
I världen av industriell automation och elektriska installationer utgör DIN-skenor ryggraden för montering av styrkomponenter och enheter. DIN-skenorna utvecklades ursprungligen av Deutsches Institut für Normung (tyska institutet för standardisering) och har utvecklats från nationella tyska standarder till internationellt erkända monteringslösningar som styrs av IEC- och EN-standarder. Men alla DIN-skenor är inte lika bra. Att avgöra kvaliteten på en DIN-skena är avgörande för att säkerställa tillförlitlighet, livslängd och säkerhet i dina elektriska installationer. Den här omfattande guiden går igenom allt du behöver veta för att bedöma DIN-skenors kvalitet, från materialsammansättning till testmetoder.
Vad är en DIN-skena och varför är kvalitet viktigt?

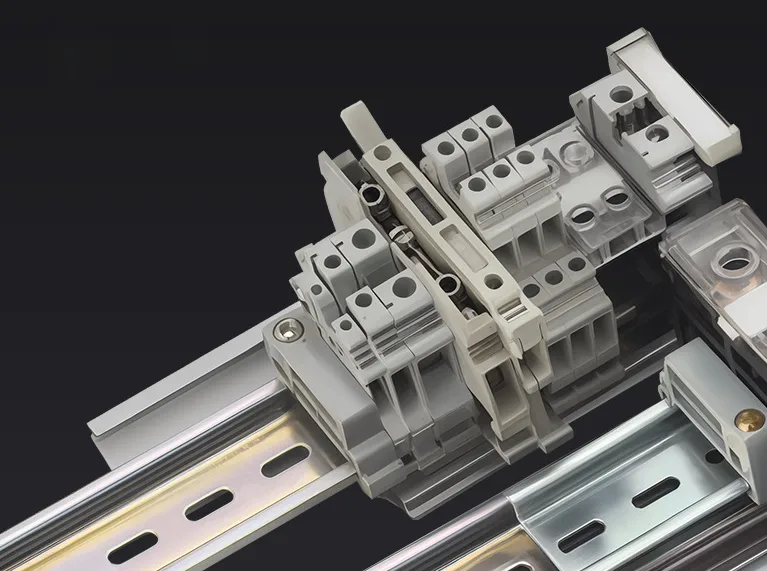
En DIN-skena är en standardiserad metallskena som används i industriella kontrollpaneler, automationssystem och elskåp för att montera olika enheter som effektbrytare, terminaler och styrenheter. Dessa skenor tillverkas vanligtvis av kallvalsat kolstål med en skyddande ytfinish - alternativt av rostfritt stål eller aluminium - och är utformade för att ge robust mekaniskt stöd för monterade komponenter. DIN-skenor är av metall, men de är i allmänhet inte avsedda att leda elektrisk ström, även om de ibland kan tillhandahålla chassijordningsanslutningar under lämpliga konstruktionsförhållanden.
Vanliga användningsområden för DIN-skenor
- Kontrollpaneler för industriell automation
- System för fastighetsautomation
- Strömfördelningspaneler
- Rackar för telekommunikationsutrustning
- Signalsystem för järnväg
- Styrsystem för HVAC
- Installationer för förnybar energi
Konsekvenserna av DIN-skenor av låg kvalitet
Att använda undermåliga DIN-skenor kan leda till många problem under ett systems hela livscykel. Så här är det: även om det kan verka lockande att sänka kostnaderna i början, kan konsekvenserna bli mycket dyrare:
- Förtida komponentfel på grund av felaktig montering eller deformation av skenan
- Ökad underhållsfrekvens och ökade underhållskostnader
- Systemavbrott som påverkar produktionen
- Säkerhetsrisker på grund av lösa komponenter eller vassa kanter
- Minskad övergripande systemtillförlitlighet
- Kompatibilitetsproblem med monterade enheter
- Korrosion och strukturella fel i tuffa miljöer
- Intermittenta elektriska anslutningar som orsakar driftsproblem
- Svårigheter vid den första installationen, vilket ökar arbetskostnaderna
- Skador på trådisolering från grader eller vassa kanter, vilket skapar potentiella kortslutningar
- Bärande fel som orsakar nedböjning eller fullständig rälskollaps
Viktiga standarder och specifikationer för DIN-skenor
Att förstå de standarder som styr DIN-skenor är det första steget i kvalitetsbedömningen. Dessa specifikationer utgör det riktmärke som alla DIN-skenor ska mätas mot.
Internationella och regionala standarder
De mest allmänt accepterade standarderna för DIN-skenor omfattar
- IEC 60715: Den internationella hörnstensstandarden som definierar mått och funktionella krav för gemensamma DIN-skenprofiler, vilket säkerställer global interoperabilitet
- EN 60715: Den europeiska versionen av IEC 60715 med identiska tekniska specifikationer
- EN 50022: Historisk europeisk standard för 35 mm topphattskenor (till stor del ersatt av EN 60715)
- EN 50035: Europeisk standard som omfattar DIN-skenor av G-typ
- EN 50045: Europeisk standard för 15 mm miniatyrskenor med topphatt
- EN 50023/50024: Historiska standarder för C-sektionsskenor
- DIN 46277: Ursprunglig tysk nationell standard som ligger till grund för senare EN- och IEC-standarder
Överensstämmelse med dessa standarder är grundläggande för att säkerställa komponenternas driftskompatibilitet, baslinjekvalitet och säkerhetsprestanda.
Standard DIN-skenprofiler
Olika profiltyper har olika användningsområden beroende på deras konstruktion och lastkapacitet:
- TS 35/7,5 - 35 mm bredd med 7,5 mm höjd (vanligast)
- Officiell beteckning IEC/EN 60715 - 35 × 7,5
- Lämplig för de flesta allmänna tillämpningar
- TS 35/15 - 35 mm bredd med 15 mm höjd (för tyngre komponenter)
- Officiell beteckning IEC/EN 60715 - 35 × 15
- Ger ökad styvhet och styrka för tyngre komponenter
- TS 15 - 15 mm bredd med 5,5 mm höjd (miniatyrprofil)
- För kompakta komponenter i applikationer med begränsat utrymme
- TS 32 (G-Section) - 32 mm asymmetrisk G-formad profil
- Används vanligtvis för tyngre komponenter
- Asymmetrisk design förhindrar felaktig installation
- C-Section - Symmetrisk C-formad profil
- Finns i varianter som C20, C30, C40 och C50
- Utmärkt väggstöd för tunga komponenter som transformatorer
Varje standard specificerar exakta dimensionskrav, inklusive:
- Rälsbredd och höjd
- Hålavstånd och dimensioner
- Kantprofiler och toleranser
- Specifikationer för materialtjocklek
Materialspecifikationer för olika miljöer
Beroende på installationsmiljön krävs olika material och ytbehandlingar:
| Miljö | Rekommenderat material | Typisk ytbehandling | Tillämpningsanteckningar |
|---|---|---|---|
| Standard inomhus | Kallvalsat kolstål | Förzinkad med kromaterad passivering | Allmänna industriella kontrollpaneler, NEMA 1/12 kapslingar |
| Hög luftfuktighet | Rostfritt stål 304 (V2A) | Naturlig eller passiverad | Livsmedelsbearbetning, tvättutrymmen, NEMA 4-miljöer |
| Frätande miljö | Rostfritt stål 316 | Naturlig eller passiverad | Kemiska anläggningar, marina installationer, kapslingar för utomhusbruk |
| Tung industri | Stål | Varmförzinkad | Områden med tunga komponenter eller vibrationer |
| Elektromagnetiska problem | Aluminium | Naturell eller anodiserad | Telekommunikation, känslig elektronik |
| Viktkänsliga applikationer | Aluminiumlegering (6000-serien) | Naturlig oxid eller anodiserad | Transport, flyg- och rymdindustrin, mobil utrustning |
Att välja rätt material utifrån den specifika miljön är avgörande för långsiktig prestanda och tillförlitlighet. Förzinkat stål ger kostnadseffektiva prestanda för standardapplikationer, men mer krävande miljöer kräver specialiserade material som motstår korrosion, klarar tunga belastningar eller uppfyller viktbegränsningar.

7 nyckelfaktorer som avgör DIN-skenors kvalitet
1. Materialets sammansättning och hållbarhet
Basmaterialet i en DIN-skena har en betydande inverkan på dess prestanda och livslängd. DIN-skenor av hög kvalitet har vanligtvis följande egenskaper:
- Stålkomposition: 1,5 mm till 2,3 mm tjocklek med enhetlig struktur
- Kallvalsat kolstål med en draghållfasthet som ofta överstiger 690 MPa
- Utmärkt stöt- och vibrationsmotstånd
- Högsta styvhet och bärförmåga vid samma profilmått
- Rostfria stålkvaliteter:
- 304/V2A (18-20% krom, 8-10,5% nickel) för fuktiga miljöer
- 316-kvalitet för mycket korrosiva miljöer
- Överlägsen inneboende korrosionsbeständighet utan att förlita sig på ytbehandlingar
- Kräver i allmänhet minimalt underhåll tack vare sin robusta karaktär
- Aluminiumkomposition:
- Legeringar i 6000-serien med konsekventa egenskaper
- Specifik hållfasthet ca 260 MPa/m³ (lägre än stål)
- Cirka 1/3 av stålets vikt genom densitet
- Bildar ett naturligt skyddande oxidskikt
- Certifieringar av material: Leta efter material med spårbara fabrikscertifieringar och specificerade legeringssammansättningar
Ett snabbt test: DIN-skenor av hög kvalitet böjer sig inte lätt när de utsätts för ett måttligt handtryck. Skenor av stål och rostfritt stål ska kännas betydligt styvare jämfört med aluminiumversioner av samma profil.
2. Måttnoggrannhet och tolerans
Precision i tillverkningen säkerställer korrekt passform och montering av komponenter. DIN-skenor av hög kvalitet håller snäva toleranser för att säkerställa driftskompatibilitet med komponenter från globala tillverkare:
- Breddtolerans: ±0,2 mm till ±0,5 mm (baserat på Phoenix Contacts specifikationer)
- Höjdtolerans: ±0,1 mm till ±0,5 mm
- Rakhet: Maximal avvikelse på 0,5 mm per meter längd
- Noggrannhet för hålavstånd: ±0,5 mm för monteringshål
- Profiltolerans: ±0,5 mm (avgörande för korrekt ingrepp i komponenterna)
- Enhetlig materialtjocklek: Enhetlig över hela skenan
Hemligheten är att tillverkare som utför 100% dimensionskontroll vanligtvis tillverkar mer konsekventa skenor med snävare toleranser. Välrenommerade tillverkare som Phoenix Contact och Eaton framhåller uttryckligen sin "höga måttnoggrannhet" och sina "snäva toleranser" som viktiga kvalitetsegenskaper.
Exakta mått säkerställer att snäppkomponenterna griper in ordentligt i skenans profil, vilket förhindrar gungning, lösa passningar eller behov av överdriven kraft under installationen. De underlättar också smidig glidning av justerbara komponenter och säkerställer korrekt uppriktning i modulära system.
3. Ytfinish och beläggningskvalitet
Ytbehandlingen påverkar direkt korrosionsbeständigheten och den elektriska ledningsförmågan:
- Zinkplätering:
- Ska vara enhetlig med en tjocklek på 5-12 mikrometer (typiskt 8 mikrometer)
- Fungerar som en offeranod och korroderar företrädesvis för att skydda det underliggande stålet
- Kvalitetspläteringen har utmärkt vidhäftning utan flagning eller skalning
- Beläggning med kromatomvandling:
- Appliceras som en efterbehandling över förzinkning
- Bildar ett skyddande lager av kromföreningar på zinkytan
- Olika färger (klar, gul, blåaktig) beror på olika kromatkemier
- Passivering med trevärt krom (Cr³⁺) är att föredra framför sexvärt krom (Cr⁶⁺) för att uppfylla miljökrav
- Phoenix Contacts "tjocka passiverade skikt" ger överlägset korrosionsskydd
- Det gulaktiga utseendet på vissa passiverade skenor är normalt och indikerar att det finns ett skyddsskikt.
- Varmförzinkning:
- Får inte visa några droppar, obelagda områden eller överflödig tjocklek
- Vanligtvis tjockare och mer hållbar än elektropläterad zink
- Pulverlackering:
- Får inte uppvisa några bubblor, sprickor eller ojämnheter i appliceringen
- Måste vara kompatibel med underliggande skyddsskikt
Viktiga kvalitetsindikatorer för beläggning:
- Enhetlighet: Jämn applicering över alla ytor, inklusive kanter och insidan av perforeringar
- Vidhäftning: Stark vidhäftning till basmetall utan flagning eller avskalning
- Avsaknad av defekter: Inga repor, pinholes, blåsor eller porositet som kan äventyra skyddet
- Överensstämmelse med RoHS: Moderna ytbeläggningar ska uppfylla miljöbestämmelser
Testa beläggningen genom att kontrollera vidhäftningen - beläggningar av hög kvalitet flagnar inte eller flisar sig lätt vid lätt repning.
4. Lastbärande kapacitet
DIN-skenor av hög kvalitet måste kunna bära vikten av monterade komponenter utan att deformeras. Denna kapacitet påverkas av material, profil, tjocklek och monteringsmetod:
- Standard TS35x7,5 stålskenor: Bör bära minst 40-60 kg/m vid korrekt montering
- Kraftiga TS35x15-skenor: Bör klara 80-100 kg/m
- G-profil och C-profil skenor: Speciellt utformade för högre lastbärande kapacitet
- Massiv eller slitsad design: Massiva skenor ger maximal styrka; perforerade skenor byter ut viss styvhet mot lägre vikt och flexibilitet i kabeldragningen
Viktiga överväganden:
- Ingen synlig nedhängning ska förekomma vid full belastning
- Permanent deformation får inte uppstå under nominell belastning
- Den effektiva lastkapaciteten beror på monteringsmetod och spännvidd mellan stödpunkterna
- En enda tung komponent som placeras i mitten av ett fritt spännvidd skapar större påfrestningar än samma vikt fördelad jämnt
- Dynamiska belastningar från vibrationer kan ge betydligt högre momentana påkänningar än statiska belastningar
För kritiska applikationer bör man se till att tillverkarens specifikationer tydligt anger bärförmågan i kg/m. Avsaknaden av sådana uppgifter bör vara ett problem vid val av skenor för applikationer med tunga komponenter.
5. Egenskaper för korrosionsbeständighet
Speciellt viktigt för installationer i tuffa miljöer:
- Provning av saltdimma: Kvalitetsförzinkade skenor ska klara 96+ timmar i standardiserade saltspraytester
- Miljöprestanda:
- Räls av rostfritt stål ska motstå grop- och spaltkorrosion i sura eller kloridrika miljöer
- Aluminiumskenor bör motstå vit korrosion under måttligt fuktiga förhållanden
- Zinkpläterat stål med kromatpassivering ger ett bra allmänt korrosionsskydd för inomhusbruk
- Beläggningens integritet:
- Alla brott i skyddsbeläggningar skapar lokala punkter där korrosion kan initieras
- Även mindre repor eller skador kan leda till att korrosionen sprider sig under den intakta beläggningen (underskärning)
- Ett skydd är bara så effektivt som dess svagaste punkt
- Materialets beteende:
- Skyddsbeläggningar ska bibehålla sin integritet efter miljötester
- Materialen ska bibehålla sin strukturella integritet i de miljöer de är avsedda för
- Undvik att använda förzinkat stål i utomhusmiljöer eller korrosiva miljöer utan extra skydd
För applikationer i livsmedels-, läkemedels-, marin- eller kemikaliemiljöer är det inneboende korrosionsmotståndet hos rostfritt stål (särskilt 316-kvalitet) vanligtvis värt den högre materialkostnaden på grund av den kraftigt förlängda livslängden.
6. Enhetlig tillverkning
Enhetlighet från batch till batch indikerar tillförlitlig kvalitetskontroll:
- Dimensionell stabilitet: Konsekventa dimensioner över flera produktionsomgångar
- Enhetlig ytfinish: Förutsägbart utseende och korrosionsskydd
- Enhetliga materialegenskaper: Enhetliga mekaniska egenskaper
- Styrning av tillverkningsprocesser:
- Välkalibrerade maskiner och verktyg
- Konsekvent kvalitet på råmaterialet
- Kvalificerad drift och övervakning
- Avancerade tekniker som stansning av sammansatta verktyg för förbättrad måttnoggrannhet
- Exakta skäroperationer för rena, väldefinierade profiler
Högklassig tillverkning kräver noggrann processkontroll under hela produktionen. Högkvalitativa tillverkare implementerar vanligtvis:
- Statistisk processtyrning (SPC) för att övervaka och upprätthålla enhetlighet
- Regelbunden kalibrering av mätutrustning
- System för spårbarhet av material
- Dokumentation av produktionsparametrar
Bristande tillverkningskonsistens leder till oförutsägbar prestanda, komponentinkompatibilitet och ökad sannolikhet för fel eller installationsproblem. Variabilitet mellan komponenter är en viktig indikator på kvalitetsproblem i tillverkningen.
7. Certifiering och efterlevnad
Kvalitetstillverkare tillhandahåller:
- Dokumentation av materialspårbarhet: Papper som spårar material tillbaka till källan
- Testcertifikat: Dokumentation av kritiska egenskaper som t.ex. korrosionsbeständighet
- Förklaringar om överensstämmelse med standarder: Uttalanden som bekräftar efterlevnad av IEC 60715 eller regionala standarder
- Certifieringar för kvalitetsstyrning:
- ISO 9001-certifiering visar på strukturerade kvalitetsledningssystem
- Uppvisar konsekventa processer för att uppfylla kund- och myndighetskrav
- Exempel på detta är tillverkare som Schaltbau (ISO-certifierad sedan 1994) och Kowa Kasei
- Överensstämmelse med miljölagstiftningen:
- RoHS (Restriction of Hazardous Substances) överensstämmelse
- Efterlevnad av REACH (registrering, utvärdering, godkännande och begränsning av kemikalier)
- Miljövänliga tillverkningsprocesser
- Branschspecifika certifieringar:
- UL Listing/Recognition för nordamerikanska marknader
- CE-märkning för tillträde till den europeiska marknaden
- Ytterligare certifieringar för specialapplikationer (järnväg, fordon etc.)
En tillverkares vilja att tillhandahålla detaljerad dokumentation är ofta en bra indikator på deras engagemang för kvalitet och öppenhet. Avsaknaden av sådan dokumentation bör vara en varningssignal när man väljer DIN-skenor för kritiska applikationer.

Hur man fysiskt inspekterar DIN-skenor för kvalitet
Tekniker för visuell inspektion
Utför dessa visuella kontroller före installationen:
- Undersökning av ytan:
- Leta efter repor, bucklor eller oregelbunden ytbehandling
- Kontrollera att skyddsbeläggningen har enhetlig färg och struktur
- En något gulaktig eller blåaktig nyans på förzinkade skenor är normalt och indikerar passivering
- Kontrollera om det finns defekter i beläggningen, t.ex. avskalning, blåsbildning eller flagning
- Inspektion av kanter:
- Kanterna ska vara rena, inte skrovliga eller graderade
- För ett handskbeklätt finger eller en trasa försiktigt längs kanterna för att upptäcka grader eller vassa punkter
- Kvalitetsskenor har släta, välbearbetade kanter utan skärrisker
- Dålig kantfinish kan skada kabelisoleringen och utgöra en säkerhetsrisk
- Inspektion av hål/perforering:
- Kontrollera att hålen är rena, har rätt avstånd och är enhetliga
- Standardperforeringsmönster inkluderar 15 mm x 6,2 mm avlånga slitsar
- Monteringshålen är vanligtvis standardiserade med diametrar som 5,2 mm eller 5,3 mm
- Kontrollera att perforeringarna är rent formade utan metallfragment
- Kontroll av rakhet:
- Placera på en plan yta för att kontrollera om den är skev
- Sikta ner längden ("Mk1 eyeball"-metoden) för att upptäcka böjningar eller vridningar
- Rälsen ska se rak och rät ut längs hela sin längd
- Jämför mot en känd rätskiva för större noggrannhet
- Kontroll av profilens konsistens:
- Undersök tvärsnittsprofilen för att se om den är konsekvent
- Leta efter variationer i form eller vinklar som kan påverka komponentmonteringen
- Kontrollera att materialtjockleken är jämn i hela
- Verifiera överensstämmelse med standardprofilens mått (TS35, TS32, etc.)
Mät- och testmetoder
För mer noggrann kvalitetsbedömning:
- Dimensionell kontroll:
- Använda skjutmått för att mäta bredd, höjd och tjocklek
- Kontroll mot standardspecifikationer (35 mm bredd för TS35, etc.)
- Kontrollera hålavståndet med en precisionslinjal
- Gör mätningar på flera ställen för att kontrollera enhetligheten
- Typiska toleranser bör ligga inom ±0,5 mm för kritiska dimensioner
- Mätning av beläggningens tjocklek:
- Använd en tjockleksmätare för pläterade skenor
- Typisk zinkplätering bör mäta 5-12 mikron (ofta 8 mikron)
- Verifiera jämn tjocklek över hela skenans längd
- Var särskilt uppmärksam på kanter och hörn där beläggningen kan vara tunnare
- Test av komponenternas passform:
- Montera provkomponenter från välrenommerade tillverkare
- Komponenterna ska snäppa fast ordentligt med rimlig kraft
- Kontrollera om det finns överdrivet glapp, gungning eller löshet
- Säkerställ att låsmekanismerna griper in korrekt
- Glidande komponenter ska röra sig smidigt utan att fastna
- Manuellt flex-test:
- För kortare skenor (upp till 1 meter), försök med försiktig manuell böjning
- Jämför styvhet mellan olika prover
- Högkvalitativa skenor ska motstå böjning under måttlig kraft
- Stålskenor ska kännas betydligt styvare än aluminiumskenor
- Hårdhetsprovning:
- Använd en bärbar hårdhetsmätare om sådan finns tillgänglig
- Jämför avläsningar med tillverkarens specifikationer
- Konsekventa avläsningar indikerar enhetliga materialegenskaper
Procedurer för testning av prover
För kritiska installationer bör du överväga dessa mer avancerade tester:
- Belastningstestning:
- Montera en provskena enligt tillverkarens specifikationer
- Applicera stegvisa belastningar för att verifiera nominell kapacitet
- Standard TS35x7,5 stålskenor ska klara 40-60 kg/m
- Kraftiga TS35x15-skenor bör klara 80-100 kg/m
- Kontrollera deformation efter borttagning av last
- Observera att den effektiva lastkapaciteten beror på monteringsmetod och spännvidd
- Korrosionsprovning:
- Utsätt provet för saltspray för accelererad provning
- Förzinkade skenor av hög kvalitet ska klara 96+ timmar
- Jämför resultat med tillverkarens påståenden
- Kontrollera att korrosionsmönstret är enhetligt utan lokala gropar
- Skenor av rostfritt stål ska uppvisa minimal eller ingen korrosion
- Vibrationsbeständighet:
- Montera komponenter och utsätt för vibrationstest
- Verifiera komponentens hållbarhet under specificerade vibrationer
- Stålskenor med djupare profiler ger vanligtvis bättre vibrationsmotstånd
- Kritisk för applikationer nära tunga maskiner eller i transportsystem
- Kvalitetsbedömning av kapning:
- Använd lämpliga skärverktyg (fintandad bågfil, rälsskärare)
- Undersök de skurna kanterna för grader eller deformation
- Kvalitetsskenor ska skära rent utan överdriven gradbildning
- Detta test utvärderar också materialets konsistens och hårdhet
- Miljövänlig cykling:
- Utsätt provet för temperatur- och fuktighetscykler
- Kontrollera dimensionsstabilitet och beläggningens integritet
- Kvalitetsskenor behåller sina egenskaper i typiska driftsmiljöer
Topptillverkare kända för DIN-skenor av hög kvalitet
Även om specifika varumärkesrekommendationer kan ändras över tiden, har dessa tillverkare etablerat rykte för DIN-skenor av hög kvalitet:
Stora internationella varumärken
- Phoenix Contact: Känd för hög måttnoggrannhet (toleranser på ±0,5 mm) och "tjockt passiverat lager" för överlägset korrosionsskydd
- VIOX: Erkänd för stränga kvalitetskontroller och omfattande testförfaranden
- Schneider Electric: Erbjuder omfattande teknisk dokumentation och global standardisering
- ABB: Känd för precisionstillverkning och komponentkompatibilitet
- Rittal: Specialiserade på skåpsystem med integrerade skenlösningar
- Eaton: Lyfter fram "hög dimensionell noggrannhet" och "begränsade toleranser" som viktiga egenskaper
- Siemens: Långvarigt etablerat varumärke med omfattande erfarenhet av industrikomponenter
Andra anmärkningsvärda tillverkare
- Altech Corp
- Wieland Electric Inc (grundat 1910)
- AutomationDirekt
- Kowa Kasei Co., Ltd. (Japan, grundat 1969)
- OBO Bettermann
- c3-kontroller
Leta efter tillverkare som:
- Tydligt ange överensstämmelse med IEC 60715 eller relevanta standarder
- Inneha ISO 9001-certifiering för kvalitetsledningssystem
- Tillhandahålla detaljerad teknisk dokumentation och specifikationer
- Erbjuda certifiering av miljööverensstämmelse (RoHS, REACH)
- Upprätthålla konsekvent kvalitetskontroll i hela produktionen
- Har dokumenterad erfarenhet av industrikomponenter
- Erbjuda garantier och lyhörd produktsupport
VIOX DIN RIN Tillverkningsprocess
Kostnad kontra kvalitet: Gör rätt investering i DIN Rails
När du utvärderar alternativ för DIN-skenor ska du ta hänsyn till den totala ägandekostnaden:
Initiala kostnader:
- Materialkostnader (förzinkat stål vs. rostfritt stål vs. aluminium)
- Kostnader för ytbehandling (standardförzinkning jämfört med varmförzinkning)
- Kostnader för tillverkningsprecision (snävare toleranser ger högre priser)
- Överväganden om längd och kvantitet (bulkköp minskar vanligtvis enhetskostnaden)
Överväganden på lång sikt:
- Utbytesfrekvens i olika miljöer
- Kostnader för systemavbrott på grund av räls- eller komponentfel
- Arbetskostnader för underhåll för reparation av skadade komponenter
- Säkerhets- och tillförlitlighetspåverkan på den övergripande verksamheten
- Kompatibilitet med framtida systemutvidgningar
- Enhetlighet mellan installationer för standardisering
Men vänta - det finns mer: DIN-skenor av hög kvalitet utgör vanligtvis mindre än 1% av den totala installationskostnaden, men kan ha en betydande inverkan på systemets totala tillförlitlighet. En dåligt tillverkad DIN-skena som går sönder i förtid kan spara några dollar i början, men kan kosta tusentals kronor i stilleståndstid, reparationer och komponentbyte.
Exempel på kostnads- och nyttoanalys
| DIN-skena Typ | Kostnad i förskott | Förväntad livslängd | Behov av underhåll | Bästa tillämpning |
|---|---|---|---|---|
| Standard förzinkat stål | $ | 10-15 år (inomhus) | Periodisk inspektion | Allmänna inomhusinstallationer |
| Rostfritt stål 304 | $$ | 20+ år | Minimal | Livsmedelsbearbetning, fuktiga miljöer |
| Varmförzinkat stål | $ | 15-20 år | Periodisk inspektion | Utomhus- och industrianvändning |
| Aluminium | $ | 10-15 år | Periodisk inspektion | Viktkänsliga applikationer |
När du väljer mellan olika alternativ ska du utvärdera driftsmiljön, den förväntade livslängden, hur kritisk applikationen är och konsekvenserna av ett fel. För kritiska system eller tuffa miljöer är priset för material av högre kvalitet nästan alltid motiverat av förlängd livslängd och minskade underhållskostnader.
Felsökning av vanliga kvalitetsproblem med DIN-skenor
Identifiering av tillverkningsdefekter
Håll utkik efter dessa varningstecken på undermålig tillverkning:
- Inkonsekvent hålavstånd:
- Orsaker: Dåliga verktyg, otillräcklig kvalitetskontroll
- Påverkan: Svårt att montera, felaktig inriktning av komponenter
- Detektering: Mät avståndet mellan hålen med precisionslinjal
- Standardavståndet är ofta 25 mm för monteringsspår
- Vridna eller skeva skenor:
- Orsaker: Felaktig materialhantering, problem med värmebehandlingen
- Påverkan: Dålig passform för komponenter, påfrestningar på monterade enheter
- Detektering: Lägg på en plan yta och kontrollera om det finns luckor, se längs med längden
- Risk: Kan orsaka intermittenta elektriska anslutningar
- Grater och vassa kanter:
- Orsaker: Slöa skärverktyg, otillräcklig efterbearbetning
- Påverkan: Säkerhetsrisker, skadad kabelisolering
- Detektering: Noggrann visuell inspektion och beröringstest (med handskar)
- Kvalitetsskenor har släta, välbearbetade kanter
- Inkonsekvent plätering:
- Orsaker till detta: Bristande processkontroll, otillräcklig rengöring
- Påverkan: För tidig korrosion, förkortad livslängd
- Upptäckt: Leta efter ojämn färg, variationer i tjocklek, matta fläckar
- Kvalitetsplätering har enhetligt utseende och tjocklek
Tecken på dålig materialkvalitet
Var uppmärksam på dessa indikatorer på undermåliga material:
- Överdriven flexibilitet:
- Orsaker till detta: Otillräcklig materialtjocklek (under 1 mm), dåligt val av legering
- Påverkan: Nedböjning under belastning, felaktig komponentinriktning
- Detektion: Skonsamt manuellt flex-test jämfört med kända bra prover
- Stålskenor av hög kvalitet ska ha hög styvhet
- Gropighet eller porositet i ytan:
- Orsaker: Underlagsmaterial av låg kvalitet, otillräcklig ytbehandling
- Påverkan: Initieringspunkter för korrosion, beläggningsbrott
- Detektering: Noggrann visuell kontroll, särskilt vid böjar och kanter
- Basmetall av hög kvalitet har slät, jämn yta
- Ojämn färg eller finish:
- Orsaker: Dålig kvalitetskontroll, kontaminering under efterbehandling
- Påverkan: Indikerar potentiella underliggande kvalitetsproblem
- Detektering: Inspektera under bra belysning för enhetlighet
- Obs: En lätt gulaktig nyans från passivering är normalt och tyder inte på kvalitetsproblem
- Snabb korrosionsutveckling:
- Orsaker: Otillräcklig beläggningstjocklek, dåligt materialval
- Påverkan: Kort livslängd, potentiellt systemfel
- Detektering: Tidiga rostfläckar eller vit korrosionsbildning på aluminium
- Kvalitetsskenor bibehåller korrosionsbeständighet som är lämplig för deras miljö
- Svårigheter vid montering av komponenter:
- Orsaker: Profilavvikelser från standardmått
- Påverkan: Komponenter passar inte ordentligt eller kräver alltför mycket kraft
- Detektering: Testmontering av flera komponenttyper från välrenommerade tillverkare
- Kvalitetsskenor gör att komponenterna kan snäppas fast med rimlig, jämn kraft
- Inkonsekvent skärbeteende:
- Orsaker till detta: Variationer i materialets hårdhet eller sammansättning
- Påverkan: Svår tillverkning, för stora grader
- Detektering: Testskärning av små sektioner med lämpliga verktyg
- Kvalitetsskenor skärs rent med minimal gradbildning
Slutsats: Säkerställa långsiktig prestanda genom kvalitetsurval
Att bestämma kvaliteten på en DIN-skena är en mångfacetterad process som omfattar förståelse av standarder, materialegenskaper, tillverkningsprecision och lämpliga applikationskrav. Genom att noggrant utvärdera de sju viktigaste kvalitetsfaktorerna och utföra korrekta inspektionstekniker kan du säkerställa att dina DIN-skenor ger den tillförlitlighet och livslängd som krävs för kritiska industriella applikationer.
Relaterat
Hur man väljer rätt DIN-skenor: Den kompletta guiden
DIN-skena kontra traditionell montering
8 Skillnader: DIN-skenor av aluminium kontra stål
Nyckelfaktorer som påverkar priserna på DIN-skenor: En omfattande analys
