
Közvetlen válasz
A krimpelés nagyobb megbízhatóságot biztosít, mint a forrasztás magas vibráció, termikus ciklusok és zord környezeti alkalmazások esetén. Míg a forrasztás hőfúzióval hoz létre metallurgiai kötést, a krimpelés gáztömör hideghegesztést hoz létre mechanikai összenyomással – kiküszöbölve a hő által érintett zónákat, megakadályozva a forrasztás ridegedését és megőrizve a vezeték rugalmasságát a feszültségpontokon. Az ipari szabványok, beleértve a SAE/USCAR-21, IEC 60352-2 és IPC/WHMA-A-620 szabványokat, előírják a krimpeléssel készült csatlakozásokat az autóipari és repülőgépipari alkalmazásokhoz, ahol a 15 éves élettartam extrém körülmények között nem alku tárgya.
A legfontosabb tudnivalók
A krimpelés és a forrasztás közötti alapvető különbségek megértése kritikus fontosságú az elektromos rendszerek megbízhatósága szempontjából. A krimpeléssel készült csatlakozások mechanikai szilárdságot biztosítanak a szabályozott plasztikus alakváltozás révén, légmentesen záró tömítéseket hozva létre, amelyek ellenállnak a nedvesség behatolásának és az oxidációnak. A hő hiánya kiküszöböli a vezeték szigetelésének termikus igénybevételét és megakadályozza a rideg intermetallikus vegyületek képződését. Ezzel szemben a forrasztott kötések merev átmeneti zónát hoznak létre, ahol a rugalmas vezeték találkozik a megszilárdult forrasztással – ez egy hírhedt meghibásodási pont vibráció esetén. A modern autóipari és ipari szabványok nagyrészt elhagyták a forrasztást a krimpelés javára a gyártási kábelkötegek esetében, felismerve, hogy a megfelelően krimpeléssel készült kapcsok következetesen felülmúlják a forrasztott kötéseket a húzóerő-tesztelés, a hő sokkállóság és a hosszú távú tartósság tekintetében.
Miért számít a csatlakozási módszer: A meghibásodás rejtett költsége
A csatlakozás megbízhatósága közvetlenül meghatározza a rendszer szintű teljesítményt az elektromos szerelvényekben. Ha egy kábelköteg az energia- és jelátviteli útvonalként szolgál, bármilyen csatlakozási gyengeség katasztrofális rendszerhibához vezet. A krimpelés és a forrasztás közötti választás nem csupán gyártási preferencia – ez egy mérnöki döntés, amely mérhető következményekkel jár a termék élettartamára, a garanciális költségekre és a biztonsági megfelelőségre nézve.
A forrasztás évtizedek óta uralja az elektronikai szerelést, különösen az áramköri lapok alkalmazásaiban, ahol az alkatrészek rögzítve maradnak. Azonban ugyanaz a termikus kötési eljárás, amely jól működik a PCB nyomvonalaknál, hátrányossá válik a mechanikai igénybevételnek kitett vezeték-kapocs csatlakozásoknál. Az alapvető probléma az anyagtudományban rejlik: a forrasztás rideg intermetallikus zónát hoz létre, amely nem képes alkalmazkodni a merev kapcsok és a rugalmas vezetők közötti eltérő mozgáshoz.
A modern elektromos rendszerek olyan csatlakozásokat igényelnek, amelyek több mint 100 000 termikus ciklust kibírnak, ellenállnak a 2000 Hz-et meghaladó vibrációs frekvenciáknak, és a teljes élettartamuk alatt 1 milliohm alatt tartják az érintkezési ellenállást. Ezek a követelmények az autóipari OEM-eket, a repülőgépgyártókat és az ipari berendezések gyártóit a krimpelés felé terelték, mint elsődleges lezárási módszert. Annak megértése, hogy a krimpelés miért teljesít jobban, mint a forrasztás, megköveteli az egyes csatlakozástípusok fizikájának és azok valós körülmények közötti viselkedésének vizsgálatát.

Krimpelés vs. Forrasztás: Műszaki összehasonlítás
A krimpeléssel készült és a forrasztott csatlakozások mechanikai és elektromos jellemzői feltárják, hogy az ipari szabványok miért részesítik előnyben a krimpelést a nagy igénybevételű alkalmazásokhoz. A következő összehasonlítás a kritikus teljesítményparamétereket vizsgálja, amelyek közvetlenül befolyásolják a csatlakozás megbízhatóságát és élettartamát.
| Teljesítménytényező | Krimpelés (forrasztás nélkül) | Forrasztás |
|---|---|---|
| Csatlakozási mechanizmus | Mechanikai összenyomás, amely gáztömör hideghegesztést hoz létre | Metallurgiai kötés termikus fúzióval |
| Folyamat hőmérséklete | Környezeti (nincs hő alkalmazva) | 183-450°C a forrasztóötvözettől függően |
| Hő által érintett zóna | Nincs – a szigetelés ép marad | A vezeték szigetelésének és a szomszédos alkatrészeknek a termikus károsodásának kockázata |
| Rezgésállóság | Kiváló – megőrzi a rugalmasságot a feszültségpontokon | Gyenge – a merev forrasztás feszültségkoncentrációt és fáradási repedéseket okoz |
| Termikus ciklikus teljesítmény | Kiváló – alkalmazkodik a differenciális táguláshoz | Leromlott – a forrasztás átkristályosodása és az intermetallikus növekedés |
| Érintkezési ellenállás | 0,5-1,0 milliohm (idővel stabil) | Kezdetben alacsony, de oxidációval és termikus öregedéssel növekszik |
| Húzóerő megtartása | Megőrzi a vezeték szakítószilárdságának 90%-át | Idővel gyengül a forrasztás kúszása és a hidegalakítás miatt |
| Nedvesség ellenállás | A gáztömör tömítés megakadályozza az oxidációt | A folyasztószer maradványai vonzzák a nedvességet; kapilláris hatás a szálak között |
| Folyamat megismételhetősége | Nagyon következetes a megfelelő szerszámokkal és minőségellenőrzéssel | Változó – függ a kezelő képességétől, a hőmérséklet-szabályozástól, a tartózkodási időtől |
| Ellenőrzési módszer | Vizuális vizsgálat és méretmérés (krimpelési magasság/szélesség) | Csak vizuális – a belső üregek és a hideg kötések láthatatlanok |
| Javítási képesség | Kapocs csere szükséges | Újra forrasztható (leromlási kockázattal) |
| Autóipari/Repülőgépipari jóváhagyás | Kötelező a SAE/USCAR-21, AS7928, IEC 60947-4-1 szabványok szerint | Tilos a gyártási kábelkötegekhez az IPC/WHMA-A-620 szerint |
| Berendezés beruházás | Mérsékelt – kalibrált krimpelő szerszámokat és matricákat igényel | Alacsony – kisüzemi munkákhoz elegendő egy alap forrasztópáka |
| Ciklusidő (csatlakozásonként) | 2-5 másodperc (kézi); <1 second (automated) | 10-30 másodperc, beleértve a fűtést, hűtést, ellenőrzést |
| Környezeti hatás | Nincs füst, folyasztószer vagy ólom expozíció | Füstelszívást igényel; az ólommentes forrasztó alternatívák nehezebbek |
A krimpeléssel készült csatlakozások fizikája: Miért működik a hideghegesztés
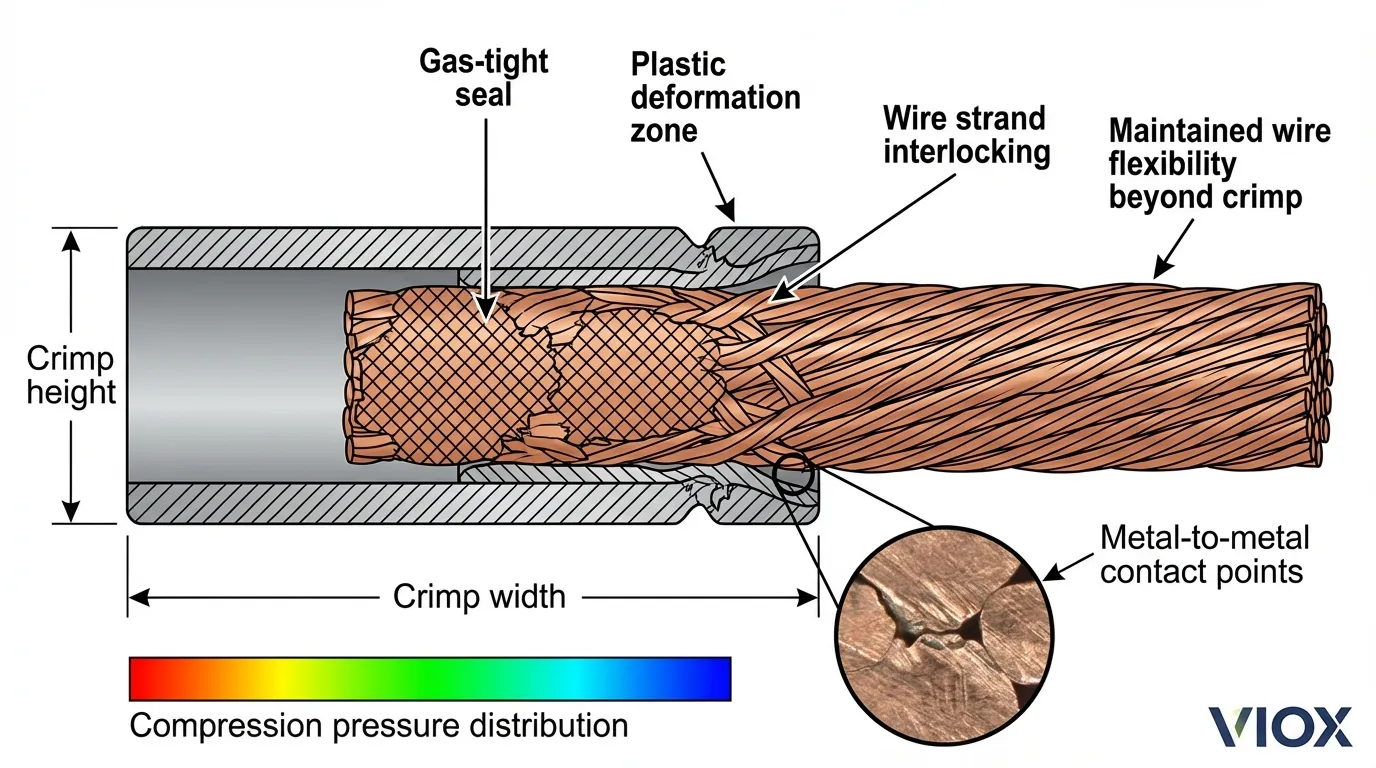
A krimpelés elektromos folytonosságot ér el szabályozott plasztikus alakváltozással, nem pedig termikus kötéssel. Amikor egy krimpelő szerszám összenyom egy kapocstestet egy vezeték körül, három különböző fizikai folyamat zajlik egyidejűleg: a vezeték szálainak mechanikai reteszelése a kapocs üregében, a kapocs anyagának és a rézvezetőknek a rugalmas alakváltozása, amely rugóerőt hoz létre, és fém-fém érintkezési pontok képződése, ahol az oxidrétegek a nyomás alatt eltörnek.
A kapott csatlakozás a hideghegesztés jellemzőit mutatja – egy szilárdtest kötési eljárás, ahol a megfelelő nyomás atomi szintű adhéziót okoz a tiszta fémfelületek között. A fúziós hegesztéssel vagy forrasztással ellentétben a hideghegesztés nem igényel hőbevitelt, és nem termel intermetallikus vegyületeket vagy hő által érintett zónákat. A kapocstest rugalmassága lehetővé teszi, hogy a csatlakozás alkalmazkodjon a vezeték és a kapocs közötti termikus tágulási különbségekhez, miközben állandó érintkezési nyomást tart fenn.
A krimpelés sikerének kulcsa a megfelelő összenyomási arány elérése – a kapocstest végső összenyomott magassága és a vezeték keresztmetszeti területe közötti kapcsolat. Az ipari szabványok 15-20%-os összenyomási arányt írnak elő az autóipari alkalmazásokhoz, a repülőgépipari és katonai specifikációkhoz szigorúbb tűrések szükségesek. Az alulkrimpelés elégtelen érintkezési nyomást és magas ellenállást eredményez; a túlkrimpelés a vezeték szálainak törését és a húzószilárdság csökkenését okozza. A modern krimpelő szerszámok erőfigyelést és krimpelési magasság ellenőrzést tartalmaznak annak biztosítására, hogy minden csatlakozás megfeleljen a specifikációnak.
Miért hibásodnak meg a forrasztott csatlakozások terhelés alatt
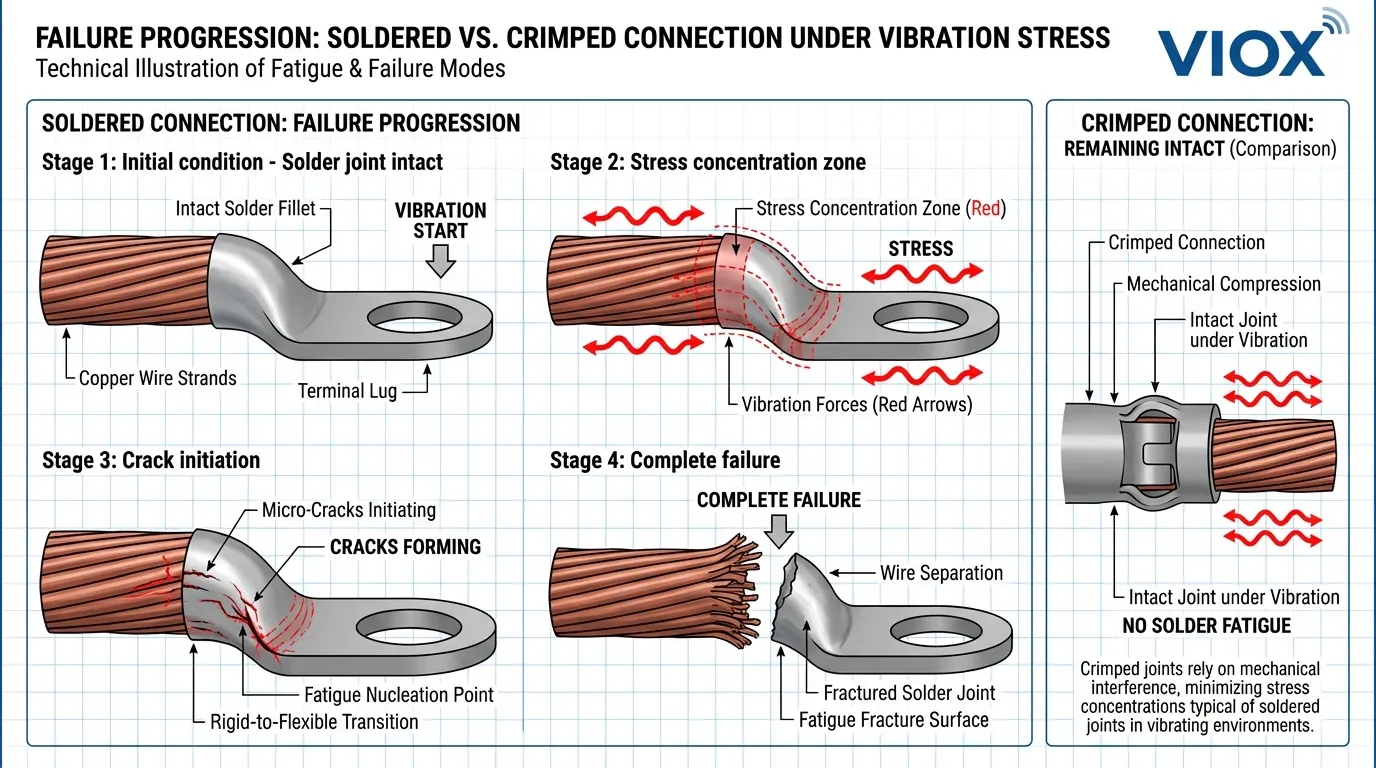
A forrasztott vezetékcsatlakozások alapvető gyengesége a rugalmas rézvezetők és a merev forrasztóötvözetek közötti anyagtulajdonságok eltéréséből adódik. A forrasztás – akár a hagyományos ón-ólom (Sn60/Pb40), akár a modern ólommentes összetételek (SAC305, Sn96.5/Ag3.0/Cu0.5) – korlátozott hajlékonyságú kristályos szerkezetbe szilárdul. Amikor egy forrasztott vezeték vibrációt vagy hajlítást tapasztal, a feszültség pontosan a forrasztási ponton koncentrálódik, ahol a merev fém találkozik a rugalmas sodrott vezetékkel.
Ez a feszültségkoncentráció fáradási repedéseket indít el, amelyek minden vibrációs ciklussal végighaladnak a forrasztási kötésen. A meghibásodott forrasztási kötések metallurgiai elemzése következetesen feltárja a repedés keletkezését a forrasztás-vezeték határfelületen, amely a forrasztási mátrixon keresztül halad, amíg a teljes szétválás meg nem történik. A meghibásodási mód előre jelezhető és jól dokumentált az autóipari és repülőgépipari meghibásodási elemzési jelentésekben.
A termikus ciklusok több mechanizmus révén felgyorsítják a forrasztási kötések leromlását. A rézhuzal (16,5 ppm/°C), a forrasztóötvözet (22-25 ppm/°C) és a kapocsanyagok közötti differenciális termikus tágulás nyírófeszültséget hoz létre a határfelületeken. Az ismételt fűtési és hűtési ciklusok elősegítik a forrasztás átkristályosodását – egy metallurgiai folyamatot, amelyben a szemcsehatárok átrendeződnek, növelve a ridegséget és csökkentve a fáradási ellenállást. Az ólommentes forrasztások különösen gyenge termikus ciklusállóságot mutatnak a hagyományos ón-ólom ötvözetekhez képest, egyes SAC ötvözetek a fáradási élettartam 50%-os csökkenését mutatják a gyorsított tesztelés során.
További meghibásodási mechanizmusok közé tartozik a forrasztás kapilláris hatása – ahol az olvadt forrasztás a vezeték szálai között folyik kapilláris hatás révén, merev zónát hozva létre, amely több milliméterrel túlnyúlik a tervezett kötésen. Ez a kapilláris hatású terület megszünteti a vezeték rugalmasságát és kiterjesztett feszültségkoncentrációs zónát hoz létre. A folyasztószer maradványai, ha nincsenek megfelelően megtisztítva, vonzzák a nedvességet és elősegítik az elektrokémiai korróziót. Az autóipari motortérben, ahol a hőmérséklet -40°C és +150°C között ingadozik, a forrasztott csatlakozások ritkán élik túl az 5-7 évet anélkül, hogy megnövekedett ellenállást vagy időszakos meghibásodásokat mutatnának.
Ipari szabványok: Miért írják elő a szabályozások a krimpelést?
Az autóipari és repülőgépipari ágazatok szigorú minőségi szabványok szerint működnek, amelyek kifejezetten tiltják a forrasztást a gyártási kábelköteg-lezárásokhoz. Az SAE/USCAR-21 specifikációt – amelyet a vezető autógyártók, köztük a Ford, a GM, a Stellantis és nemzetközi partnerek közösen fejlesztettek ki – az autóipari alkalmazásokban használt krimpelhető elektromos csatlakozók teljesítménykövetelményeit határozza meg. Ez a szabvány előírja, hogy a krimpelhető csatlakozásoknak 15 évig vagy 150 000 mérföldig kell bírniuk a használatot olyan körülmények között, mint a -40°C és +125°C közötti hőciklusok, a többsávos frekvencián végzett vibrációs tesztelés, valamint az autóipari folyadékoknak, sópermetnek és páratartalomnak való kitettség.
Az IPC/WHMA-A-620 szabvány, amely a kábel- és kábelköteg-szerelési követelményeket szabályozza, a 9.3. szakaszban kifejezetten kimondja, hogy “a krimpelhető csatlakozók forrasztása nem elfogadható”, mert elfedi a rossz krimpeléseket és hőterhelést okoz. Ez a tilalom évtizedek óta tartó terepi meghibásodási adatokon alapul, amelyek azt mutatják, hogy a forrasztott krimpelések rosszabbul teljesítenek, mint a megfelelően végrehajtott mechanikus krimpelések önmagukban. A szabvány vizuális ellenőrzési kritériumokat, a krimpelési magasság és szélesség méretellenőrzését, valamint a húzóerő-tesztelést ír elő a csatlakozás integritásának ellenőrzéséhez.
A repülőgépipari alkalmazások még szigorúbb követelményeket követnek az AS7928 (korábban MIL-T-7928) szerint, amely a repülőgépek elektromos rendszereihez használt vezetékek és kábelek krimpelését írja elő. Ezek a specifikációk elismerik, hogy a repüléskritikus rendszerekben bekövetkező csatlakozási hibák katasztrofális következményekkel járnak, ezért a megbízhatóság nem alku tárgya. A repülőgépipari alkalmazásokban használt krimpelő szerszámokat évente kalibrálni kell, és minden krimpelhető csatlakozást dokumentáltan ellenőrizni kell, a konkrét szerszámra, kezelőre és a felhasznált csatlakozók tételére való visszakövethetőséggel.
Krimpelési minőségellenőrzés: A kritikus paraméterek
A megbízható krimpelhető csatlakozások eléréséhez három egymástól függő változó pontos szabályozása szükséges: a krimpelési magasság, a krimpelési szélesség és a huzal tömörítési aránya. A krimpelési magasság – amelyet a csatlakozóhüvely összenyomott méreténél mérnek a huzaltengelyre merőlegesen – közvetlenül meghatározza az érintkezési nyomást és a húzószilárdságot. A specifikációk jellemzően ±0,05 mm-es krimpelési magasságtűrést határoznak meg az autóipari csatlakozók esetében, a kisebb huzalméretekhez és a kritikus alkalmazásokhoz szigorúbb tűrések szükségesek.
A krimpelési szélesség mérése ellenőrzi, hogy a csatlakozószárnyak megfelelően hajlottak-e a huzal köré túlzott deformáció vagy repedés nélkül. A szélességi specifikációk a csatlakozó kialakításától függően változnak, de általában megkövetelik, hogy a krimpelhető hüvely megőrizze szerkezeti integritását repedések vagy törések nélkül, amelyek veszélyeztethetik a gáztömör tömítést. A nagyítás alatti (10-30x) vizuális ellenőrzés feltárja a felületi hibákat, beleértve a hiányos összenyomódást, a csatlakozó repedését vagy a huzalszálak kiemelkedését.
A legkritikusabb minőségi mérőszám a húzóerő-tesztelés – egy roncsolásos teszt, amely azt az erőt méri, amely a csatlakozó leválasztásához szükséges a huzalról. A szabványok minimális húzóerőket határoznak meg a huzalméret alapján, az értékek 15 Newton és 24 AWG huzal esetén 400+ Newton között mozognak 10 AWG vezetők esetén. A megfelelő krimpelések jellemzően a huzal névleges szakítószilárdságának 90-95%-át érik el, ami azt jelenti, hogy maga a huzal szakad el, mielőtt a krimpelés kihúzódna. A húzótesztet szabályozott sebességgel (50-250 mm/perc az USCAR-21 szerint) kell elvégezni a következetes eredmények biztosítása érdekében.
A statisztikai folyamatszabályozási (SPC) módszerek nyomon követik a krimpelési minőségi trendeket a gyártási sorozatok során, azonosítva a szerszámkopást, a szerszámbeállítási hibákat vagy a kezelői technika eltéréseit, mielőtt azok a specifikáción kívüli csatlakozásokat eredményeznének. A modern automatizált krimpelő rendszerek beépített erőfigyelést tartalmaznak, amely méri a tényleges krimpelési erőt, és megjelöli a nem elfogadható paramétereken kívül eső csatlakozásokat az azonnali átdolgozáshoz.

Alkalmazási útmutató: Mikor melyik módszert használjuk?
Annak ellenére, hogy a krimpelés előnyös a gyártási kábelkötegek és a nagy megbízhatóságú alkalmazások számára, a forrasztás továbbra is megfelelő bizonyos felhasználási esetekben. Az áramköri lapok szerelése, különösen a furatszerelt alkatrészek és a felületszerelt átdolgozások esetében, előnyös a forrasztás azon képessége, hogy tartós csatlakozásokat hozzon létre merev hordozókon, ahol a vibrációs terhelés minimális. A prototípus-fejlesztés és a laboratóriumi tesztelés gyakran alkalmaz forrasztott csatlakozásokat a könnyű módosíthatóság és a minimális szerszámigény miatt.
A krimpelés kötelezővé válik az autóipari kábelkötegekben, a repülőgépipari elektromos rendszerekben, az ipari vezérlőpanelekben és minden olyan alkalmazásban, ahol a csatlakozások vibrációnak, hőciklusoknak vagy zord környezeti hatásoknak vannak kitéve. A megfelelő krimpelő szerszámokba való befektetés – a kézi racsnis krimpelőktől a 200 dollárért az automatizált krimpelőgépekig, amelyek 50 000 dollárba kerülnek – megtérül a csökkentett garanciális igények, a jobb rendszer megbízhatósága és az ipari szabványoknak való megfelelés révén. A krimpelhető csatlakozásokhoz megfelelő áramköri védelem kiválasztásával kapcsolatos további információkért tekintse meg az ipari panelekhez való megszakító kiválasztásáról szóló útmutatónkat. A tengeri és kültéri alkalmazások különösen előnyösek a krimpelés nedvességállóságának köszönhetően. A megfelelő összenyomással létrehozott gáztömör tömítés megakadályozza a víz bejutását és az ebből eredő elektrokémiai korróziót, amely gyorsan lerontja a forrasztott csatlakozásokat párás vagy sós környezetben. Hőre zsugorodó csövekkel vagy környezeti tömítőcsizmákkal kombinálva a krimpelhető csatlakozók IP67/IP68 védelmi szintet érnek el, amely alkalmas a merülő alkalmazásokhoz..
A nagy áramerősségű alkalmazások (>10 amper) általánosan krimpelhető csatlakozásokat igényelnek a kiváló áramszállítási kapacitás és az alacsonyabb érintkezési ellenállás miatt. Az összenyomott huzalszálak által létrehozott több érintkezési pont hatékonyabban osztja el az áramot, mint a forrasztási kötések, csökkentve a helyi felmelegedést és javítva a hosszú távú stabilitást. A megfelelő huzalméretezéssel és áramkapacitás-számításokkal kapcsolatos útmutatásért tekintse meg a kábelméretezési útmutatónkat.
Mérnöki csapatunk átfogó támogatást nyújt a csatlakozók kialakításának optimalizálásához, beleértve a csatlakozók kiválasztását, a krimpelő szerszámok specifikációját és a minőségellenőrzési protokollok kidolgozását. Házon belüli tesztelési képességeket tartunk fenn a húzóerő-ellenőrzéshez, a hőciklusokhoz, a vibrációs teszteléshez és a környezeti hatások szimulációjához – biztosítva, hogy minden termék dokumentált megbízhatóságot nyújtson a valós üzemi körülmények között.
Az egyedi csatlakozókialakítást, a nem szabványos huzalméreteket vagy a speciális környezeti tömítést igénylő alkalmazásokhoz a VIOX gyors prototípus-készítési és kis sorozatú gyártási képességeket kínál. Minőségirányítási rendszerünk teljes nyomon követhetőséget biztosít a nyersanyag-tanúsítástól a végső ellenőrzésig, biztosítva a repülőgépipari, orvosi és biztonságkritikus alkalmazásokhoz szükséges dokumentációt. Tudjon meg többet a sorkapocs-megoldásainkról és az ipari csatlakozóinkról.
5. ábra: VIOX Electric precíziós réz csatlakozók és krimpelhető huzalszerelvények professzionális krimpelő szerszámokkal és minőségi tanúsítványokkal.
K: Forraszthatok egy vezetéket a krimpelés után a nagyobb szilárdság érdekében? V: Nem – ezt a gyakorlatot az IPC/WHMA-A-620 és az autóipari szabványok kifejezetten tiltják. A krimpelés utáni forrasztás nem biztosít szilárdságnövekedést, mert a krimpelés már létrehozta a maximális érintkezést. A hozzáadott forrasztás valójában rontja a teljesítményt azáltal, hogy hőterhelést okoz, elfedi a rossz krimpeléseket az ellenőrzés során, és törékeny zónát hoz létre. Ha egy krimpelés megfelelően van végrehajtva, a forrasztás nem ad hozzá semmit; ha a krimpelés hibás, a forrasztás elrejti a problémát a terepi meghibásodásig. és K: Honnan tudom, hogy a krimpelő szerszámom jó csatlakozásokat hoz létre?.

Gyakran Ismételt Kérdések
K: Milyen huzalméreteket lehet krimpelni a forrasztáshoz képest?
V: A krimpelés a 30 AWG (0,05 mm²) és a 4/0 AWG (107 mm²) közötti huzalméreteket és a nagyobbakat is befogadja a megfelelő csatlakozókkal és szerszámokkal. A forrasztás egyre nehezebbé és megbízhatatlanabbá válik 12 AWG felett a hőelvezetési kihívások és a létrehozott nagy merev zóna miatt. A nagy áramerősségű alkalmazásokhoz a mechanikus rögzítőkkel (csavaros fülekkel) ellátott krimpelhető csatlakozások a bevett gyakorlat.
K: A krimpelhető csatlakozások alkalmasak nagy vibrációjú környezetekhez, például autóiparhoz vagy repülőgépiparhoz?
V: Igen – a krimpelhető csatlakozásokat kifejezetten nagy vibrációjú alkalmazásokhoz tervezték, és az autóipari (USCAR-21) és repülőgépipari (AS7928) szabványok írják elő, éppen azért, mert a vibrációs terhelés alatt jobban teljesítenek, mint a forrasztott csatlakozások. A krimpelés-huzal átmenetnél fenntartott rugalmasság megakadályozza a forrasztott kötésekre jellemző fáradási hibákat. A vibrációálló áramköri védelemmel kapcsolatos további információkért tekintse meg a megszakító kiválasztási útmutatónkat. K: Mennyi ideig tartanak a krimpelhető csatlakozások a forrasztott csatlakozásokhoz képest?, V: A megfelelően végrehajtott krimpelhető csatlakozásokat az autóipari alkalmazásokban 15+ éves élettartamra tervezték (az USCAR-21 tesztelési követelményei szerint), beleértve a hőciklusoknak, a vibrációnak, a páratartalomnak és a vegyi anyagoknak való kitettséget. A hasonló környezetben lévő forrasztott csatlakozások általában 5-7 éven belül kezdenek leromlani. Jóindulatú környezetben (klímaszabályozott, nincs vibráció) mindkét módszer évtizedekig tarthat, bár a krimpelés továbbra is kiváló hosszú távú érintkezési ellenállás stabilitást kínál.
K: Mi a különbség a szigetelt és a szigeteletlen krimpelhető csatlakozók között?
V: A szigetelt csatlakozók műanyag hüvelyt tartalmaznak, amely tehermentesítést és elektromos szigetelést biztosít, és általános vezetékezési alkalmazásokhoz alkalmas. A szigeteletlen (csupasz) csatlakozók nagyobb áramkapacitást kínálnak, és előnyben részesítik a nagy áramerősségű csatlakozásokhoz, vagy ha egyedi hőre zsugorodó csövet alkalmaznak. A krimpelési minőségi követelmények azonosak; a választás az alkalmazási követelményektől függ, és attól, hogy szükség van-e további környezeti tömítésre. A csatlakozók kiválasztásával kapcsolatos útmutatásért tekintse meg a sorkapocs-összehasonlító útmutatónkat.
Következtetés: A megbízhatóság tervezése a megfelelő csatlakozókialakítás révén
A krimpelés és a forrasztás közötti vita végső soron az alkalmazási követelményekre és a teljesítmény prioritásaira vezethető vissza. A gyártási kábelkötegek, az autóipari rendszerek, a repülőgépipari alkalmazások és minden olyan környezet esetében, amely vibrációt, hőciklusokat vagy zord hatásokat foglal magában, a krimpelés bizonyíthatóan kiváló megbízhatóságot biztosít, amelyet évtizedek óta gyűjtött terepi adatok támasztanak alá, és amelyet nemzetközi szabványok rögzítenek. A megfelelő krimpelő szerszámokba és képzésbe való kezdeti befektetés azonnali megtérülést eredményez a csökkentett meghibásodási arányok, az egyszerűsített minőségellenőrzés és az ipari követelményeknek való megfelelés révén. A forrasztás továbbra is a helyén marad az elektronikai szerelésben az áramköri lapok csatlakozásaihoz és az olyan alkalmazásokhoz, ahol a mechanikai igénybevétel minimális. Azonban az a nézet, hogy a forrasztott huzal-csatlakozó csatlakozások nagyobb megbízhatóságot kínálnak, mind a laboratóriumi tesztelés, mind a terepi meghibásodási elemzés alaposan megcáfolta. A modern elektromos rendszerek tervezése elismeri, hogy a csatlakozás integritása határozza meg a rendszer általános megbízhatóságát – a lezárási módszer megválasztását kritikus mérnöki döntéssé téve, nem pedig személyes preferencia vagy hagyomány kérdésévé., A VIOX Electric készen áll arra, hogy támogassa az Ön csatlakozókialakítási követelményeit precíziósan gyártott csatlakozókkal, egyedi krimpelési megoldásokkal és átfogó teszteléssel és minőségbiztosítással alátámasztott mérnöki szakértelemmel. Akár autóipari kábelkötegeket, ipari vezérlőrendszereket vagy megújuló energiaforrásokat tervez, a megfelelő csatlakozási technológia biztosítja, hogy termékei azt a megbízhatóságot nyújtsák, amelyet ügyfelei elvárnak. Vegye fel a kapcsolatot mérnöki csapatunkkal, hogy megbeszélje az Ön konkrét alkalmazási követelményeit, és fedezze fel, hogy a VIOX krimpelési megoldások hogyan szüntethetik meg a csatlakozással kapcsolatos hibákat az Ön elektromos rendszereiben.
Az elektromos rendszerek tervezésével és az alkatrészek kiválasztásával kapcsolatos további műszaki forrásokért tekintse meg a huzalméretezési számításokkal és az ipari paneltervezéssel kapcsolatos átfogó útmutatóinkat.
Professzionális összehasonlítás a krimpelő szerszám és a forrasztóállomás között egy elektromos gyártóüzemben, amely a huzal lezárási módszereit mutatja be.
Műszaki metszeti ábra, amely egy megfelelően krimpelhető elektromos csatlakozó belső szerkezetét és összenyomási zónáit szemlélteti.
Műszaki ábra, amely a forrasztott huzalcsatlakozás vibrációs terhelés alatti progresszív meghibásodási szakaszait szemlélteti a krimpelhető csatlakozáshoz képest. Minőségellenőrző állomás, amely a krimpelhető elektromos csatlakozók precíziós mérését és húzóerő-tesztelését mutatja be professzionális laboratóriumban..
VIOX Electric precíziós réz csatlakozók és krimpelhető huzalszerelvények professzionális krimpelő szerszámokkal és minőségi tanúsítványokkal.
Hasonlítsa össze a krimpelést és a forrasztást a huzal lezárásához. Tudja meg, miért írják elő az autóipari és repülőgépipari szabványok (USCAR-21, IPC-620) a forrasztásmentes csatlakozásokat a maximális megbízhatóság érdekében zord környezetben.
Soldering retains its place in electronics assembly for circuit board connections and applications where mechanical stress is minimal. However, the notion that soldered wire-to-terminal connections offer superior reliability has been thoroughly disproven by both laboratory testing and field failure analysis. Modern electrical system design recognizes that connection integrity determines overall system reliability—making the choice of termination method a critical engineering decision rather than a matter of personal preference or tradition.
VIOX Electric stands ready to support your connection design requirements with precision-manufactured terminals, custom crimping solutions, and engineering expertise backed by comprehensive testing and quality assurance. Whether you’re designing automotive harnesses, industrial control systems, or renewable energy installations, proper connection technology ensures your products deliver the reliability your customers demand. Contact our engineering team to discuss your specific application requirements and discover how VIOX crimping solutions can eliminate connection-related failures in your electrical systems.
For additional technical resources on electrical system design and component selection, explore our comprehensive guides on áramkörvédelem, wire sizing calculations, és industrial panel design.
