan yang lebih tinggi daripada penyolderan dalam aplikasi dengan getaran tinggi, siklus termal, dan lingkungan yang keras. Sementara penyolderan menciptakan ikatan metalurgi melalui fusi panas, pengrimpingan menghasilkan las dingin kedap gas melalui kompresi mekanis—menghilangkan zona yang terpengaruh panas, mencegah kerapuhan solder, dan mempertahankan fleksibilitas kabel pada titik-titik tegangan. Standar industri termasuk SAE/USCAR-21, IEC 60352-2, dan IPC/WHMA-A-620 mewajibkan koneksi yang dikrimp untuk aplikasi otomotif dan kedirgantaraan di mana masa pakai 15 tahun dalam kondisi ekstrem tidak dapat dinegosiasikan.
Hal-hal Penting yang Dapat Dipetik
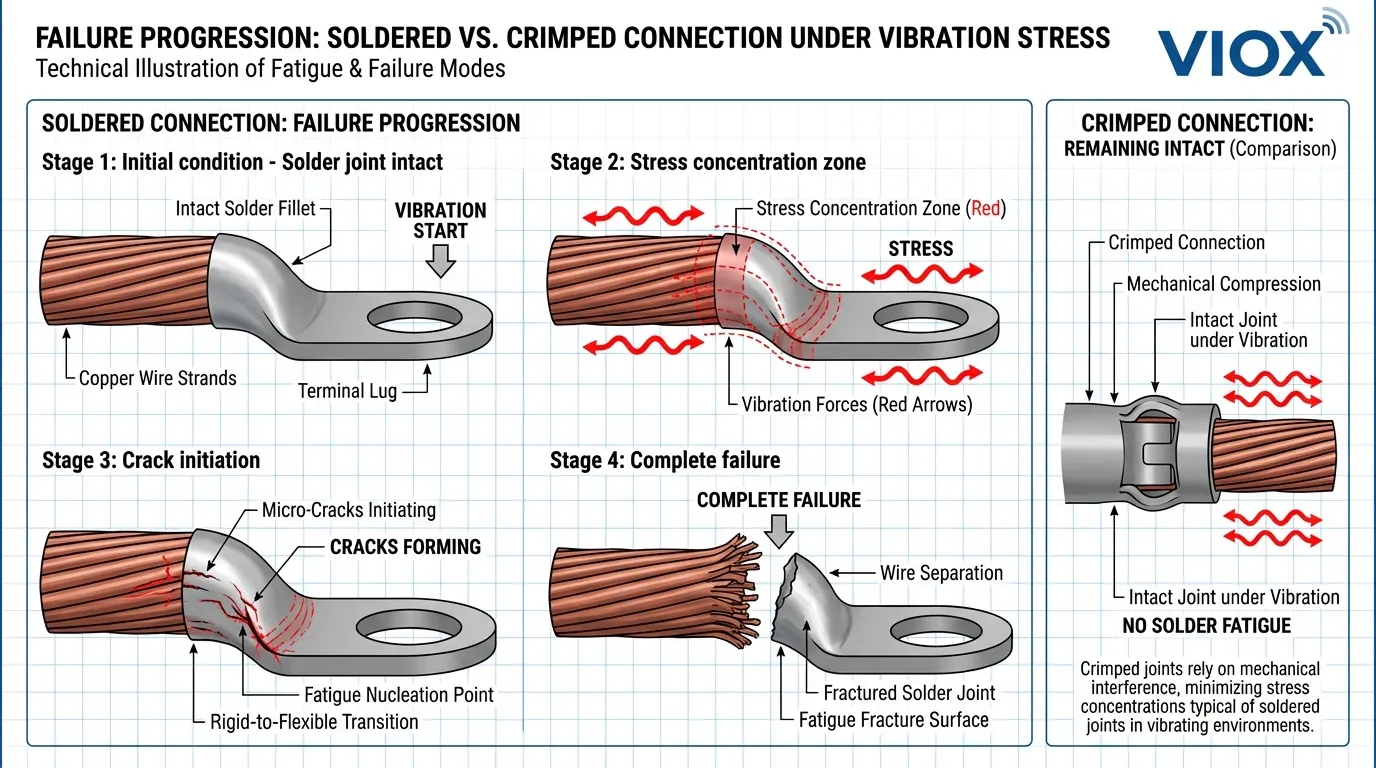
Memahami perbedaan mendasar antara pengrimpingan dan penyolderan sangat penting untuk keandalan sistem kelistrikan. Koneksi yang dikrimp memberikan kekuatan mekanis melalui deformasi plastik yang terkontrol, menciptakan segel kedap udara yang tahan terhadap masuknya kelembapan dan oksidasi. Tidak adanya panas menghilangkan tegangan termal pada isolasi kabel dan mencegah pembentukan senyawa intermetalik yang rapuh. Sebaliknya, sambungan solder memperkenalkan zona transisi yang kaku di mana kabel fleksibel bertemu dengan solder yang dipadatkan—titik kegagalan yang terkenal di bawah getaran. Standar otomotif dan industri modern sebagian besar telah meninggalkan penyolderan dan beralih ke pengrimpingan untuk rangkaian kabel produksi, mengakui bahwa terminal yang dikrimp dengan benar secara konsisten mengungguli sambungan solder dalam pengujian gaya tarik, ketahanan terhadap kejutan termal, dan daya tahan jangka panjang.
Mengapa Metode Koneksi Penting: Biaya Tersembunyi dari Kegagalan
Keandalan koneksi secara langsung menentukan kinerja tingkat sistem dalam rakitan listrik. Ketika rangkaian kabel berfungsi sebagai jalur transmisi energi dan sinyal, setiap kelemahan koneksi merambat menjadi kegagalan sistem yang dahsyat. Pilihan antara pengrimpingan dan penyolderan bukan hanya preferensi manufaktur—ini adalah keputusan rekayasa dengan konsekuensi terukur untuk masa pakai produk, biaya garansi, dan kepatuhan keselamatan.
Penyolderan telah mendominasi perakitan elektronik selama beberapa dekade, terutama dalam aplikasi papan sirkuit di mana komponen tetap diam. Namun, proses pengikatan termal yang sama yang berfungsi dengan baik untuk jalur PCB menjadi liabilitas dalam koneksi kabel-ke-terminal yang mengalami tegangan mekanis. Masalah mendasar terletak pada ilmu material: solder menciptakan zona intermetalik yang rapuh yang tidak dapat mengakomodasi gerakan diferensial antara terminal kaku dan konduktor fleksibel.
Sistem kelistrikan modern menuntut koneksi yang bertahan lebih dari 100.000 siklus termal, tahan terhadap frekuensi getaran melebihi 2000 Hz, dan mempertahankan resistansi kontak di bawah 1 miliohm sepanjang masa pakainya. Persyaratan ini telah mendorong OEM otomotif, produsen kedirgantaraan, dan pembuat peralatan industri menuju pengrimpingan sebagai metode terminasi utama. Memahami mengapa pengrimpingan mengungguli penyolderan membutuhkan pemeriksaan fisika dari setiap jenis koneksi dan perilakunya dalam kondisi tegangan dunia nyata.

Pengrimpingan vs. Penyolderan: Perbandingan Teknis
Karakteristik mekanis dan listrik dari koneksi yang dikrimp versus disolder mengungkapkan mengapa standar industri lebih memilih pengrimpingan untuk aplikasi yang menuntut. Perbandingan berikut memeriksa parameter kinerja kritis yang secara langsung memengaruhi keandalan koneksi dan masa pakai.
| Faktor Kinerja | Pengrimpingan (Tanpa Solder) | Penyolderan |
|---|---|---|
| Mekanisme Koneksi | Kompresi mekanis menciptakan las dingin kedap gas | Ikatan metalurgi melalui fusi termal |
| Suhu Proses | Suhu ruangan (tidak ada panas yang diterapkan) | 183-450°C tergantung pada paduan solder |
| Zona yang Terpengaruh Panas | Tidak ada—isolasi tetap utuh | Risiko kerusakan termal pada isolasi kabel dan komponen yang berdekatan |
| Resistensi Getaran | Fleksibilitas Kabel | Sangat baik—mempertahankan fleksibilitas pada titik-titik tegangan |
| Performa Bersepeda Termal | Buruk—solder kaku menciptakan konsentrasi tegangan dan retakan kelelahan | Ketahanan Siklus Termal |
| Resistensi Kontak | Unggul—mengakomodasi ekspansi diferensial | Menurun—rekristalisasi solder dan pertumbuhan intermetalik |
| Resistansi Kontak | 0,5-1,0 miliohm (stabil dari waktu ke waktu) | Awalnya rendah tetapi meningkat dengan oksidasi dan penuaan termal |
| Tahan terhadap kelembapan | Retensi Gaya Tarik | Mempertahankan 90% + kekuatan tarik kabel |
| Melemah seiring waktu karena creep solder dan pengerasan kerja | Perlindungan Korosi | Segel kedap gas mencegah oksidasi |
| Residu fluks menarik kelembapan; aksi kapiler antara untaian | Pengulangan Proses | Sangat konsisten dengan perkakas yang tepat dan kontrol kualitas |
| Variabel—tergantung pada keterampilan operator, kontrol suhu, waktu tinggal | Metode Inspeksi | Pemeriksaan visual dan pengukuran dimensi (tinggi/lebar krimp) |
| Visual saja—rongga internal dan sambungan dingin tidak terlihat | Kemampuan Pengerjaan Ulang | Penggantian terminal diperlukan |
| Dapat disolder ulang (dengan risiko degradasi) | Persetujuan Otomotif/Kedirgantaraan | Diwajibkan oleh SAE/USCAR-21, AS7928, IEC 60947-4-1 |
| Dilarang untuk rangkaian kabel produksi per IPC/WHMA-A-620 | Investasi Peralatan; <1 second (automated) | Sedang—membutuhkan alat dan cetakan pengrimping yang dikalibrasi |
| Dampak Lingkungan | Rendah—solder iron dasar cukup untuk pekerjaan skala kecil | Waktu Siklus (per koneksi) |
2-5 detik (manual);
10-30 detik termasuk pemanasan, pendinginan, inspeksi.
Pertimbangan Lingkungan.
Tidak ada asap, fluks, atau paparan timbal.
Fisika Koneksi yang Dikrimp: Mengapa Las Dingin Bekerja
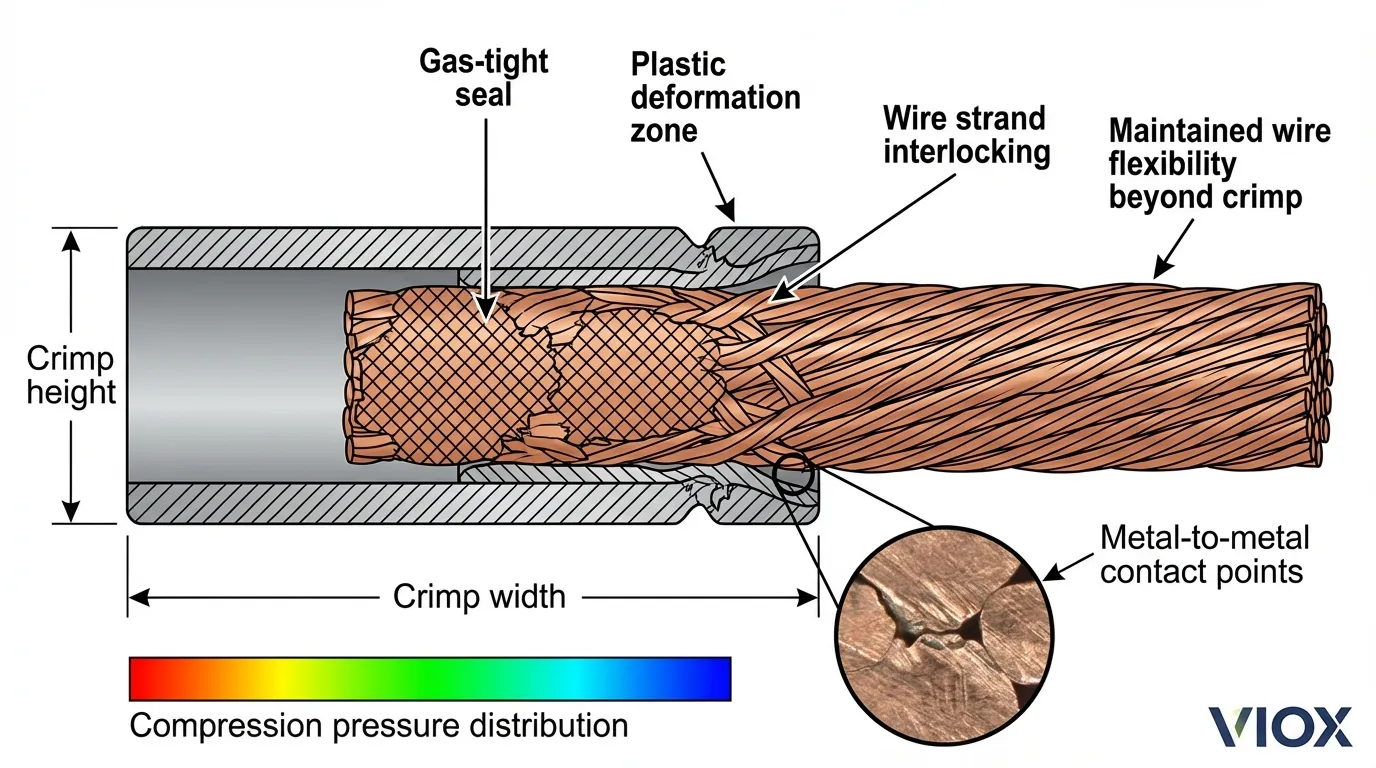
Pengrimpingan mencapai kontinuitas listrik melalui deformasi plastik yang terkontrol daripada pengikatan termal. Ketika cetakan pengrimping menekan barrel terminal di sekitar konduktor kabel, tiga proses fisik yang berbeda terjadi secara bersamaan: saling mengunci mekanis untaian kabel di dalam rongga terminal, deformasi elastis dari material terminal dan konduktor tembaga yang menciptakan gaya pegas balik, dan pembentukan titik kontak logam-ke-logam di mana lapisan oksida pecah di bawah tekanan kompresi.
Koneksi yang dihasilkan menunjukkan karakteristik las dingin—proses pengikatan keadaan padat di mana tekanan yang cukup menyebabkan adhesi tingkat atom antara permukaan logam yang bersih. Tidak seperti pengelasan fusi atau penyolderan, las dingin tidak memerlukan input panas dan tidak menghasilkan senyawa intermetalik atau zona yang terpengaruh panas. Kepatuhan barrel terminal memungkinkan koneksi untuk mengakomodasi perbedaan ekspansi termal antara kabel dan terminal sambil mempertahankan tekanan kontak konstan.
Penting untuk keberhasilan pengrimpingan adalah mencapai rasio kompresi yang benar—hubungan antara tinggi terkompresi akhir barrel terminal dan luas penampang konduktor kabel. Standar industri menetapkan rasio kompresi antara 15-20% untuk aplikasi otomotif, dengan toleransi yang lebih ketat diperlukan untuk spesifikasi kedirgantaraan dan militer. Pengrimpingan yang kurang menghasilkan tekanan kontak yang tidak mencukupi dan resistansi yang tinggi; pengrimpingan yang berlebihan menyebabkan kerusakan untaian kabel dan mengurangi kekuatan tarik. Alat pengrimping modern menggabungkan pemantauan gaya dan verifikasi tinggi krimp untuk memastikan setiap koneksi memenuhi spesifikasi.
Gambar 2: Diagram potongan teknis yang menggambarkan struktur internal dan zona kompresi dari koneksi terminal listrik yang dikrimp dengan benar.
Standar Industri: Mengapa Regulasi Mewajibkan Crimping
Industri otomotif dan dirgantara beroperasi di bawah standar kualitas yang ketat yang secara eksplisit melarang penyolderan untuk terminasi harness kabel produksi. Spesifikasi SAE/USCAR-21—dikembangkan bersama oleh produsen otomotif utama termasuk Ford, GM, Stellantis, dan mitra internasional—mendefinisikan persyaratan kinerja untuk terminal listrik yang di-crimp dalam aplikasi otomotif. Standar ini mewajibkan agar koneksi yang di-crimp bertahan selama 15 tahun atau 150.000 mil masa pakai di bawah kondisi termasuk siklus termal dari -40°C hingga +125°C, pengujian getaran pada beberapa pita frekuensi, dan paparan cairan otomotif, semprotan garam, dan kelembapan.
Standar IPC/WHMA-A-620, yang mengatur persyaratan perakitan kabel dan harness kabel, secara eksplisit menyatakan dalam Bagian 9.3 bahwa “penyolderan terminal gaya crimp tidak dapat diterima” karena menutupi crimp yang buruk dan menimbulkan tegangan termal. Larangan ini mencerminkan data kegagalan lapangan selama beberapa dekade yang menunjukkan bahwa crimp yang disolder berkinerja lebih buruk daripada crimp mekanis yang dieksekusi dengan benar saja. Standar ini memerlukan kriteria inspeksi visual, verifikasi dimensi tinggi dan lebar crimp, dan pengujian gaya tarik untuk memvalidasi integritas koneksi.
Aplikasi dirgantara mengikuti persyaratan yang bahkan lebih ketat di bawah AS7928 (sebelumnya MIL-T-7928), yang menetapkan crimping kabel dan kawat untuk sistem kelistrikan pesawat terbang. Spesifikasi ini mengakui bahwa kegagalan koneksi dalam sistem penting penerbangan membawa konsekuensi yang sangat buruk, membuat keandalan tidak dapat dinegosiasikan. Alat crimping yang digunakan dalam aplikasi dirgantara harus dikalibrasi setiap tahun, dan setiap koneksi yang di-crimp menjalani inspeksi terdokumentasi dengan ketertelusuran ke alat, operator, dan batch terminal tertentu yang digunakan.
Kontrol Kualitas Crimp: Parameter Kritis
Mencapai koneksi yang di-crimp yang andal membutuhkan kontrol yang tepat dari tiga variabel yang saling bergantung: tinggi crimp, lebar crimp, dan rasio pemadatan kawat. Tinggi crimp—diukur pada dimensi terkompresi barrel terminal tegak lurus terhadap sumbu kawat—secara langsung menentukan tekanan kontak dan kekuatan tarik. Spesifikasi biasanya mendefinisikan toleransi tinggi crimp dalam ±0,05mm untuk terminal otomotif, dengan toleransi yang lebih ketat diperlukan untuk ukuran kawat yang lebih kecil dan aplikasi kritis.
Pengukuran lebar crimp memverifikasi bahwa sayap terminal telah terlipat dengan benar di sekitar kawat tanpa deformasi atau keretakan yang berlebihan. Spesifikasi lebar bervariasi berdasarkan desain terminal tetapi umumnya mengharuskan barrel yang di-crimp mempertahankan integritas struktural tanpa celah atau fraktur yang dapat membahayakan segel kedap gas. Inspeksi visual di bawah pembesaran (10-30x) mengungkapkan cacat permukaan termasuk kompresi yang tidak lengkap, keretakan terminal, atau tonjolan untaian kawat.
Metrik kualitas yang paling penting adalah pengujian gaya tarik—pengujian destruktif yang mengukur gaya yang diperlukan untuk memisahkan terminal dari kawat. Standar menetapkan gaya tarik minimum berdasarkan ukuran kawat, dengan nilai mulai dari 15 Newton untuk kawat 24 AWG hingga 400+ Newton untuk konduktor 10 AWG. Crimp yang tepat biasanya mencapai 90-95% dari kekuatan tarik terukur kawat, yang berarti kawat itu sendiri putus sebelum crimp tertarik keluar. Pengujian tarik harus dilakukan pada laju yang terkontrol (50-250 mm/menit per USCAR-21) untuk memastikan hasil yang konsisten.
Metode pengendalian proses statistik (SPC) melacak tren kualitas crimp di seluruh proses produksi, mengidentifikasi keausan alat, ketidaksejajaran die, atau variasi teknik operator sebelum menghasilkan koneksi di luar spesifikasi. Sistem crimping otomatis modern menggabungkan pemantauan gaya in-line yang mengukur gaya crimping aktual dan menandai setiap koneksi di luar parameter yang dapat diterima untuk pengerjaan ulang segera.

Panduan Aplikasi: Kapan Menggunakan Setiap Metode
Terlepas dari keunggulan crimping untuk harness produksi dan aplikasi dengan keandalan tinggi, penyolderan tetap sesuai untuk kasus penggunaan tertentu. Perakitan papan sirkuit, khususnya untuk komponen through-hole dan pengerjaan ulang surface-mount, mendapat manfaat dari kemampuan penyolderan untuk membuat koneksi permanen pada substrat kaku di mana tekanan getaran minimal. Pengembangan prototipe dan pengujian laboratorium sering menggunakan koneksi yang disolder karena kemudahan modifikasi dan persyaratan perkakas yang minimal.
Crimping menjadi wajib dalam harness kabel otomotif, sistem kelistrikan dirgantara, panel kontrol industri, dan aplikasi apa pun di mana koneksi mengalami getaran, siklus termal, atau paparan lingkungan yang keras. Investasi dalam alat crimping yang tepat—mulai dari Rp3.000.000 untuk crimper ratchet manual hingga Rp750.000.000+ untuk mesin crimping otomatis—memberikan keuntungan melalui pengurangan klaim garansi, peningkatan keandalan sistem, dan kepatuhan terhadap standar industri. Untuk informasi terkait tentang memilih perlindungan sirkuit yang sesuai untuk koneksi yang di-crimp, lihat panduan kami tentang pemilihan pemutus sirkuit untuk panel industri.
Aplikasi kelautan dan luar ruangan khususnya mendapat manfaat dari ketahanan kelembapan crimping. Segel kedap gas yang dibuat oleh kompresi yang tepat mencegah masuknya air dan korosi elektrokimia yang dihasilkan yang dengan cepat menurunkan kualitas koneksi yang disolder di lingkungan yang lembap atau semprotan garam. Ketika dikombinasikan dengan tubing heat-shrink atau boot penyegelan lingkungan, terminal yang di-crimp mencapai tingkat perlindungan IP67/IP68 yang cocok untuk aplikasi submersible.
Aplikasi arus tinggi (>10 ampere) secara universal memerlukan koneksi yang di-crimp karena kapasitas pembawa arus yang unggul dan resistansi kontak yang lebih rendah. Beberapa titik kontak yang dibuat oleh untaian kawat yang dikompresi mendistribusikan aliran arus lebih efektif daripada sambungan solder, mengurangi pemanasan lokal dan meningkatkan stabilitas jangka panjang. Untuk panduan tentang ukuran kawat yang tepat dan perhitungan kapasitas arus, lihat panduan ukuran kabel kami.
Keunggulan VIOX: Solusi Crimping Presisi
VIOX Electric специализируется на производстве высоконадежных электрических компонентов, предназначенных для требовательных промышленных, автомобильных и возобновляемых источников энергии. Portofolio produk kami mencakup terminal tembaga yang dikerjakan dengan presisi, harness kabel kelas otomotif, dan rakitan listrik khusus yang memenuhi atau melampaui standar kualitas internasional termasuk spesifikasi UL, IEC, dan OEM otomotif.
Tim teknik kami memberikan dukungan komprehensif untuk optimasi desain koneksi, termasuk pemilihan terminal, spesifikasi alat crimping, dan pengembangan protokol kontrol kualitas. Kami memelihara kemampuan pengujian internal untuk validasi gaya tarik, siklus termal, pengujian getaran, dan simulasi paparan lingkungan—memastikan setiap produk memberikan keandalan terdokumentasi dalam kondisi operasi dunia nyata.
Untuk aplikasi yang memerlukan desain terminal khusus, ukuran kawat non-standar, atau penyegelan lingkungan khusus, VIOX menawarkan prototipe cepat dan kemampuan produksi batch kecil. Sistem manajemen kualitas kami memelihara ketertelusuran penuh dari sertifikasi bahan baku hingga inspeksi akhir, memberikan dokumentasi yang diperlukan untuk aplikasi dirgantara, medis, dan keselamatan-kritis. Pelajari lebih lanjut tentang solusi blok terminal kami dan opsi konektor industri.

Pertanyaan yang Sering Diajukan
T: Bisakah saya menyolder kawat setelah di-crimp untuk kekuatan ekstra?
J: Tidak—praktik ini secara eksplisit dilarang oleh IPC/WHMA-A-620 dan standar otomotif. Penyolderan setelah crimping tidak memberikan manfaat kekuatan karena crimp telah menetapkan kontak maksimum. Solder tambahan sebenarnya menurunkan kinerja dengan menimbulkan tegangan termal, menutupi crimp yang buruk selama inspeksi, dan menciptakan zona rapuh. Jika crimp dieksekusi dengan benar, solder tidak menambahkan apa pun; jika crimp cacat, solder menyembunyikan masalah sampai kegagalan lapangan terjadi.
T: Bagaimana saya tahu jika alat crimping saya menghasilkan koneksi yang baik?
J: Lakukan pengujian gaya tarik secara teratur pada koneksi sampel dan ukur tinggi crimp dengan mikrometer. Bandingkan hasil dengan spesifikasi pabrikan terminal. Inspeksi visual harus mengungkapkan penutupan barrel yang lengkap, tidak ada tonjolan untaian kawat, tidak ada keretakan terminal, dan keterlibatan crimp isolasi yang tepat. Jika Anda kekurangan peralatan pengujian, analisis penampang (memotong crimp dan memeriksa di bawah pembesaran) mengungkapkan kualitas pemadatan kawat internal. Untuk lebih lanjut tentang prosedur pengujian listrik, konsultasikan panduan pengujian kami.
T: Ukuran kawat apa yang dapat di-crimp versus disolder?
J: Crimping mengakomodasi ukuran kawat dari 30 AWG (0,05mm²) hingga 4/0 AWG (107mm²) dan lebih besar dengan terminal dan perkakas yang sesuai. Penyolderan menjadi semakin sulit dan tidak dapat diandalkan di atas 12 AWG karena tantangan disipasi panas dan zona kaku besar yang dibuat. Untuk aplikasi arus tinggi, koneksi yang di-crimp dengan pengencang mekanis (lug yang dibaut) adalah praktik standar.
T: Apakah koneksi yang di-crimp cocok untuk lingkungan getaran tinggi seperti otomotif atau dirgantara?
J: Ya—koneksi yang di-crimp secara khusus dirancang untuk aplikasi getaran tinggi dan diwajibkan oleh standar otomotif (USCAR-21) dan dirgantara (AS7928) justru karena mereka mengungguli koneksi yang disolder di bawah tekanan getaran. Fleksibilitas yang dipertahankan pada transisi crimp-ke-kawat mencegah kegagalan kelelahan yang mengganggu sambungan yang disolder. Untuk informasi terkait tentang perlindungan sirkuit tahan getaran, lihat panduan pemilihan pemutus kami.
T: Berapa lama koneksi yang di-crimp bertahan dibandingkan dengan koneksi yang disolder?
J: Koneksi yang di-crimp yang dieksekusi dengan benar dalam aplikasi otomotif dirancang untuk masa pakai 15+ tahun (per persyaratan pengujian USCAR-21) termasuk paparan siklus termal, getaran, kelembapan, dan paparan bahan kimia. Koneksi yang disolder di lingkungan serupa biasanya mulai menunjukkan degradasi dalam 5-7 tahun. Di lingkungan yang jinak (terkendali iklim, tanpa getaran), kedua metode dapat bertahan selama beberapa dekade, meskipun crimping masih menawarkan stabilitas resistansi kontak jangka panjang yang unggul.
T: Apa perbedaan antara terminal crimp terisolasi dan tidak terisolasi?
J: Terminal terisolasi mencakup selongsong plastik yang memberikan peredaan regangan dan isolasi listrik, cocok untuk aplikasi pengkabelan umum. Terminal tidak terisolasi (telanjang) menawarkan kapasitas arus yang lebih tinggi dan lebih disukai untuk koneksi ampere tinggi atau ketika tubing heat-shrink khusus akan diterapkan. Persyaratan kualitas crimp identik; pilihannya tergantung pada persyaratan aplikasi dan apakah penyegelan lingkungan tambahan diperlukan. Untuk panduan pemilihan terminal, tinjau panduan perbandingan blok terminal kami.
Kesimpulan: Keandalan Rekayasa Melalui Desain Koneksi yang Tepat
Perdebatan antara crimping dan penyolderan pada akhirnya bermuara pada persyaratan aplikasi dan prioritas kinerja. Untuk harness kawat produksi, sistem otomotif, aplikasi dirgantara, dan lingkungan apa pun yang melibatkan getaran, siklus termal, atau paparan yang keras, crimping memberikan keandalan yang terbukti unggul yang didukung oleh data lapangan selama beberapa dekade dan dikodifikasikan dalam standar internasional. Investasi awal dalam alat dan pelatihan crimping yang tepat memberikan keuntungan langsung melalui pengurangan tingkat kegagalan, kontrol kualitas yang disederhanakan, dan kepatuhan terhadap persyaratan industri.
Penyolderan mempertahankan tempatnya dalam perakitan elektronik untuk koneksi papan sirkuit dan aplikasi di mana tekanan mekanis minimal. Namun, gagasan bahwa koneksi kawat-ke-terminal yang disolder menawarkan keandalan yang unggul telah dibantah secara menyeluruh oleh pengujian laboratorium dan analisis kegagalan lapangan. Desain sistem kelistrikan modern mengakui bahwa integritas koneksi menentukan keandalan sistem secara keseluruhan—menjadikan pilihan metode terminasi sebagai keputusan rekayasa yang kritis daripada masalah preferensi pribadi atau tradisi.
VIOX Electric siap mendukung persyaratan desain koneksi Anda dengan terminal yang diproduksi dengan presisi, solusi crimping khusus, dan keahlian teknik yang didukung oleh pengujian komprehensif dan jaminan kualitas. Apakah Anda sedang mendesain harness otomotif, sistem kontrol industri, atau instalasi energi terbarukan, teknologi koneksi yang tepat memastikan produk Anda memberikan keandalan yang dituntut pelanggan Anda. Hubungi tim teknik kami untuk membahas persyaratan aplikasi spesifik Anda dan temukan bagaimana solusi crimping VIOX dapat menghilangkan kegagalan terkait koneksi dalam sistem kelistrikan Anda.
Untuk sumber daya teknis tambahan tentang desain sistem kelistrikan dan pemilihan komponen, jelajahi panduan komprehensif kami tentang perlindungan sirkuit, perhitungan ukuran kawatdan desain panel industri.
