
Väikeste kaitselülitite (MCB) ribade tootmine kujutab endast keerukat materjaliteaduse, täppistehnika ja täiustatud automatiseerimise koosmõju. Need elektrisüsteemides tõhusa energiajaotuse jaoks kriitilise tähtsusega elektrikomponendid läbivad hoolikalt korraldatud tootmisprotsessi, et tagada töökindlus, ohutus ja jõudlus. Käesolevas aruandes on koondatud MCB-siinide tootmise viimased edusammud, võttes arvesse tööstuslikke tavasid, patendiuuendusi ja esilekerkivaid suundumusi.
Materjali valik ja ettevalmistus
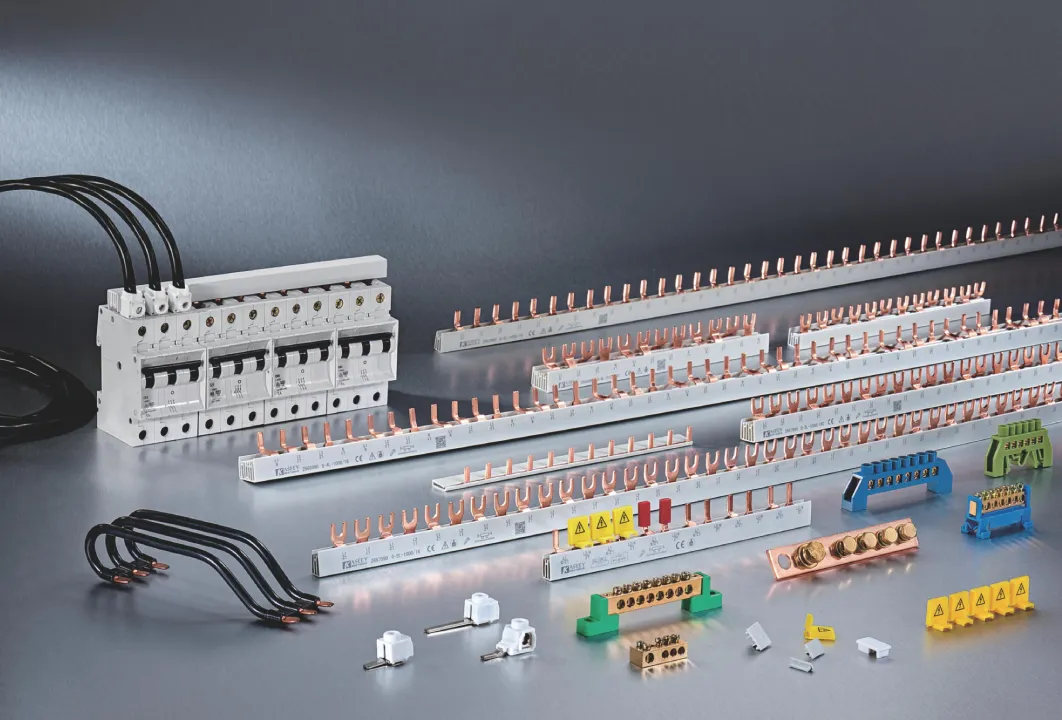
Põhimaterjalid: Alumiinium
Vask on endiselt MCB-silindite valdav materjal tänu oma paremale elektrijuhtivusele (ligikaudu 58,0 × 10⁶ S/m) ja soojusstabiilsusele. Tänu oma suurele mehaanilisele tugevusele sobib see ideaalselt suure voolutugevusega rakenduste jaoks, eriti tööstuslikes tingimustes, kus voolutihedus ületab 100 A/mm². Alumiinium, mille elektrijuhtivus on 60% vase elektrijuhtivusest, kuid ainult 30% selle kaalust, pakub madalpinge elamute süsteemides kuluefektiivset alternatiivi. Hiljutised uuendused bimetallkomposiitides, nagu vaskkattega alumiiniumist vooluahelad, ühendavad vase pinnajuhtivuse ja alumiiniumi kerge südamiku, saavutades tiheduse 3,63 g/cm³ võrreldes puhta vase 8,96 g/cm³-ga.
Pinna ettevalmistamine ja metallurgiline liimimine
Hübriidkiskude valmistamine algab mehaanilise harjamisega, et eemaldada oksiidikihid nii alumiiniumvarrastelt (südamik) kui ka vasktorust (ümbris). Kiirte terasharjad pöörlevad kiirusega 1200-1500 pööret minutis, et hõõruda pindu, tagades puhtaid liideseid. Järgnev argoongaasiga puhastamine takistab oksüdeerumist kokkupaneku ajal, kusjuures alumiiniumsüdamik sisestatakse vasest mantlisse kontrollitud atmosfääritingimustes.
Kriitiline faas hõlmab komposiidi kuumutamist 600-660°C induktsioonahjudes, millele järgneb hüdrauliline tõmbamine metallurgilise sideme saavutamiseks. See protsess vähendab pindmise vastupanu <0,5 µΩ-m²-ni, säilitades samal ajal 0,1-0,3 mm paksuse vaskkihi. Pärast tõmbamist läbib bimetall külmvaltsimise mitmeastmelistel valtspinkidel, et saavutada lõplikud mõõtmed, mille tolerantsid on ±0,05 mm paksuse ja ±0,1 mm laiuse puhul.
Täpsed tootmisprotsessid
CNC-töötlemine ja automatiseerimine
Kaasaegne MCB-sõlmede tootmine kasutab arvutipõhiseid juhtimissüsteeme (CNC), mis integreerivad kolm põhitegevust:
- Lõikamine: Servoajamiga lõikepressid lõikavad vase-/alumiiniummaterjali ±0,1 mm täpsusega kiirusega kuni 120 lõiget minutis.
- Löögid: Puurpinkide abil luuakse kinnitusaugud ja ühenduskohad karbiidist tööriistade abil, saavutades asendi täpsuse ±0,02 mm.
- Painutamine: Programmeeritavad hüdraulilised käsivarred moodustavad keerukaid geomeetriaid ±0,5° täpsusega.
3-in-1 CNC-pinkide kasutuselevõtt vähendab seadistamisaega 70% võrra võrreldes eraldiseisvate süsteemidega, samal ajal kui asjade Interneti-võimelised prognoosivad hooldusalgoritmid vähendavad seisakuid 40% võrra.
Isolatsioon ja katmine
Pärast vormimist läbivad bussiraudteed pinnatöötluse, et parandada nende toimivust:
- Galvaniseerimine: Tina- või hõbekatted (paksusega 5-20 µm) vähendavad kontakttakistust <10 µΩ-ni, takistades samal ajal oksüdeerumist.
- Isolatsioon: PVC või epoksü kapseldamine ekstrusioonkatte abil kannab 0,5-1,2 mm isolatsioonikihti, mis on arvestatud 5000 V dielektrilise tugevuse jaoks. Automaatne nägemissüsteem kontrollib katte ühtlikkust 200 kaadrit/sekundis, lükates tagasi defektid, mis on suuremad kui 50 µm.
Kvaliteedi tagamine ja testimine
Elektrilise jõudluse valideerimine
Iga riba läbib ranged testid:
- Praegune kandevõime: 24-tunnised koormuskatsed 125% nimivooluga (nt 125A mudelite C45 puhul) jälgivad temperatuuri tõusu, säilitades ΔT <50°C.
- Kontakt vastupanu: Nelipoolsete Kelvini mõõtmistega kontrollitakse takistust <50 µΩ vase ja <85 µΩ alumiiniumvariantide puhul.
- Lühisvoolu taluvus: 10 kA rikkevoolud, mida rakendatakse 100 ms jooksul, kinnitavad termilist stabiilsust ilma deformatsioonita.
Mehaanilised ja keskkonnakatsetused
- Vibratsiooni katsetamine: 5-500 Hz sinusekiirused simuleerivad IEC 61439-3 kohaseid 10-aastaseid töökoormusi.
- Korrosioonikindlus: 1000-tunnised soolapritsikatsed (ASTM B117) tagavad <5% pinna lagunemise.
Säästvad tootmistavad
Ressursitõhusus
- Materjalide taaskasutamine: Suletud ahelaga süsteemid võtavad induktsioonsulatamise teel tagasi 98% vasejäätmeid, vähendades toorainekasutust 35% võrra.
- Energiatootmine: Regeneratiivsed ajamid CNC-pinkidel võtavad tagasi 25% pidurdusenergiat.
Keskkonnasõbralikud uuendused
- Nanokatted: Grafeeniga täiustatud isolatsioonid parandavad soojusjuhtivust 300% võrra, vähendades samal ajal materjalikasutust poole võrra.
- Kergendamine: Topoloogiliselt optimeeritud konstruktsioonid vähendavad alumiiniumist vooluahela massi 22% võrra, ilma et see kahjustaks voolutugevust.
Tulevased suundumused MCB-siinide tehnoloogias
Aruka tootmise integreerimine
- Digitaalsed kaksikud: Reaalajas toimuvad protsessisimulatsioonid kohandavad töötlemisparameetreid AI/ML-algoritmide abil, parandades saagise määra 99,8%-ni.
- Lisanditootmine: Laserkihtide sulatamine võimaldab keerulisi sisemisi jahutuskanaleid, mis suurendab voolutihedust 40% võrra.
Rakendusspetsiifilised arendused
- EV elektrisüsteemid: Integreeritud temperatuurianduritega vedelikjahutusega elektrisiinid toetavad 800V arhitektuuri 500A pideva voolu juures.
- Modulaarsed disainilahendused: Lukustatavad kamm-ribad võimaldavad ümberkonfigureerimist välitingimustes, vähendades paigaldusaega 60%.
Kokkuvõte
MCB-sõlmede tootmise areng peegeldab elektrifitseerimise ja säästva tööstuse laiemaid suundumusi. Alates bimetallkomposiitidest kuni tehisintellektipõhiste tootmisliinideni võimaldavad need edusammud vastata energiatõhususe (üle 99,5% juhtivuse säilitamine 20 aasta jooksul) ja keskkonnanõuetele vastavuse suurenevatele nõuetele. Kuna ülemaailmne elektrifitseerimine kiireneb, siis jätkuvad uuendused materjaliteaduse ja aruka tootmise vallas muudavad MCB-suunaribad järgmise põlvkonna elektrivõrkude keskseks komponendiks.
