
پاسخ مستقیم
پرسکاری (Crimping) در کاربردهای دارای ارتعاش بالا، سیکل حرارتی و محیطهای سخت، قابلیت اطمینان بالاتری نسبت به لحیمکاری ارائه میدهد. در حالی که لحیمکاری از طریق ذوب حرارتی یک پیوند متالورژیکی ایجاد میکند، پرسکاری از طریق فشردگی مکانیکی یک جوش سرد و غیرقابل نفوذ در برابر گاز ایجاد میکند—مناطق تحت تأثیر حرارت را حذف میکند، از ترد شدن لحیم جلوگیری میکند و انعطافپذیری سیم را در نقاط تنش حفظ میکند. استانداردهای صنعتی از جمله SAE/USCAR-21، IEC 60352-2 و IPC/WHMA-A-620 اتصالات پرسشده را برای کاربردهای خودرو و هوافضا که در آن عمر سرویس 15 ساله در شرایط سخت غیرقابل مذاکره است، اجباری میکنند.
نکات کلیدی
درک تفاوتهای اساسی بین پرسکاری و لحیمکاری برای قابلیت اطمینان سیستم الکتریکی بسیار مهم است. اتصالات پرسشده از طریق تغییر شکل پلاستیک کنترلشده، استحکام مکانیکی ایجاد میکنند و مهر و مومهای غیرقابل نفوذ در برابر هوا ایجاد میکنند که در برابر نفوذ رطوبت و اکسیداسیون مقاوم هستند. عدم وجود گرما، تنش حرارتی روی عایق سیم را از بین میبرد و از تشکیل ترکیبات بین فلزی شکننده جلوگیری میکند. در مقابل، اتصالات لحیمکاری شده یک ناحیه انتقال صلب را معرفی میکنند که در آن سیم انعطافپذیر با لحیم جامد روبرو میشود—یک نقطه شکست بدنام در ارتعاش. استانداردهای مدرن خودرو و صنعتی تا حد زیادی لحیمکاری را به نفع پرسکاری برای هارنسهای تولیدی کنار گذاشتهاند، با این تشخیص که پایانههای پرسشده مناسب به طور مداوم در آزمایش نیروی کشش، مقاومت در برابر شوک حرارتی و دوام طولانیمدت، عملکرد بهتری نسبت به اتصالات لحیمکاری شده دارند.
چرا روش اتصال مهم است: هزینه پنهان خرابی
قابلیت اطمینان اتصال مستقیماً عملکرد سطح سیستم را در مجموعههای الکتریکی تعیین میکند. هنگامی که یک هارنس سیم به عنوان مسیر انتقال انرژی و سیگنال عمل میکند، هرگونه ضعف اتصال به خرابی فاجعهبار سیستم تبدیل میشود. انتخاب بین پرسکاری و لحیمکاری صرفاً یک ترجیح تولیدی نیست—بلکه یک تصمیم مهندسی با پیامدهای قابل اندازهگیری برای طول عمر محصول، هزینههای گارانتی و انطباق با ایمنی است.
لحیمکاری برای دههها بر مونتاژ الکترونیک تسلط داشته است، به ویژه در کاربردهای برد مدار که اجزا ثابت میمانند. با این حال، همان فرآیند اتصال حرارتی که برای ردیابی PCB به خوبی کار میکند، در اتصالات سیم به ترمینال که در معرض تنش مکانیکی قرار دارند، به یک مسئولیت تبدیل میشود. مشکل اساسی در علم مواد نهفته است: لحیم یک منطقه بین فلزی شکننده ایجاد میکند که نمیتواند حرکت دیفرانسیل بین پایانههای صلب و هادیهای انعطافپذیر را در خود جای دهد.
سیستمهای الکتریکی مدرن به اتصالاتی نیاز دارند که بیش از 100000 سیکل حرارتی را تحمل کنند، فرکانسهای ارتعاشی بیش از 2000 هرتز را تحمل کنند و مقاومت تماسی زیر 1 میلیاهم را در طول عمر سرویس خود حفظ کنند. این الزامات، OEMهای خودرو، تولیدکنندگان هوافضا و سازندگان تجهیزات صنعتی را به سمت پرسکاری به عنوان روش اصلی خاتمه سوق داده است. درک اینکه چرا پرسکاری عملکرد بهتری نسبت به لحیمکاری دارد، مستلزم بررسی فیزیک هر نوع اتصال و رفتار آنها در شرایط تنش دنیای واقعی است.

پرسکاری در مقابل لحیمکاری: مقایسه فنی
ویژگیهای مکانیکی و الکتریکی اتصالات پرسشده در مقابل لحیمکاری شده نشان میدهد که چرا استانداردهای صنعت پرسکاری را برای کاربردهای سخت ترجیح میدهند. مقایسه زیر پارامترهای عملکرد بحرانی را بررسی میکند که مستقیماً بر قابلیت اطمینان اتصال و عمر سرویس تأثیر میگذارند.
| عامل عملکرد | پرسکاری (بدون لحیم) | لحیمکاری |
|---|---|---|
| مکانیسم اتصال | فشردگی مکانیکی ایجاد جوش سرد غیرقابل نفوذ در برابر گاز | اتصال متالورژیکی از طریق ذوب حرارتی |
| دمای فرآیند | محیط (بدون اعمال حرارت) | 183-450 درجه سانتیگراد بسته به آلیاژ لحیم |
| منطقه تحت تأثیر حرارت | هیچ—عایق دست نخورده باقی میماند | خطر آسیب حرارتی به عایق سیم و اجزای مجاور |
| مقاومت در برابر لرزش | عالی—انعطافپذیری را در نقاط تنش حفظ میکند | ضعیف—لحیم صلب تمرکز تنش و ترکهای خستگی ایجاد میکند |
| عملکرد چرخه حرارتی | برتر—انبساط دیفرانسیل را در خود جای میدهد | تخریبشده—تبلور مجدد لحیم و رشد بین فلزی |
| مقاومت تماسی | 0.5-1.0 میلیاهم (در طول زمان پایدار است) | در ابتدا کم است اما با اکسیداسیون و پیری حرارتی افزایش مییابد |
| حفظ نیروی کشش | 90%+ استحکام کششی سیم را حفظ میکند | با گذشت زمان به دلیل خزش لحیم و سخت شدن کار ضعیف میشود |
| مقاومت در برابر رطوبت | مهر و موم غیرقابل نفوذ در برابر گاز از اکسیداسیون جلوگیری میکند | بقایای شار رطوبت را جذب میکند. عمل مویینگی بین رشتهها |
| تکرارپذیری فرآیند | با ابزار مناسب و کنترل کیفیت بسیار سازگار است | متغیر—به مهارت اپراتور، کنترل دما، زمان مکث بستگی دارد |
| روش بازرسی | بررسی بصری و اندازهگیری ابعادی (ارتفاع/عرض پرس) | فقط بصری—حفرههای داخلی و اتصالات سرد نامرئی هستند |
| قابلیت بازکاری | تعویض ترمینال مورد نیاز است | قابل لحیمکاری مجدد است (با خطر تخریب) |
| تأیید خودرو/هوافضا | مورد نیاز توسط SAE/USCAR-21، AS7928، IEC 60947-4-1 | ممنوع برای هارنسهای تولیدی طبق IPC/WHMA-A-620 |
| سرمایهگذاری تجهیزات | متوسط—به ابزار و قالبهای پرسکاری کالیبرهشده نیاز دارد | کم—هویه لحیمکاری اساسی برای کارهای در مقیاس کوچک کافی است |
| زمان چرخه (به ازای هر اتصال) | 2-5 ثانیه (دستی)؛; <1 second (automated) | 10-30 ثانیه شامل گرمایش، سرمایش، بازرسی |
| تأثیر زیستمحیطی | بدون بخار، شار یا قرار گرفتن در معرض سرب | نیاز به استخراج بخار دارد. جایگزینهای لحیمکاری بدون سرب دشوارتر است |
فیزیک اتصالات پرسشده: چرا جوش سرد کار میکند
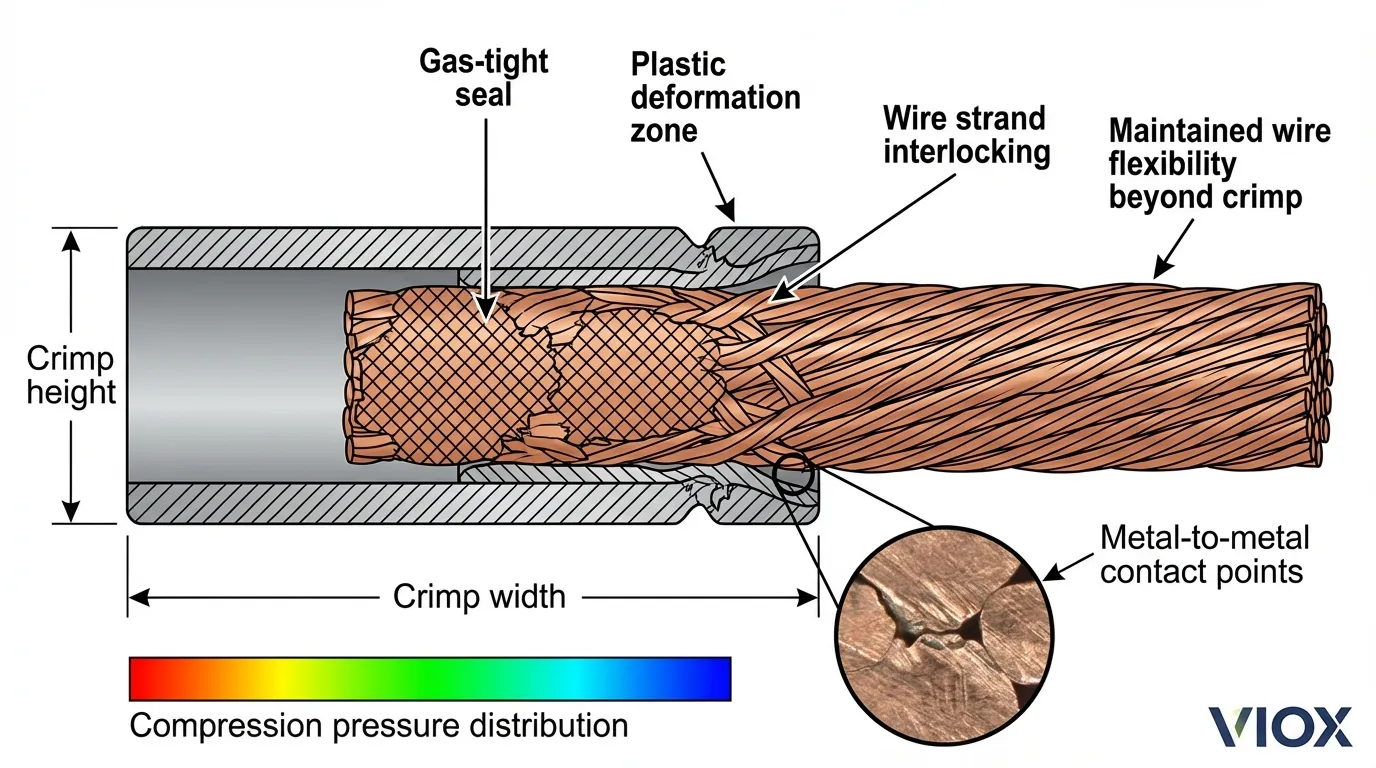
پرسکاری از طریق تغییر شکل پلاستیک کنترلشده و نه اتصال حرارتی، به تداوم الکتریکی دست مییابد. هنگامی که یک قالب پرسکاری یک بشکه ترمینال را در اطراف یک هادی سیم فشرده میکند، سه فرآیند فیزیکی متمایز به طور همزمان رخ میدهند: درهم تنیدگی مکانیکی رشتههای سیم در داخل حفره ترمینال، تغییر شکل الاستیک هم مواد ترمینال و هم هادیهای مسی که نیروی برگشت فنری ایجاد میکنند، و تشکیل نقاط تماس فلز به فلز که در آن لایههای اکسید تحت فشار فشردهسازی شکسته میشوند.
اتصال حاصل، ویژگیهای یک جوش سرد را نشان میدهد—یک فرآیند اتصال حالت جامد که در آن فشار کافی باعث چسبندگی در سطح اتمی بین سطوح فلزی تمیز میشود. برخلاف جوشکاری ذوبی یا لحیمکاری، جوش سرد نیازی به ورودی گرما ندارد و هیچ ترکیب بین فلزی یا مناطق تحت تأثیر حرارت تولید نمیکند. انطباق بشکه ترمینال به اتصال اجازه میدهد تا اختلافات انبساط حرارتی بین سیم و ترمینال را در خود جای دهد در حالی که فشار تماس ثابت را حفظ میکند.
دستیابی به نسبت فشردهسازی صحیح—رابطه بین ارتفاع فشردهشده نهایی بشکه ترمینال و سطح مقطع هادی سیم—برای موفقیت پرسکاری بسیار مهم است. استانداردهای صنعت نسبتهای فشردهسازی بین 15-20% را برای کاربردهای خودرو مشخص میکنند، با تلرانسهای سختگیرانهتر مورد نیاز برای مشخصات هوافضا و نظامی. پرسکاری کم منجر به فشار تماس ناکافی و مقاومت بالا میشود. پرسکاری بیش از حد باعث شکستگی رشته سیم و کاهش استحکام کششی میشود. ابزارهای پرسکاری مدرن شامل نظارت بر نیرو و تأیید ارتفاع پرس برای اطمینان از مطابقت هر اتصال با مشخصات است.
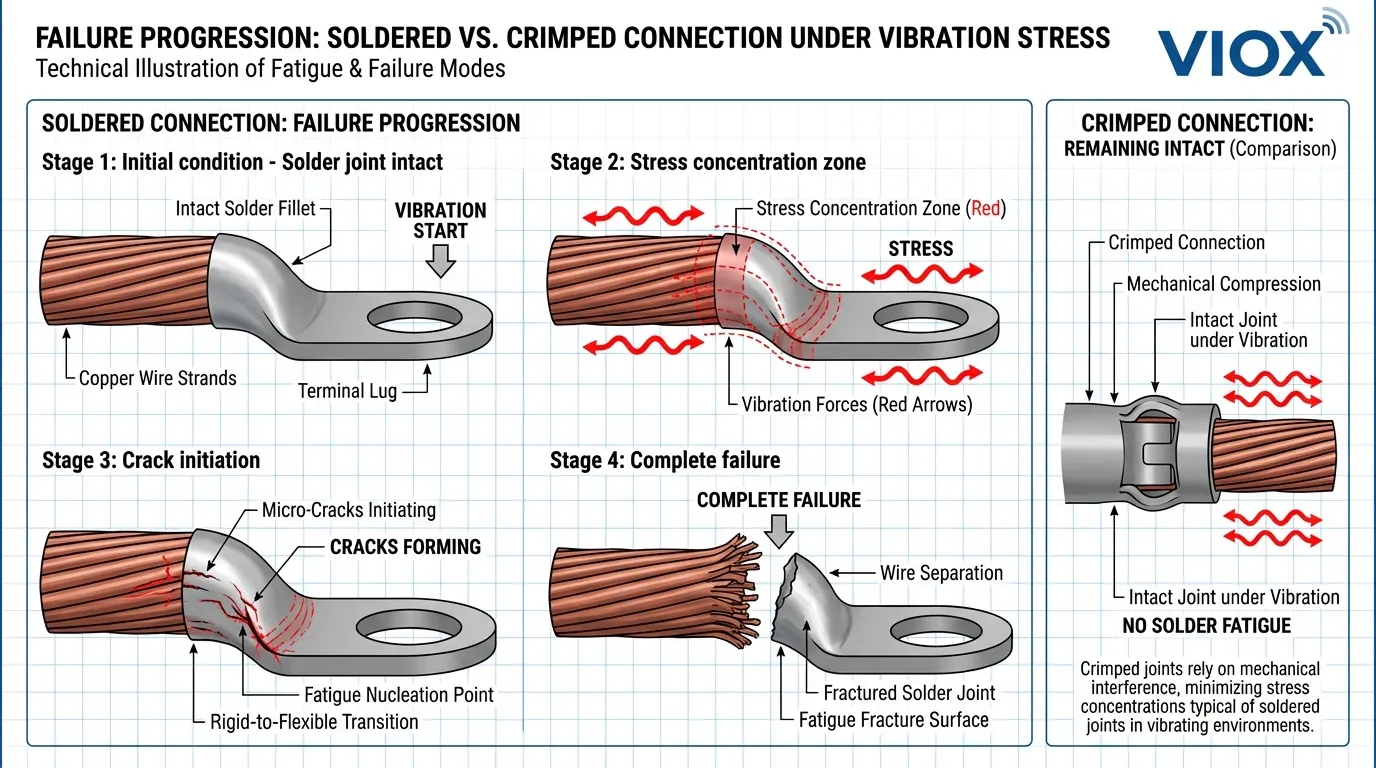
چرا اتصالات لحیمکاری شده تحت تنش از کار میافتند
ضعف اساسی اتصالات سیم لحیمکاری شده ناشی از عدم تطابق خواص مواد بین هادیهای مسی انعطافپذیر و آلیاژهای لحیم صلب است. لحیم—چه قلع-سرب سنتی (Sn60/Pb40) و چه ترکیبات مدرن بدون سرب (SAC305، Sn96.5/Ag3.0/Cu0.5)—به یک ساختار کریستالی با شکلپذیری محدود جامد میشود. هنگامی که یک سیم لحیمکاری شده ارتعاش یا خم شدن را تجربه میکند، تنش دقیقاً در نقطه خاتمه لحیمکاری متمرکز میشود، جایی که فلز صلب با سیم رشتهای انعطافپذیر روبرو میشود.
این تمرکز تنش، ترکهای خستگی را آغاز میکند که با هر چرخه ارتعاش در مفصل لحیمکاری منتشر میشوند. تجزیه و تحلیل متالورژیکی اتصالات لحیمکاری شده از کار افتاده به طور مداوم شروع ترک را در رابط سیم لحیمکاری نشان میدهد که از طریق ماتریس لحیمکاری پیشرفت میکند تا زمانی که جداسازی کامل رخ دهد. حالت خرابی قابل پیشبینی است و به خوبی در گزارشهای تجزیه و تحلیل خرابی خودرو و هوافضا مستند شده است.
سیکل حرارتی از طریق مکانیسمهای متعدد، تخریب مفصل لحیمکاری را تسریع میکند. انبساط حرارتی دیفرانسیل بین سیم مسی (16.5 ppm/°C)، آلیاژ لحیم (22-25 ppm/°C) و مواد ترمینال، تنش برشی را در رابطها ایجاد میکند. چرخههای گرمایش و سرمایش مکرر باعث تبلور مجدد لحیم میشوند—یک فرآیند متالورژیکی که در آن مرزهای دانه سازماندهی مجدد میشوند، شکنندگی را افزایش میدهند و مقاومت در برابر خستگی را کاهش میدهند. لحیمهای بدون سرب در مقایسه با آلیاژهای قلع-سرب سنتی، عملکرد سیکل حرارتی ضعیفی را نشان میدهند، به طوری که برخی از آلیاژهای SAC کاهش 50% در عمر خستگی را تحت آزمایش تسریعشده نشان میدهند.
مکانیسمهای خرابی اضافی شامل خیس شدن لحیم است—جایی که لحیم مذاب از طریق عمل مویینگی بین رشتههای سیم جریان مییابد و یک منطقه صلب ایجاد میکند که چندین میلیمتر فراتر از مفصل مورد نظر امتداد دارد. این ناحیه خیس شده انعطافپذیری سیم را از بین میبرد و یک منطقه تمرکز تنش گسترده ایجاد میکند. بقایای شار، اگر به درستی تمیز نشوند، رطوبت را جذب میکنند و باعث خوردگی الکتروشیمیایی میشوند. در محیطهای زیر کاپوت خودرو که در آن نوسانات دما از -40 درجه سانتیگراد تا +150 درجه سانتیگراد معمول است، اتصالات لحیمکاری شده به ندرت بیش از 5-7 سال قبل از نشان دادن افزایش مقاومت یا خرابیهای متناوب دوام میآورند.
استانداردهای صنعتی: چرا مقررات، پرسکاری را الزامی میکنند
صنایع خودروسازی و هوافضا تحت استانداردهای کیفیت سختگیرانهای فعالیت میکنند که صراحتاً لحیمکاری را برای پایانههای سیمکشی تولیدی ممنوع میکند. مشخصات SAE/USCAR-21—که به طور مشترک توسط تولیدکنندگان بزرگ خودرو از جمله فورد، جنرال موتورز، استلانتیس و شرکای بینالمللی توسعه یافته است—الزامات عملکردی را برای پایانههای الکتریکی پرسشده در کاربردهای خودرو تعریف میکند. این استاندارد ایجاب میکند که اتصالات پرسشده، 15 سال یا 150000 مایل خدمات را تحت شرایطی از جمله چرخههای حرارتی از 40- درجه سانتیگراد تا 125+ درجه سانتیگراد، آزمایش ارتعاش در باندهای فرکانسی متعدد و قرار گرفتن در معرض مایعات خودرو، اسپری نمک و رطوبت، دوام بیاورند.
استاندارد IPC/WHMA-A-620، که الزامات مونتاژ کابل و دسته سیم را تعیین میکند، به صراحت در بخش 9.3 بیان میکند که “لحیمکاری پایانههای سبک پرسشده قابل قبول نیست” زیرا پرسکاریهای ضعیف را پنهان میکند و تنش حرارتی را وارد میکند. این ممنوعیت منعکسکننده دههها دادههای خرابی میدانی است که نشان میدهد پرسکاریهای لحیمشده بدتر از پرسکاریهای مکانیکی به تنهایی عمل میکنند. این استاندارد به معیارهای بازرسی بصری، تأیید ابعادی ارتفاع و عرض پرس و آزمایش نیروی کشش برای تأیید یکپارچگی اتصال نیاز دارد.
کاربردهای هوافضا از الزامات سختگیرانهتری تحت AS7928 (قبلاً MIL-T-7928) پیروی میکنند، که پرسکاری سیم و کابل را برای سیستمهای الکتریکی هواپیما مشخص میکند. این مشخصات تشخیص میدهند که خرابیهای اتصال در سیستمهای حیاتی پرواز پیامدهای فاجعهباری دارند و قابلیت اطمینان را غیرقابل مذاکره میکنند. ابزارهای پرسکاری مورد استفاده در کاربردهای هوافضا باید سالانه کالیبره شوند و هر اتصال پرسشده تحت بازرسی مستند با قابلیت ردیابی به ابزار خاص، اپراتور و دسته پایانههای مورد استفاده قرار میگیرد.
کنترل کیفیت پرسکاری: پارامترهای حیاتی
دستیابی به اتصالات پرسشده قابل اعتماد نیازمند کنترل دقیق سه متغیر وابسته به هم است: ارتفاع پرس، عرض پرس و نسبت فشردگی سیم. ارتفاع پرس—که در ابعاد فشرده شده استوانه ترمینال عمود بر محور سیم اندازهگیری میشود—به طور مستقیم فشار تماس و استحکام کششی را تعیین میکند. مشخصات معمولاً تلرانسهای ارتفاع پرس را در محدوده 0.05 ± میلیمتر برای پایانههای خودرو تعریف میکنند، با تلرانسهای سختگیرانهتر مورد نیاز برای گیجهای سیم کوچکتر و کاربردهای حیاتی.
اندازهگیری عرض پرس تأیید میکند که بالهای ترمینال به درستی در اطراف سیم تا شدهاند بدون اینکه تغییر شکل یا ترک خوردگی بیش از حد ایجاد شود. مشخصات عرض بر اساس طراحی ترمینال متفاوت است، اما به طور کلی ایجاب میکند که استوانه پرسشده یکپارچگی ساختاری خود را بدون شکاف یا شکستگی که میتواند مهر و موم گازبندی را به خطر بیندازد، حفظ کند. بازرسی بصری تحت بزرگنمایی (10-30 برابر) عیوب سطحی از جمله فشردهسازی ناقص، ترک خوردگی ترمینال یا بیرون زدگی رشته سیم را نشان میدهد.
مهمترین معیار کیفیت، آزمایش نیروی کشش است—یک آزمایش مخرب که نیروی مورد نیاز برای جدا کردن ترمینال از سیم را اندازهگیری میکند. استانداردها حداقل نیروهای کشش را بر اساس گیج سیم مشخص میکنند، با مقادیری از 15 نیوتن برای سیم 24 AWG تا 400+ نیوتن برای هادیهای 10 AWG. پرسکاریهای مناسب معمولاً به 90-95٪ استحکام کششی نامی سیم میرسند، به این معنی که خود سیم قبل از بیرون کشیده شدن پرس میشکند. آزمایش کشش باید با سرعتهای کنترل شده (50-250 میلیمتر در دقیقه طبق USCAR-21) انجام شود تا از نتایج سازگار اطمینان حاصل شود.
روشهای کنترل فرآیند آماری (SPC) روندهای کیفیت پرس را در طول دورههای تولید ردیابی میکنند و سایش ابزار، ناهماهنگی قالب یا تغییرات تکنیک اپراتور را قبل از اینکه اتصالات خارج از مشخصات تولید کنند، شناسایی میکنند. سیستمهای پرسکاری خودکار مدرن، نظارت بر نیروی درون خطی را در خود جای دادهاند که نیروی پرسکاری واقعی را اندازهگیری میکند و هر اتصالی را که خارج از پارامترهای قابل قبول باشد برای بازکاری فوری علامتگذاری میکند.

راهنمای کاربرد: چه زمانی از هر روش استفاده کنیم
با وجود مزایای پرسکاری برای دستههای سیم تولیدی و کاربردهای با قابلیت اطمینان بالا، لحیمکاری برای موارد استفاده خاص مناسب باقی میماند. مونتاژ برد مدار، به ویژه برای قطعات سوراخدار و بازکاری نصب سطحی، از توانایی لحیمکاری برای ایجاد اتصالات دائمی بر روی بسترهای صلب که در آن تنش ارتعاشی حداقل است، بهره میبرد. توسعه نمونه اولیه و آزمایش آزمایشگاهی اغلب از اتصالات لحیمشده به دلیل سهولت اصلاح و حداقل نیاز به ابزار استفاده میکنند.
پرسکاری در دستههای سیم خودرو، سیستمهای الکتریکی هوافضا، تابلوهای کنترل صنعتی و هر کاربردی که در آن اتصالات ارتعاش، چرخههای حرارتی یا قرار گرفتن در معرض محیطهای خشن را تجربه میکنند، اجباری میشود. سرمایهگذاری در ابزارهای پرسکاری مناسب—از 200 دلار برای پرسکارهای جغجغهای دستی تا 50000+ دلار برای ماشینهای پرسکاری خودکار—از طریق کاهش ادعاهای گارانتی، بهبود قابلیت اطمینان سیستم و انطباق با استانداردهای صنعت، سود میدهد. برای اطلاعات مرتبط در مورد انتخاب حفاظت مدار مناسب برای اتصالات پرسشده، به راهنمای ما در مورد انتخاب قطعکننده مدار برای تابلوهای صنعتی مراجعه کنید.
کاربردهای دریایی و فضای باز به ویژه از مقاومت در برابر رطوبت پرسکاری بهره میبرند. مهر و موم گازبندی ایجاد شده توسط فشردهسازی مناسب از ورود آب و خوردگی الکتروشیمیایی ناشی از آن که به سرعت اتصالات لحیمشده را در محیطهای مرطوب یا اسپری نمک تخریب میکند، جلوگیری میکند. هنگامی که با لوله انقباض حرارتی یا چکمههای آببندی محیطی ترکیب شود، پایانههای پرسشده به سطوح حفاظت IP67/IP68 مناسب برای کاربردهای غوطهوری میرسند.
کاربردهای جریان بالا (>10 آمپر) به طور کلی به اتصالات پرسشده به دلیل ظرفیت حمل جریان برتر و مقاومت تماس کمتر نیاز دارند. نقاط تماس متعدد ایجاد شده توسط رشتههای سیم فشرده شده، جریان را به طور موثرتری نسبت به اتصالات لحیم توزیع میکنند، گرمایش موضعی را کاهش میدهند و پایداری طولانی مدت را بهبود میبخشند. برای راهنمایی در مورد اندازه سیم مناسب و محاسبات ظرفیت جریان، به راهنمای اندازه سیم ما مراجعه کنید.
مزیت VIOX: راه حل های پرسکاری دقیق
VIOX Electric در تولید قطعات الکتریکی با قابلیت اطمینان بالا که برای کاربردهای صنعتی، خودرو و انرژیهای تجدیدپذیر سخت طراحی شدهاند، تخصص دارد. سبد محصولات ما شامل پایانههای مسی با ماشینکاری دقیق، دستههای سیم درجه خودرو و مجموعههای الکتریکی سفارشی است که مطابق با استانداردهای کیفیت بینالمللی از جمله UL، IEC و مشخصات OEM خودرو هستند یا از آنها فراتر میروند.
تیم مهندسی ما پشتیبانی جامعی را برای بهینهسازی طراحی اتصال، از جمله انتخاب ترمینال، مشخصات ابزار پرسکاری و توسعه پروتکل کنترل کیفیت ارائه میدهد. ما قابلیتهای آزمایش داخلی را برای تأیید نیروی کشش، چرخههای حرارتی، آزمایش ارتعاش و شبیهسازی قرار گرفتن در معرض محیط حفظ میکنیم—و اطمینان میدهیم که هر محصول قابلیت اطمینان مستند را در شرایط عملیاتی واقعی ارائه میدهد.
برای کاربردهایی که نیاز به طرحهای ترمینال سفارشی، گیجهای سیم غیر استاندارد یا آببندی محیطی تخصصی دارند، VIOX قابلیتهای نمونهسازی سریع و تولید دستهای کوچک را ارائه میدهد. سیستم مدیریت کیفیت ما قابلیت ردیابی کامل را از گواهی مواد خام تا بازرسی نهایی حفظ میکند و مستندات مورد نیاز برای کاربردهای هوافضا، پزشکی و ایمنی حیاتی را ارائه میدهد. درباره راه حل های بلوک ترمینال ما بیشتر بدانید و گزینه های اتصال دهنده صنعتی.

سوالات متداول
س: آیا میتوانم بعد از پرسکاری، سیم را برای استحکام بیشتر لحیم کنم؟
پاسخ: خیر—این عمل صراحتاً توسط IPC/WHMA-A-620 و استانداردهای خودرو ممنوع شده است. لحیمکاری پس از پرسکاری هیچ فایدهای برای استحکام ندارد زیرا پرسکاری قبلاً حداکثر تماس را برقرار کرده است. لحیم اضافی در واقع با وارد کردن تنش حرارتی، پنهان کردن پرسکاریهای ضعیف در طول بازرسی و ایجاد یک منطقه شکننده، عملکرد را کاهش میدهد. اگر پرسکاری به درستی انجام شود، لحیم هیچ چیزی اضافه نمیکند. اگر پرسکاری معیوب باشد، لحیم مشکل را تا زمان وقوع خرابی در میدان پنهان میکند.
س: چگونه بفهمم که ابزار پرسکاری من اتصالات خوبی تولید میکند؟
پاسخ: به طور منظم آزمایش نیروی کشش را روی اتصالات نمونه انجام دهید و ارتفاع پرس را با یک میکرومتر اندازهگیری کنید. نتایج را با مشخصات سازنده ترمینال مقایسه کنید. بازرسی بصری باید بسته شدن کامل استوانه، عدم بیرون زدگی رشته سیم، عدم ترک خوردگی ترمینال و درگیری مناسب پرس عایق را نشان دهد. اگر تجهیزات آزمایش ندارید، تجزیه و تحلیل مقطعی (برش از طریق پرس و بررسی تحت بزرگنمایی) کیفیت فشردگی سیم داخلی را نشان میدهد. برای اطلاعات بیشتر در مورد روش های آزمایش الکتریکی, ، به راهنمای آزمایش ما مراجعه کنید.
س: چه اندازههای سیمی را میتوان پرس کرد در مقابل لحیم کرد؟
پاسخ: پرسکاری اندازههای سیم از 30 AWG (0.05mm²) تا 4/0 AWG (107mm²) و بزرگتر را با پایانهها و ابزار مناسب در خود جای میدهد. لحیمکاری به دلیل چالشهای اتلاف گرما و منطقه صلب بزرگی که ایجاد میشود، در بالای 12 AWG به طور فزایندهای دشوار و غیرقابل اعتماد میشود. برای کاربردهای جریان بالا، اتصالات پرسشده با بستهای مکانیکی (لولههای پیچ شده) روش استاندارد هستند.
س: آیا اتصالات پرسشده برای محیطهای با ارتعاش بالا مانند خودرو یا هوافضا مناسب هستند؟
پاسخ: بله—اتصالات پرسشده به طور خاص برای کاربردهای با ارتعاش بالا طراحی شدهاند و به طور دقیق به این دلیل که در زیر تنش ارتعاشی از اتصالات لحیمشده بهتر عمل میکنند، توسط استانداردهای خودرو (USCAR-21) و هوافضا (AS7928) اجباری شدهاند. انعطافپذیری حفظ شده در انتقال پرس به سیم از خرابیهای خستگی که اتصالات لحیمشده را آزار میدهند، جلوگیری میکند. برای اطلاعات مرتبط در مورد حفاظت مدار مقاوم در برابر ارتعاش, ، به راهنمای انتخاب قطعکننده ما مراجعه کنید.
س: اتصالات پرسشده در مقایسه با اتصالات لحیمشده چقدر دوام میآورند؟
پاسخ: اتصالات پرسشده که به درستی در کاربردهای خودرو اجرا شدهاند، برای عمر سرویس 15+ سال (طبق الزامات آزمایش USCAR-21) از جمله قرار گرفتن در معرض چرخههای حرارتی، ارتعاش، رطوبت و قرار گرفتن در معرض مواد شیمیایی طراحی شدهاند. اتصالات لحیمشده در محیطهای مشابه معمولاً در عرض 5-7 سال شروع به نشان دادن تخریب میکنند. در محیطهای خوشخیم (کنترل آب و هوا، بدون ارتعاش)، هر دو روش میتوانند دههها دوام بیاورند، اگرچه پرسکاری همچنان پایداری مقاومت تماس طولانی مدت برتری را ارائه میدهد.
س: تفاوت بین پایانههای پرس عایق و غیر عایق چیست؟
پاسخ: پایانههای عایق شامل یک آستین پلاستیکی هستند که تسکین فشار و عایق الکتریکی را فراهم میکند و برای کاربردهای سیمکشی عمومی مناسب است. پایانههای غیر عایق (لخت) ظرفیت جریان بالاتری را ارائه میدهند و برای اتصالات آمپراژ بالا یا زمانی که از لوله انقباض حرارتی سفارشی استفاده میشود، ترجیح داده میشوند. الزامات کیفیت پرس یکسان است. انتخاب بستگی به الزامات کاربرد دارد و اینکه آیا آببندی محیطی اضافی مورد نیاز است یا خیر. برای راهنمایی در مورد انتخاب ترمینال، راهنمای مقایسه بلوک ترمینال ما را بررسی کنید.
نتیجهگیری: مهندسی قابلیت اطمینان از طریق طراحی اتصال مناسب
بحث بین پرسکاری و لحیمکاری در نهایت به الزامات کاربرد و اولویتهای عملکردی ختم میشود. برای دستههای سیم تولیدی، سیستمهای خودرو، کاربردهای هوافضا و هر محیطی که شامل ارتعاش، چرخههای حرارتی یا قرار گرفتن در معرض شرایط سخت باشد، پرسکاری قابلیت اطمینان برتری را ارائه میدهد که توسط دههها دادههای میدانی پشتیبانی میشود و در استانداردهای بینالمللی تدوین شده است. سرمایهگذاری اولیه در ابزارهای پرسکاری و آموزش مناسب از طریق کاهش نرخ خرابی، کنترل کیفیت ساده و انطباق با الزامات صنعت، سود فوری میدهد.
لحیمکاری جایگاه خود را در مونتاژ الکترونیک برای اتصالات برد مدار و کاربردهایی که در آن تنش مکانیکی حداقل است، حفظ میکند. با این حال، این تصور که اتصالات سیم به ترمینال لحیمشده قابلیت اطمینان برتری را ارائه میدهند، به طور کامل توسط آزمایشهای آزمایشگاهی و تجزیه و تحلیل خرابی میدانی رد شده است. طراحی سیستم الکتریکی مدرن تشخیص میدهد که یکپارچگی اتصال، قابلیت اطمینان کلی سیستم را تعیین میکند—و انتخاب روش خاتمه را به جای یک موضوع ترجیح شخصی یا سنت، به یک تصمیم مهندسی حیاتی تبدیل میکند.
VIOX Electric آماده است تا از الزامات طراحی اتصال شما با پایانههای تولید شده با دقت، راه حل های پرسکاری سفارشی و تخصص مهندسی پشتیبانی شده توسط آزمایش جامع و تضمین کیفیت پشتیبانی کند. چه در حال طراحی دستههای سیم خودرو، سیستمهای کنترل صنعتی یا تاسیسات انرژیهای تجدیدپذیر باشید، فناوری اتصال مناسب تضمین میکند که محصولات شما قابلیت اطمینانی را که مشتریانتان میخواهند ارائه میدهند. با تیم مهندسی ما تماس بگیرید تا در مورد الزامات کاربرد خاص خود بحث کنید و کشف کنید که چگونه راه حل های پرسکاری VIOX میتوانند خرابیهای مربوط به اتصال را در سیستمهای الکتریکی شما از بین ببرند.
برای منابع فنی اضافی در مورد طراحی سیستم الکتریکی و انتخاب قطعات، راهنماهای جامع ما را در مورد حفاظت مدار, محاسبات اندازه سیم، و طراحی تابلوی صنعتی کاوش کنید.
